养血清脑丸丸条制备工艺优化
2024-01-29赵舒婷赵万顺齐敏超熊皓舒章顺楠柳文媛
赵舒婷,赵万顺,齐敏超,熊皓舒,章顺楠,柳文媛
(1.中国药科大学,江苏 南京 211198; 2.天士力医药集团股份有限公司,中药先进制造技术国家地方联合工程实验室,创新中药关键技术国家重点实验室,天津 300410)
丸剂是中药传统剂型之一,工业生产主要采用塑制法,其可通过生产设备的参数设定一次成型制丸[1-2]。受设备机械力的影响,原辅料会发生氧化、水解等化学反应,工艺参数不同会影响终产品物理化学性质[3]。目前丸剂工艺质量控制多依靠主观经验,缺乏系统的物性数据积累,因此探究工艺参数对输出物料的物性影响规律尤为重要。养血清脑丸为浓缩丸剂[4],制丸机挤出丸条后通过搓丸刀制得素丸,丸条的硬度、黏性等很大程度上决定最终丸剂质量[5]。因此本实验针对丸条开发了质构属性表征方法,质构仪近年来在中药提取物、丸块软材、丸条、丸粒的物性测定应用逐渐增多[6-10],其可通过测定样品受力后力、位移、时间的变化客观反映样品物理特性[11]。
人用药品注册技术要求国际协调会议(ICH)发布的协调指导原则Q8 中[12]将设计空间定义为能够保证产品质量的输入变量与工艺参数的多维组合和交互作用范围。因此本实验针对制丸工艺中的“合坨-挤条” 工艺单元进行研究,基于质量源于设计(QbD)理念,在对丸条物性表征基础上,以实验室小试的方式,探究养血清脑丸工艺过程与成品间质量关系[13-14],并讨论了其应用于工业大生产的潜在风险,以期为实际生产中工艺参数调节提供参考。
1 材料
1.1 仪器 电子天平(型号TC10K,常熟市双杰测试仪器厂); 质构仪配套刀型探头(型号TMS-Pilot,力量感应单元50 N,美国Food Technology 公司); 湿法混合制粒机(型号HLSG10,上海天祥健台制药机械有限公司); 速控高效全自动制丸机(型号YUJ-16A,天水华圆制药设备科技有限责任公司)。
1.2 样品 养血清脑丸丸条由实验室速控高效全自动制丸机制得; 养血清脑分散物由天士力医药集团股份有限公司提供。
2 方法与结果
2.1 丸条质构属性表征方法开发
2.1.1 测试模式与探头选择 参考文献[7,10]方法,养血清脑丸条直径为3 mm 左右,可承受压缩距离较短,因此宜选用质构仪测试系统中的压缩模式。
车间配备制丸机是用2 个搓丸刀从左右两侧对药条实现切断、搓圆,而质构仪配套的单刀剪切探头以压缩程序对样品进行测定时,以下压切割后抬起回程的方式对搓丸过程进行模拟,符合制丸机原理,切割面范围较小且精准,在不破坏样品状态基础上更全面表征丸条内部性质。
实际生产过程中物料黏附性为重要质控指标,当丸条黏性过大时易出现相互黏连及黏刀现象,丸条黏性过小时,丸条韧性差易断条且表面粗糙出现裂纹,降低生产效率的同时,制得丸粒圆整度差。丸条硬度及内部聚合度也将影响制丸得率,若丸条硬度过大,内部聚合紧密,切断丸条所需作用力较大,搓丸时易出现丸粒未分开现象,若丸条硬度过小,内部聚合疏松,在制丸过程中易受机械牵拉导致丸条被拉细,影响丸粒大小、质量。因此应开发相关质构方法对丸条硬度、粘附力、内部聚合度为评价指标进行量化表征。如图1 所示,F1为探头下压至设定压缩距离的最大受力,可用来表示丸条受刀型探头切割到最大程度对探头的反作用力,可表示丸条硬度;S为探头下压至设定压缩距离时的曲线与表示位移围成的面积,是探头切割丸条过程中所做功,可用于表示丸条的内部聚合度;F2为探头完成下压后回到初始位置时受到的最大负向拉力,是探头到达最深切割位置之后抬起时因丸条的黏附而受到的负向作用力,可表示丸条的最大粘附力。

