“精益加工单元”在传统航空制造企业生产组织转型中的创新与实践应用研究
2024-01-17吴兴明WUXingming王光书WANGGuangshu赵洋ZHAOYang曹鹏CAOPeng宾航BINHang王康WANGKang
吴兴明 WU Xing-ming;王光书 WANG Guang-shu;赵洋 ZHAO Yang;曹鹏 CAO Peng;宾航 BIN Hang;王康 WANG Kang
(陕西华燕航空仪表有限公司,汉中 723000)
0 引言
速率陀螺仪电机壳盖作为扭杆式陀螺的重要组成,具有多品种、变批量等生产任务的特点。因此,如果仅仅依靠传统方法,像增加员工数量和加班等办法,来提高产能的话,只能在短时间内稍微增加生产和交付能力,无法长期满足任务需求大幅增长的情况。受到硬件资源、员工培训和成本控制等因素的限制,简单地通过扩大生产规模来提升产能的方式难以实施。因此,必须使用先进的制造模式,在制造模式层面开展研究与实践,挖掘潜力,提升能力。
1 产品特点及生产现状
1.1 电机壳、盖的产品特点
在液浮陀螺仪中,电机壳、电机盖作为陀螺电机的核心精密结构件,起到保护陀螺电机的作用。电机壳、电机盖主体特征属球形薄壳,两端各有一个圆柱特征。在陀螺电机结构中起到支撑、传递动力的作用。零件内部安装陀螺电机,密封后对电机进行密封保护。一端安装扭杆及同步器转子组件连接带座定子组件,一端安装小轴组件及力矩器动圈组件连接力矩器器定子组件。因此,电机壳、电机盖的用量大、工艺复杂、精度高、制造周期长。
1.2 生产组织方式落后
目前,公司仍采用以设备功能布局形式的混线生产方式,导致生产组织方式相对落后。在这种方式下,同类型的设备被集中布置,各个工序需要在不同的班组之间来回穿梭,造成生产流程的不连贯性。班组仅负责自身的工序加工,缺乏全局性的协调与合作,导致生产过程中存在多个断点,造成生产效率低下和生产成本的增加。此外,由于目标一致性不足和责任不明确,生产作业计划往往无法科学制定,难以准确掌握生产进度和资源利用情况,进而影响生产过程的有效控制。
1.3 缺项式管理滞后
当前的生产管理模式普遍采用了缺项式推动管理,这种管理方式要求现场管理人员具备较高的技能和责任心。在实际生产中,往往会出现其他零件穿插加工的情况,导致生产线上的设备利用率低下。同时,产品合格率也存在不稳定性,重复的质量问题时常发生。这种现象主要是因为缺项式管理模式难以保证整个生产流程的顺畅和连贯,生产过程中的协同和协调不足,导致工序之间的交接存在问题,从而影响了生产效率和产品质量的稳定性。
2 精密制造中心(车间)精益单元生产主要做法
2.1 以客户需求为立足点,明确总体推进思路
生产制造的目标是为了满足客户对产品交付时间、产品数量、产品质量等方面需求的要求。在我们进行精益单元建设应用实践的过程中,我们已经确认了三个推进原则:封闭式物流、单件连续流和全价值链管理。我们将在精密制造中心(车间)中采用这些原则。
2.1.1 封闭式物流原则
一个单元产品的运行效率取决于其封闭程度的高低。电机壳盖单元在开始建设时已经充分考虑到了运营的特点。通过调配人员和配置专用工位工具等方式,积极推动检验和清洗等工序在单元内部进行,以减少离线工序,实现生产的封闭化。
2.1.2 单件连续流动原则
