艾砂磨机在灵宝黄金某冶炼厂焙烧金矿细磨中的应用①
2024-01-20郭桂荣李建康孙希乐黄东福
郭桂荣, 童 伟, 李建康, 李 硕, 孙希乐, 黄东福, 赵 硕, 王 乐
(1.浙江艾领创矿业科技有限公司,浙江 金华 321000; 2.灵宝黄金集团股份有限公司黄金冶炼分公司,河南 灵宝 472500)
艾砂磨机是浙江艾领创矿业科技有限公司研发的大型卧式砂磨机,目前已被广泛应用于有色金属[1]、黄金[2]、铁矿[3]等领域,用以对粗精矿、中矿、精矿、尾矿等进行细磨,提高有用矿物单体解离度,强化后续分选效果。 它具有选择性开路磨矿、产品粒度稳定可控、占地面积小、安全环保、检修方便等诸多优点[4]。
灵宝黄金某冶炼厂是灵宝黄金集团股份有限公司的核心企业,主要产品有“灵金”牌国标金锭以及白银、电解铜、工业硫酸等。 其中,金精矿焙烧后经过旋流器分级-塔磨机细磨组成的闭路分级-磨矿,旋流器溢流进入氰化浸出流程,所得氰化浸渣金品位为1.72 g/t。 本文针对灵宝黄金某冶炼厂金精矿浸出过程中单体解离度不够、浸出指标不理想的问题,引入艾砂磨机对焙烧脱硫后的金精矿进行细磨,细磨产品再进行氰化浸出,以提高金精矿浸出效率。
1 艾砂磨机简介
