基于CRITIC权重法和灰色关联分析的微芯片封装多目标参数优化
2024-01-14赵玲玲王权范海霞张群



收稿日期:20240613
作者简介:赵玲玲,硕士,主要从事CAD/CAE/CAM等方面的研究。
基金项目:天津市科技计划项目(编号:24ZYJDSS00030,22YFYSHZ00190)资助项目,天津市教委科研计划项目(编号:2022ZD023)资助项目。
*通信作者:王权,教授,主要从事注塑成型工艺及设备等方面的研究。
摘 要:以芯片封装为研究对象,提出了一种注塑工艺参数多目标优化方法。为解决微芯片封装注塑成型过程中出现的体积收缩和翘曲变形等缺陷问题,以体积收缩率和翘曲值为优化指标,建立5因素4水平的Taguchi正交实验设计。通过Moldflow的仿真分析,将试验结果用信噪比表示,用CRITIC权重法计算出两个优化指标的权重,利用灰色关联分析,将多目标优化转化为单目标优化问题。通过极差分析进行排序,得到5个工艺参数的影响程度,由大到小依次为模具温度、熔体温度、保压时间、保压压力、注射时间,以及得到最优工艺参数组合:模具温度为155℃,熔体温度为60℃,保压时间为5s,保压压力为55MPa,注塑时间为0.9s。经分析验证,优化后的体积收缩率为2.670%,翘曲值为0.0269mm,相较于Moldflow系统推荐的参数,最终模拟结果分别减少了8.47%和21.57%,证明此种方法能够提高塑件产品的质量,并且有效减少注塑过程中的缺陷。
关键词:Moldflow;微芯片封装;CRITIC权重法;灰色关联分析;正交试验
中图分类号:TQ320.66
文献标志码:A
Multi-objective parameter optimization of microchip package based
on CRITIC weight method and grey correlation analysis
ZHAO Lingling, WANG Quan, FAN Haixia, ZHANG Qun
(School of Mechanical Engineering, Tianjin University of Technology
and Education, Tianjin 30020 "China)
Abstract: The multi-objective optimization method for injection molding process parameters was proposed taking chip packaging as the research object. In order to solve the defects such as volume shrinkage and warping deformation in the injection molding process of microchip packaging, a Taguchi orthogonal experimental design with 5 factors and 4 levels was established with volume shrinkage rate and total warping value as the optimization indexes. Through the simulation analysis of Moldflow, the test results are represented by the signal-to-noise ratio, the weights of two optimization indicators are calculated by the CRITIC weight method, the multi-objective optimization is transformed into a single objective optimization problem by using gray correlation analysis, and the influence degree of 5 process parameters is obtained by range analysis. Mold temperature gt; melt temperature gt; pressure holding time gt; pressure holding pressure gt; injection time, and the optimal combination of process parameters is obtained: mold temperature