图1 力-位移曲线
2.1.2 方法开发 选择速度为60 mm/min,起始力7.6 gf,压缩距离分别为0.5、0.75、1.00、1.25、1.50、1.75、2.00 mm。设置压缩距离为1.50 mm,起始力为7.6 gf,速度为30、40、50、60、70、80、90 mm/min,进一步设置形变百分比为30%,速度为60 mm/min,起始力为3.6、5.6、7.6、9.6、11.7 gf。样品为实验室制得丸条,因制得丸条属性短时间内会因水分的散失而迅速发生变化,因此本实验将其常温密封放置24 h 以保证水分分散均匀、样品性质稳定后进行测定。测试时,将探头置于置物台5 mm 高度处,重复3 次,结果见图2。

图2 养血清脑丸丸条特征物性参数RSD (n=3)
如图2 所示,在改变压缩距离的过程中,各参数有先下降后上升的趋势; 当压缩距离为1.5 mm 时各参数RSD均小于10%,证明此时精密度良好,且锥入深度约为样品高度一半,可测定丸条内部切面的聚合度、黏度等物性指标,因此确定压缩距离为1.5 mm; 当速度为60 mm/min 时各参数RSD 均小于10%,由于宜选用相对较大速度以保证测试过程中样品自身变异程度小,因此确定速度为60 mm/min; 当起始力3.6 gf 时各参数RSD 较小,且丸条自身较细,测试结果普遍偏小,因此较小的起始力可以得到相对准确的结果,而小于3.6 gf 时在试验过程中易受干扰,出现错误位置开始记录参数的现象,最终确定为3.6 gf。综上所述,最佳条件为压缩距离1.5 mm,速度60 mm/min,起始力3.6 gf。
2.1.3 方法学考察
2.1.3.1 精密度试验 取养血清脑丸丸条适量,在上述条件下进样测定6 次,测得硬度、最大粘附力、内部聚合度RSD 分别为1.80%、5.19%、3.92%,表明仪器精密度良好。
2.1.3.2 重复性试验 取同一份养血清脑丸丸条,分为6份,在上述条件下进样测定,测得硬度、最大粘附力、内部聚合度RSD 分别为5.52%、5.91%、7.44%,表明该方法重复性良好。
2.1.3.3 稳定性试验 取养血清脑丸丸条适量,分别于放置时间0、5、15、30、60、90 min 时在上述条件下进样测定,计算RAD,结果见表1。由此可知,在放置时间为5 min时各指标RAD 均小于5%,表明丸条在5 min 内稳定性良好,测定结果不会受顺序影响。在实际生产过程中,丸条挤出随即搓丸,无多余停留时间,因此结合实际生产工艺和稳定性验证参数,在后续试验中均需保证制得丸条测试过程在5 min 内完成。
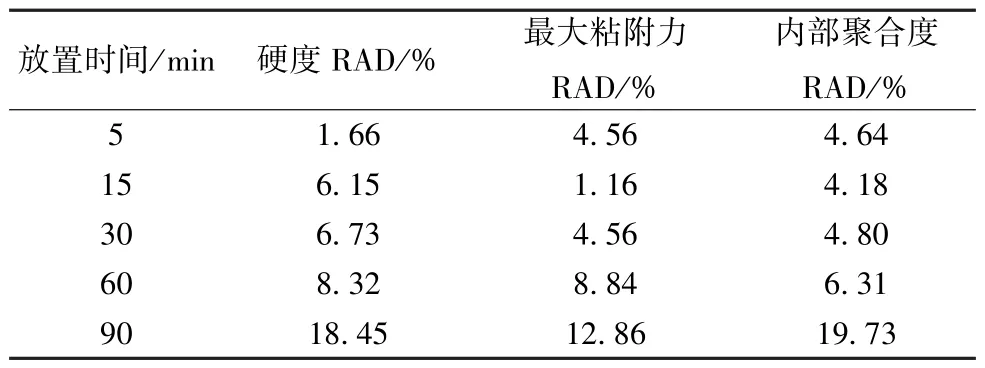
表1 稳定性试验结果
2.1.3.4 特异性试验 取不同载药量的养血清脑丸丸条,在上述条件下进样测定3 次,计算同一载药量组内RSD 及不同载药量组间RSD,结果见表2。由此可知,各参数组内与组间RSD 均有显著差异,表明该方法特异性良好。
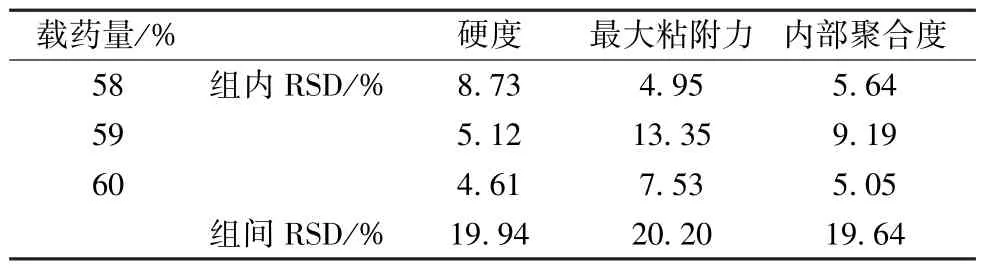
表2 特异性试验结果
2.2 单因素试验
2.2.1 加水量 加水量是合坨过程中潜在的关键工艺参数,其大小改变合坨产物软硬度的同时会影响药物中黏性物质溶出比例。根据预实验结果,加水量小于7%时丸块过硬,影响机器挤出,制得丸条断条严重,影响实验结果准确,大于11%时丸块过软,因此取同一批养血清脑分散物,调整加水量为7%、8%、9%、10%、11%,放置时间为0 h,测定其对应制得丸条参数。由图3 可知,在增大加水量过程中,丸条各参数均呈现下降趋势。由表3 可知,在增大加水量过程中,断条情况并没有明显变化,丸条得率下降,表明粘附在设备上的物料量随加水量上升而增多。