艾砂磨机属于卧式搅拌型砂磨机,其工作部件由主轴和8 个并排串在轴上的搅拌盘及尾端的分级轮组成。 整体结构包括电动机、减速机、主轴、搅拌盘、分级轮和筒体等,见图1。 该设备采用水密封装置替代机械密封,筒体可以沿轨道轴向平移,使设备结构简化,方便生产检修。
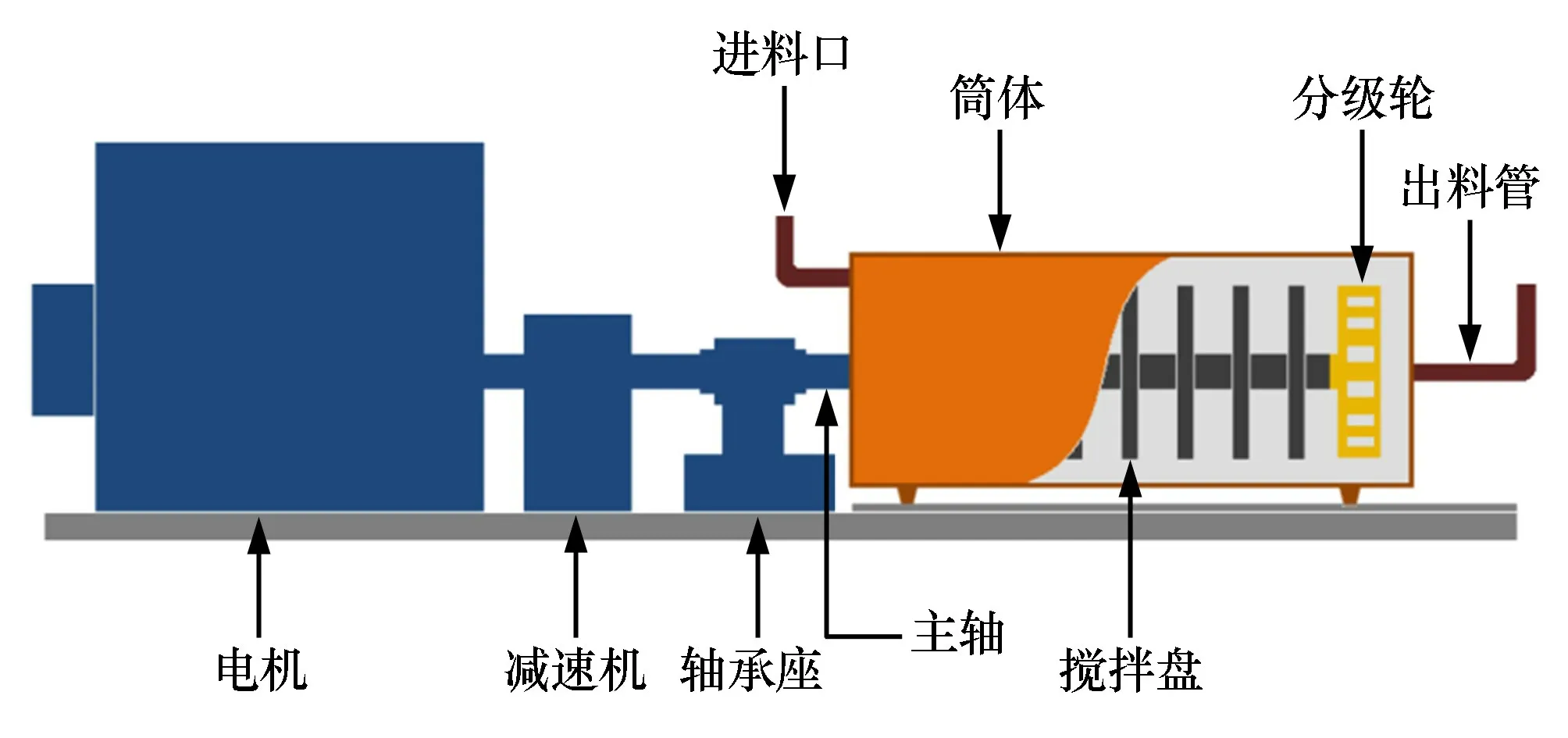
图1 艾砂磨机结构示意图
艾砂磨机搅拌盘边缘线速度可达20 m/s 以上,能量强度可达300 kW/m3,每两个搅拌盘之间可形成单独的磨矿腔室。 其工作原理是:磨矿介质通过搅拌盘的带动沿径向加速向外运动,两个搅拌盘之间的介质沿盘面向外的径向加速度不同,矿物在介质的搅动下实现磨矿。 因其具有多个磨矿腔室和高能量强度,介质和矿物颗粒之间碰撞概率大大增加,实现高效磨矿[5-6]。 艾砂磨机工作原理见图2。
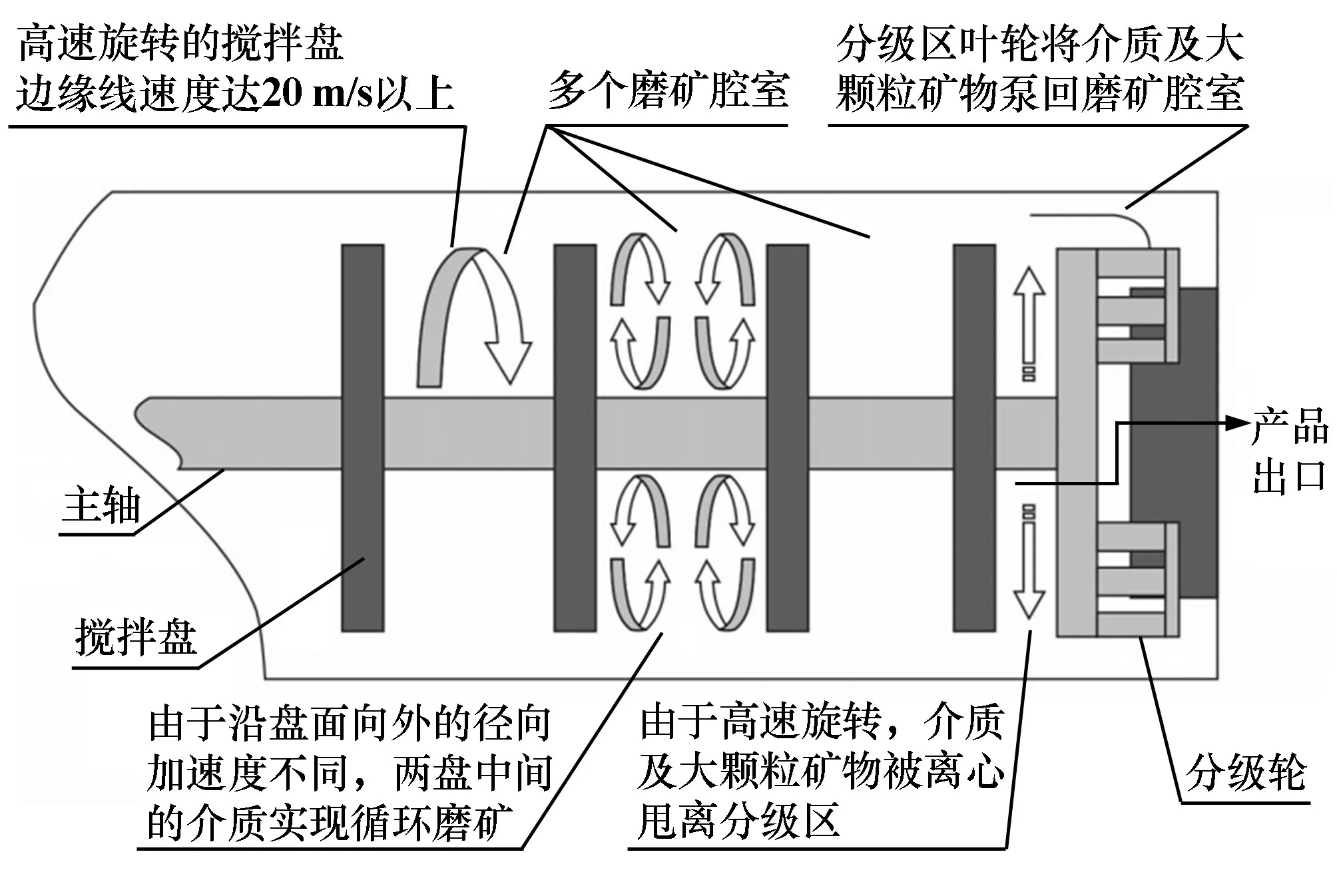
图2 艾砂磨机工作原理
2 原生产情况及细磨设备存在的问题
2.1 生产规模与原料性质
灵宝黄金某冶炼厂生产规模为日处理原矿量300 t,原料为外购金精矿,其成分见表1。

表1 外购金精矿成分(质量分数) %
2.2 原工艺流程、细磨设备和浸出尾矿指标