单元产品与传统生产模式的本质区别在于单元内的持续生产。持续关注产品加工的连续性非常关键。单元运行时,我们可以采取平衡作业时间、制定合理的作业计划以及实施精益改善等措施来减少产品加工过程中停滞等待时间,从而提高单元的运行效率。
2.1.3 全价值链管理原则
必须按照交货计划完成电机壳盖单元的生产,并确保产品技术质量控制,同时保障设备和工装等过程。除此之外,还需要协调管理人员和薪酬方面的事务,以满足产值、收入等相关运营目标的要求。
2.2 组建推进团队,制定详细推进计划
2.2.1 组建多功能团队
建设精益单元需要完成多项任务,过程漫长,需要大量资源,并且面临多个问题。在筹备建设阶段,需要大量进行技术系统的工作。在这些工作中,零件选择、数据统计以及进行仿真分析等是相对较简单的工作。而较为复杂的工作则包括工艺标准化、作业时间平衡和工装准备等。为了保证工程的质量和顺利进行,技术系统的工作需要有专业人才的参与和支持。
2.2.2 开展导入培训
通过对精益加工单元进行培训,管理人员和业务人员可以全面审视生产制造过程,并且能够了解到单元模式和传统生产模式之间的差异,以及精益加工单元运作的优势。这种培训可以帮助他们更好地理解精益加工单元的意义和应用方式,还能为他们调整自己的业务和做好相关业务保障提供帮助,为精益加工单元的建设奠定基础。
2.2.3 明确目标计划
单元建设是一个综合系统工程,涉及技术、质量、人员等多个方面。需要考虑的不仅是生产和交付阶段,还需要考虑各个系统的管理预期。在制定目标时,需要考虑到单元运营的特点,并且确保目标能够与之相适应。我们的目标是培养具备精益单元设计和建设能力的员工队伍,并研究适合精密制造中心发展的精益管理模式。
2.3 选择典型零件,确定单元需求资源
2.3.1 选取典型零件,定义产品族
进行单元建设时,选取典型零部件是不可或缺的基础和前提。选择合适的零部件种类和数量对单元设备的配置有决定性的影响,对资源的利用效率有直接的影响,同时也会直接影响单元的运行效果。
产品族的主要目标是综合考虑零件的结构、材料和加工工艺等多个因素,将大量相似的零件进行分类,以便形成更少的零件族群。(图1)

图1 零件相似性逻辑图
2.3.2 P-Q、P-R 分析
单元化构建优先考虑加工批量大、加工质量稳定、成熟度高的零件族,一般来说都是从批产零件中进行选取,首先运用P-Q 分析表工具,通过P-Q 分析表确定液浮陀螺仪中电机壳、电机盖数量,满足构建单元所需产能数量;然后运用P-R 分析表工具,将产品众多的零件/产品按相似分类不多的零件族/产品族,针对具体情况,首先根据经验和直觉将产品适当归类;对归类产品绘制产品-路径(设备矩阵)。就是对产品加工过程的资源利用情况进行统计分析,筛选出资源相同或相近的产品。(图2)
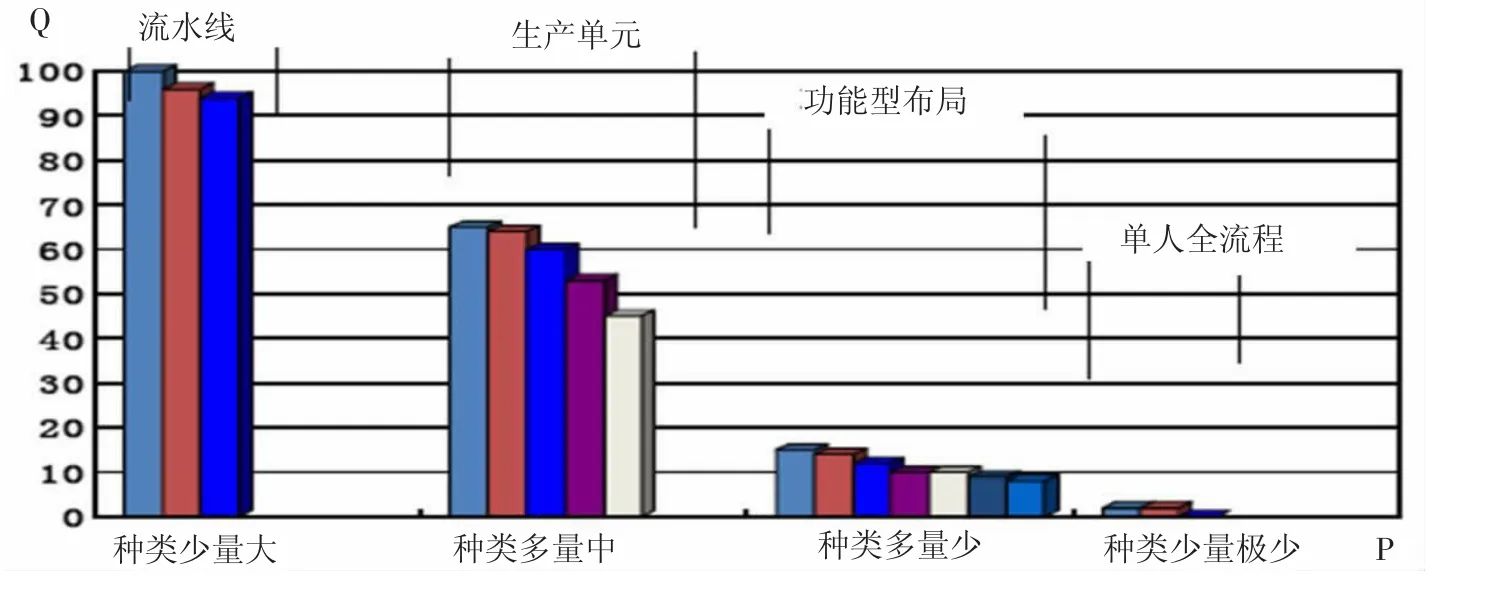
图2 运用P-Q 分析确定生产组织方式图
借助Excel、Mintab 等软件进行统计聚类分析,获得了产品族划分结果;对结果不满意的,适当调整部分产品的生产路径(设备)后重新聚类。通过对电机壳、盖产品开展的P-R 分析,将11 种零件图号归为2 类产品族,实现品种“多”转化为“少”,生产量“小”转化为“大”。
2.3.3 收集过程数据