表3 丸条评价单因素试验结果

图3 加水量对丸条物性影响单因素试验结果
2.2.2 放置时间 参考车间实际情况,在生产过程中会因设备维修、样品状态不佳等突发事件造成生产中断,得到的工艺中间体需放置一定时间后才可恢复生产,根据现场情况放置时间一般不超过1 h,为探究其对丸条物性状态影响程度,控制载药量为62%,加水量为9%,设置放置时间为0、0.5、1、1.5 h。如图4 所示,在延长放置时间过程中丸条各参数变化均不明显,丸条得率呈现波动趋势认为仅在1.5 h 内延长放置时间,不改变其他条件时,放置时间对工艺中间体影响较小。

图4 放置时间对丸条物性影响单因素试验结果
2.2.3 载药量 在实际生产过程中因药物提取物成分复杂,每批次提取物受药材差异及其他因素影响出膏率会产生一定程度波动,因此在处方搭配过程中易出现载药量在一定区间内波动现象。根据预实验结果,载药量小于57%时丸块过干,难以聚合成团无法进行续制条操作; 载药量大于62%时丸块过于黏软,不易成坨,因此控制加水量为9%,放置时间为0 h,通过添加辅料微晶纤维素调整载药量为57%、58%、59%、60%、61%、62%。如图5 所示,在改变载药量过程中,丸条属性呈现下降趋势,在58% ~61%范围内变化尤为显著; 载药量为57% 时,丸条断条次数显著上升,证明载药量过低时丸条内部因缺少黏性物质导致内部聚合度较差,丸条韧性差易断裂。
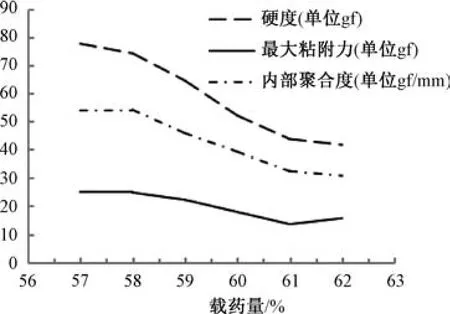
图5 载药量对丸条物性影响单因素试验结果
2.3 Box-Behnken 响应面法 根据单因素试验结果,选择放置时间(A)、载药量(B)、加水量(C)作为影响因素,设计三因素三水平试验,重复3 次,结果见表4。

表4 Box-Behnken 响应面法设计与结果
采用Design Expert 11.0 软件对表4 数据进行二次多项式拟合,得方程为Y硬度=74.99-28.28B-23.88C-19.95BC+20.94C2,Y最大粘附力=25.35-7.77B-5.13C-6.25BC+4.62C2,Y内部聚合度=53.55-18.67B-14.56C-16.32BC+14.34C2,结果见表5。模型的校正决定系数Radj2 分别为0.899 6、0.859 8、0.877 1、说明模型拟合性能良好,能解释大部分变异; 预测决定系数RPred2分别为0.844 2、0.793 0、0.792 0,说明模型预测性能良好,可用于预测实际工艺中制得丸条物性状态。方差分析见表6,可知各模型P<0.000 1,失拟值>0.05,表明模型拟合度高。