外购金精矿通过造浆、沸腾炉酸化焙烧-SO2烟气制酸、酸浸提铜-萃取-电积生产电解铜;焙烧脱硫后的金精矿细磨后进入氰化浸出-锌粉置换提取金、银。 工艺技术流程见图3。

图3 灵宝黄金某冶炼厂工艺技术流程
其中,细磨前加入NaOH、Na2CO3调整pH 值至9.0~9.5,细磨段采用塔磨机配合旋流器闭路工艺,细磨后溢流-38 μm 粒级含量达到85%,排料加入NaCN进入浸出流程,经41 h 浸出作业,得到氰化尾渣中金品位1.72 g/t。
2.3 存在问题
1) 塔磨机磨矿需要旋流器闭路分级,工艺复杂。
2) 浸出尾渣金品位1.72 g/t,相对较高,原因是金精矿解离度不够。
3 艾砂磨机应用效果
3.1 艾砂磨机参数及作业条件
灵宝黄金某冶炼厂结合现场实际情况,依托艾砂磨机高效磨矿、流程简单等特点,2021 年引进1 台ALC-1000L 艾砂磨机,意在简化磨矿流程、进一步提高氰化浸出细度、降低氰化尾渣品位。 这是艾砂磨机首次应用于焙烧矿细磨-浸出工艺。 艾砂磨机各项参数及作业条件见表2。
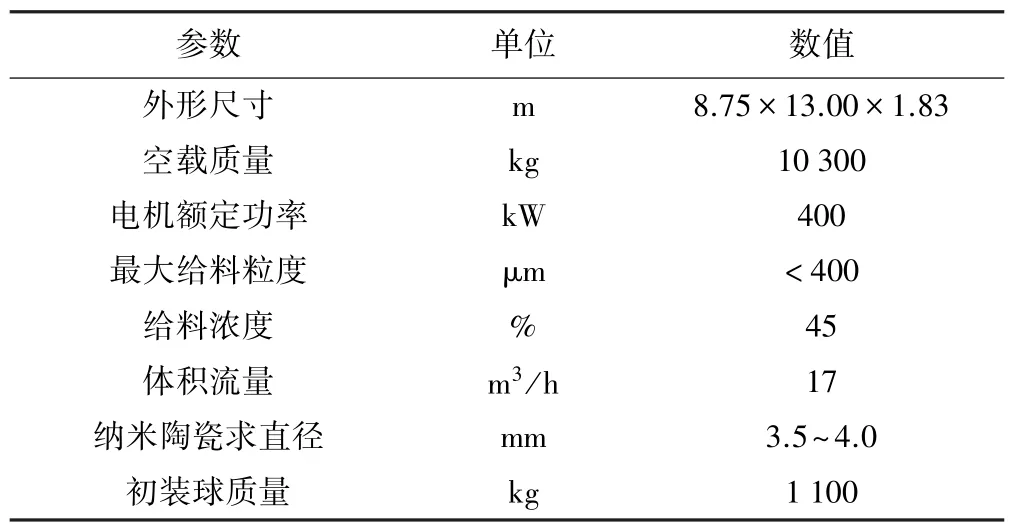
表2 ALC-1000L 艾砂磨机设备各项参数及作业条件
3.2 艾砂磨机与塔磨机流程对比