数据是一切管理行为的基础,单元建设也一样。在选取完典型零件后,就要针对电机壳盖的加工过程,收集相关的数据,包含统计工序加工时间、设备故障时间和为工序间的运输距离,为后续的分析决策奠定基础,也可作为单元建成后效果的对比。
2.4 明确设备类别及数量
2.4.1 明确设备类别
根据电机外壳和盖的加工工艺要求来确定单元内所需的设备种类。通常分为两种情况:一种是将普通设备或手工操作转变为数控设备的数控转换设备;另一种是将单元外加工内容转移到单元内的同类型设备。零组件单元生产效率的提升对精密制造中心(车间)具有重要意义。(表1)

表1 电机壳/盖单元设备类别统计表
2.4.2 明确设备数量
首先需要计算各种设备的总需用时间,这可以通过整合预期统计数据并结合产品的客户需求数量,来确定单个零部件的生产所需时间。接着,需要将相同类型设备的需用时间再次整合,以确定该设备类型的总需用时间。
其次,需明确各种设备的总可用时间,需要结合工作天数、班次和班产时间等因素计算出不同型号设备的总可用时间。在此基础上,可以利用相关公式来计算出单元所需的设备数量。经过计算统计,铣床1.02 台,车床2.89 台,因此需要铣工2 名,车工6 人,钳工1 人。
其中:Cr—设备需求数;t—单件加工时间(CT);Q—某零件需要的年产量;m—使用该设备的零件类型总量;P—单台设备年提供有效工时。
2.5 开展工艺调整,实施作业时间平衡
2.5.1 工序作业时间平衡
一般而言,采用精益生产方法的生产线会采用多种不同产品混合作业的模式,并且根据瓶颈工序来规划工序的标准作业时间。平衡作业时间的目标是在保持现有工序时间稳定的前提下,通过调整每个工序的作业时间,减少工序之间的差异。常见的平衡方法包括改良工艺流程、优化程序和工装、提升产品品质、增加设备并行度等。在保持设备布局不变的情况下,需要对预定设备进行验证和确认,以执行这些平衡措施。
2.5.2 工艺装备调整准备
经过作业时间平衡后,单元产品的许多工艺尺寸、基准和参数都会发生变化,因此原先适用的夹具、刃具和量具都已不再适合使用。鉴于工装制造采购周期较长,为避免影响单元的正常运转,我们需提前做好准备工作,并制定相应的应急处理方案。
2.6 优化工艺布局,实施资源设施调整
在进行单元设备布局时,需要考虑工艺流程、设备种类和数量以及现场作业区域的面积等因素。同时,还应考虑其可拓展性。确保精益加工单元顺利运行的重要保证是选择合适的工位器具。这些器具的设计应该根据单元的零件和工装特点来进行,使它们能够形成统一的规格和模式,并提前进行规划和采购。设备的搬迁和调试是单元建设顺利进行的关键环节,需要依靠生产计划安排,制定详细的搬迁计划,并根据设备调整的位置明确搬迁的顺序。
3 结束语
借助电机壳盖精益加工单元的创建,我们将精益管理理念、生产计划控制核心要素、先进工艺技术和管理创新思想相融合,实现了成功案例的打造。最近几年来,这个措施成功地提高了精密制造中心(车间)在各方面的管理水平。在精益单元建设的过程中,我们对管理层、工艺师、质检人员和现场操作工进行了培训和提高,形成了一支熟练掌握精益单元建设核心的员工队伍。我们坚信,只要持续推广应用,公司就能够成功实现全面转型的生产组织模式。这将给公司带来更强的竞争力和持续发展的机会,也为全面建设现代化、自动化工厂打下了坚实的基础。