表5 回归模型分析

表6 方差分析
结合回归方程分析,放置时间对丸条物性无影响,载药量、加水量、两项交互项及加水量二次项对丸条物理状态呈现显著影响,关键工艺参数对于丸条质构参数影响程度依次为载药量>加水量。在制丸工艺中物料合坨后的放置时间时间对最终产出丸条并没有明显影响,丸条物性不同是由于载药量及加水量不同导致。
图6 为拟合的等高线图。载药量对于丸条硬度、最大粘附力、内部聚合度影响为线性负相关。由于养血清脑丸属于浓缩丸剂,需加入辅料使丸剂成型,当载药量上升时,辅料质量百分比下降,辅料的赋形能力减弱使丸条变得疏松黏软,因此随着载药量的增大,丸条硬度、最大粘附力、内部聚合度会随之减小。载药量与加水量之间具有交互作用,载药量处于较低水平时,输入物料药物含量相对较小,加水量上升其可溶出黏性物质较少且较多赋形剂可与水结合保持丸条物性稳定,此时改变加水量对丸条物性参数不产生显著影响。载药量越高丸条物料对加水量改变越敏感,加水量越大,丸条物性参数均有减小趋势,其中同一载药量,硬度减小程度最大,最大粘附力减小程度最小。

图6 等高线图
此外,加水量与丸条物性参数存在二次函数关系,说明当加水量增大到一定程度时,物料经制丸机机械挤出这一操作后,整体松软状态会有所调整,但丸条内所含黏性物质会更多的溶出增加丸条内部物料聚集程度及其相互作用力,使其硬度、内部聚合度、最大粘附力均有一定程度上的增加。
3.4 设计空间的建立 由于中药处方搭配复杂,提取物属性差异会引起载药量波动,因此在工艺过程中需根据不同载药量选择最佳加水量与之进行搭配,使制丸过程顺畅,从工艺前端控制产品质量。因此,根据生产多批次数据及现场操作经验,得率大于80%并且断条次数小于17 次时为正常生产状态,反之则为异常生产状态。如图7 所示,划定可接受物性参数范围,即以两虚线间物性参数取整数位标准建立设计空间,见图8。

图7 物性参数分布图

图8 设计空间
为了验证方法应用效果,选取3 种载药量,基于建立的设计空间来计算适宜加水量并制条,结果见表7,可知制得丸条均匀,无断条现象,相对偏差均<10%,表明在设计空间内对关键工艺参数进行调整可以确保工艺状态与输出物料质量始终处于良好水平。

表7 设计空间验证试验结果
3 讨论
中药丸剂制备工艺流程较为复杂,通常由多个工艺单元组成,如混合炼药、合坨、挤条制丸等。每个工艺单元得到终产品的物理属性均会传递到下一工艺单元中,输入物料物性状态的变化可能导致工艺性能的波动,造成机械的混合、揉搓、挤压作用产生差异,最终可能对丸剂终产品的得率、均一性、崩解时限等质量属性产生影响。因此丸剂的工艺过程质量控制思路,除应关注药效指标及化学活性物质物质含量变化外,还应对影响工艺性能、产品质量一致性的物理属性进行控制。
养血清脑丸处方中含有11 味中药,较为复杂,各中药提取物的出膏率与物性状态因药材自身性质而不同,因此在处方搭配过程中载药量易产生波动。根据载药量的不同而调整其他关键工艺参数,对实现在工艺过程中保证产品质量一致以及工艺顺畅度尤为重要。因此本实验开发了针对养血清脑丸条的质构属性表征方法,对丸条的物理属性进行全面表征,并采用试验设计的方法针对养血清脑丸条建立设计空间。此设计空间根据实验室小试结果建立,初步对工艺中关键工艺参数对产出物物性参数影响进行量化表征,若将其放大应用在实际生产中仍需要考虑机械、人工、环境等其他因素对输出物料状态影响,并在中试规模下进一步验证。后续将进一步收集生产过程中产生的数据,优化设计空间,以期实现在大规模生产投料前根据不同载药量对加水量进行调整,以保证工艺输出物料物性始终控制在合格范围内,提高制丸工艺生产效率,保证产品质量一致性。