ALC-1000L 艾砂磨机以开路磨矿形式替换塔磨机和旋流器组成的闭路流程。 焙烧金精矿酸浸后经胶带过滤机过滤后重新造浆进入1#槽,加入NaOH、Na2CO3调整pH 值,再经渣浆泵打入艾砂磨机。 最终磨矿产品经软管泵泵送至2#槽,加入NaCN 开始浸出。 替换前后流程见图4。
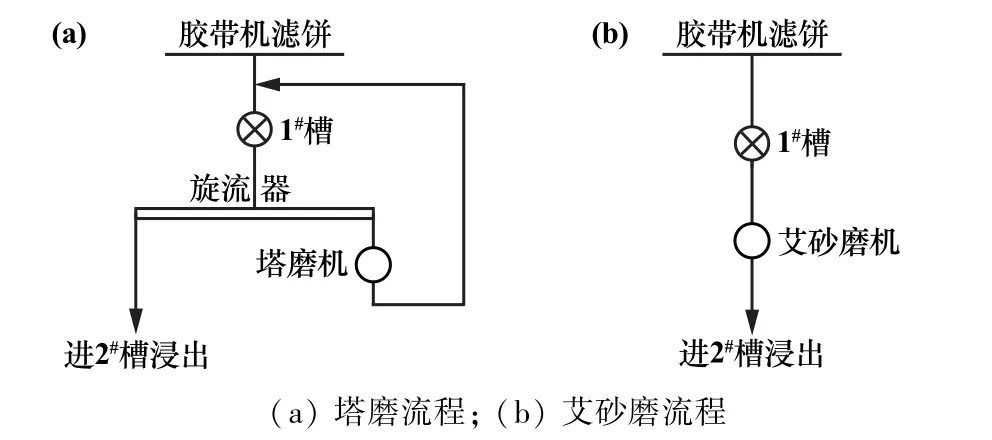
图4 艾砂磨机和塔磨机磨矿流程
3.3 应用效果
艾砂磨机应用于灵宝黄金某冶炼厂后,对艾砂磨机排料粒度进行跟踪考察,磨矿细度保持在-38 μm粒级含量96%以上,矿物得以充分解离。 艾砂磨机内部设有分级轮及产品分离器,介质和粒度未达到要求的颗粒由筒体边缘返回继续磨矿,从而实现内部分级,大大简化了工艺流程配置,操作控制更加简单方便。
艾砂磨机进料、出料粒级分布见表3,设备运行电流631 A(额定800 A),台时处理量11 t。
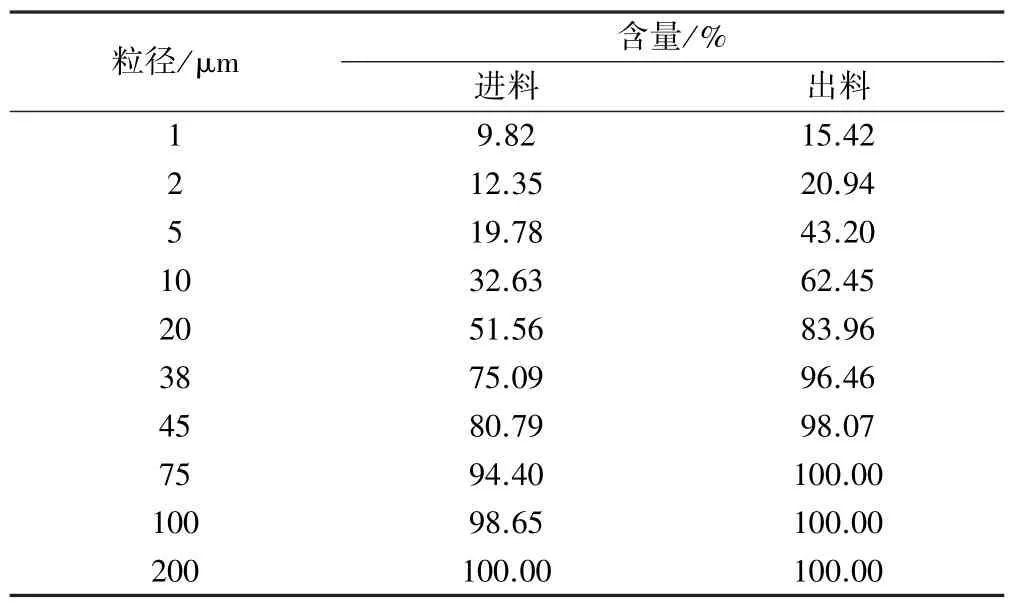
表3 艾砂磨机进料、出料粒级分布
分析后续浸渣品位可知,使用艾砂磨机细磨后浸出尾渣金品位为1.42 g/t,较原流程浸渣金品位降低了0.30 g/t,直接经济效益达900 万元/年。 应用前后指标对比见表4。

表4 设备应用前后关键指标对比
自2021 年12 月一次成功投运以来,设备运行平稳可靠,操作检修方便。 对焙烧酸浸后金精矿进行细磨,能有效提高矿物颗粒单体解离度,为后续浸出创造良好条件。
3.4 效益估算
结合现场设备运行情况,设备运行成本测算结果见表5。

表5 艾砂磨机与塔磨机运行成本对比 万元/年
ALC-1000L 艾砂磨机开路磨矿工艺细磨后尾渣金品位降低带来直接经济效益900 万元/年,氰化钠消耗量减少创效52 万元/年;原塔磨机运行费用45.00 万元/年,艾砂磨机运行费用181.32 万元/年,艾砂磨机替代塔磨机新增运行费用136.32 万元/年。 综合经济效益增加815.68 万元/年。
4 结 语
1) 灵宝黄金某冶炼厂细磨段塔磨机+旋流器闭路流程细度为-38 μm 粒级含量85%,采用艾砂磨机开路磨矿替换原流程后,磨矿细度达到-38 μm 粒级含量96%,矿物单体解离度有效提高。
2) 艾砂磨机细磨后-38 μm 粒级含量提升至96%,与原流程相比,浸出尾渣金品位由1.72 g/t 降至1.42 g/t,且NaCN 用量相应减少,综合经济效益增加815.68 万元/年。
3) 后续结合浓密及过滤生产情况进行配套优化,产品细度和浸渣指标还有进一步提升空间。
4) 艾砂磨机在灵宝黄金某冶炼厂的成功投运,是细磨焙烧矿应用首例,拓宽了艾砂磨机在金精矿细磨领域的应用范围。