is 155℃, melt temperature is 60℃, pressure holding time is 5s, pressure holding pressure is 55MPa, injection time is 0.9s. After analysis and verification, the optimized volume shrinkage rate is 2.670%, and the warpage value is 0.0269mm. Compared with the parameters recommended by the Moldflow system, the final simulation results are reduced by 8.47% and 21.57% respectively, which prove that this method can improve the quality of plastic parts and effectively reduce the defects in the injection molding process.
Key words: moldflow; microchip packaging; CRITIC weight method; grey correlation analysis; orthogonal test
0 引 言
随着集成电路的工艺特征尺寸的不断缩小,集成电路的性能得到不断提升。由于将更多的功能集成到体积更小的产品中,就芯片封装过程中会遇到一系列问题[12]。由于各种部件的材料性能和几何尺寸不匹配,封装工艺参数组合不合理等一系列的情况可能会导致翘曲分层、引线偏移等可靠性问题,对产品性能和使用寿命有着非常严重的不利影响[3],通过分析最优工艺参数组合来降低芯片封装结构的翘曲量和体积收缩率,对于提升芯片封装质量及产品的可靠性有着重要的意义。
曹思成[4]以存储芯片错位式三维堆叠封装结构为研究对象,在塑封工艺可行性方面,基于正交试验进行数值模拟,分析注塑参数对塑料转化率、金线偏移量的影响,在极差分析中采用综合加权评分的方式,得到参数对传递成型影响由大到小为:模具温度、熔体温度、充填时间。罗成等[5]以某汽车用芯片为研究对象,采用Taguchi和Box-Behnken试验构建数学模型,借助遗产算法优化得到最佳工艺参数组合,最后依据芯片翘曲变形值对模具进行反变形补偿设计。褚春勤等[6]仅考虑材料的属性,将不同的基板材料和环氧模塑封装材料进行组合,研究不同组合工况对封装翘曲的影响。李瑞[7]在确定PMMA微流控芯片的注塑成型工艺参数时,根据正交试验,进行极差分析,探究最优成型工艺组合以及影响因素主次顺序,结果表明采用注塑成型加工技术更适用PMMA微流控芯片的批量化生产。
本文通过结合正交试验、信噪比、CRITIC权重法和灰色关联度对封装工艺参数进行逐次寻优,最后求得最佳的工艺参数组合。
1 CAE模型与初始分析
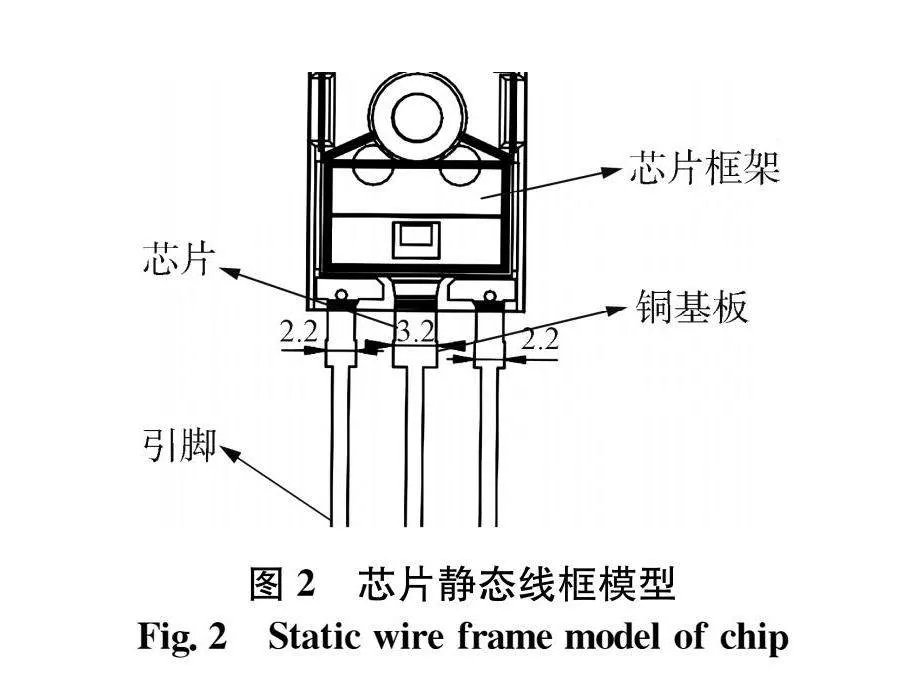
根据管脚的排列分布,半导体封装可以分为两大类,分别是PTH (pin-through-hole)封装和SMT (surface-mount-technology)封装[8],本文芯片模型所具有的引脚数为3根,采用SMT封装中的SOT (small-outline-trandistor)封装形式,表面贴片封装具有较小的尺寸和轻巧的外形,对于空间狭小的电子设备以及高密度的电路板来说,SOT封装拥有良好的优势[9]。但是尺寸小这一特性虽然能够使半导体充分集成,但是也给实际制造带来困难,比如生产过程中材料性能与几何尺寸不匹配可能会导致芯片框架与芯片不能充分融合而发生翘曲分层;由于封装工艺参数不合理而使得引线框架发生表面翘曲等等,为了解决这些问题,需要使用Moldflow模拟软件进行预测,同时也能够使企业减少损失,提高生产效率。
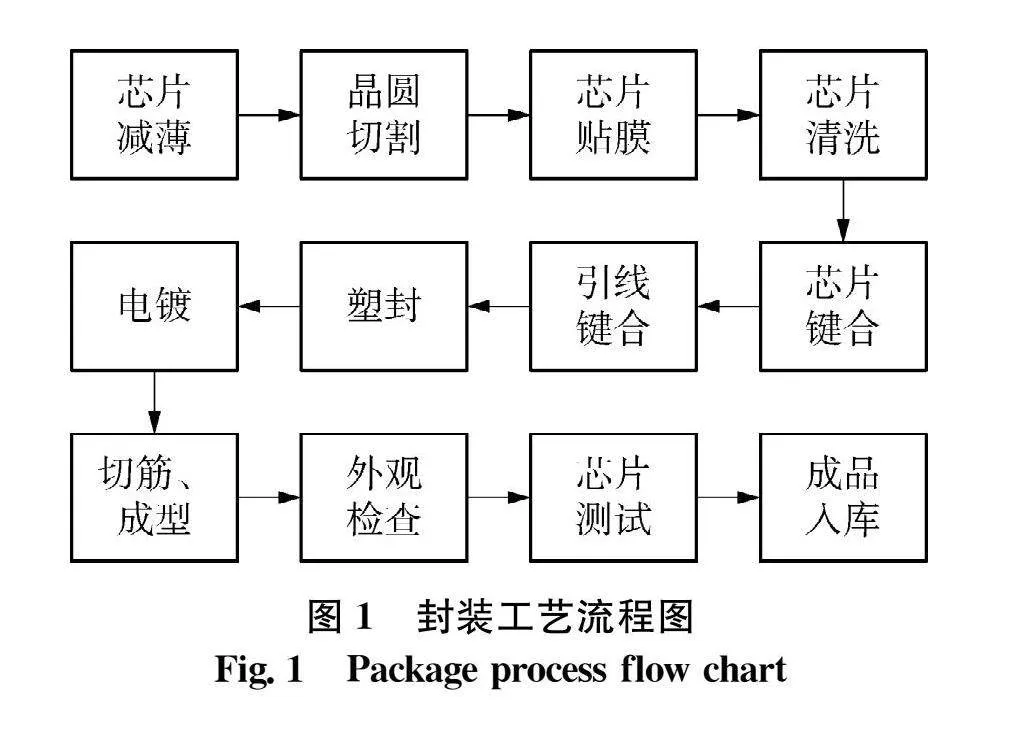
由图1可以看出,每一道工序对芯片的成型质量都有着非常重要的作用,通过芯片封装可以起到保护芯片表面以及连接引线的作用,并且使其免受外力损坏。
1.1 材料选择与芯片模型
微芯片封装的塑封材料对于芯片成型质量有着至关重要的影响,环氧塑封料(EMC)[10]作为电子封装关键材料,以其可靠性高、成本低、适合大规模自动化生产等特点,广泛应用于半导体器件、集成电路等各个封装领域。因此,本文芯片采用热固性材料EMC,来自Nitto Denko制造商生产的EPOXIES系列,牌号为MP190M (EXP)。
通过UG12.0绘制的芯片模型如图2所示,其形状尺寸分为两大部分,第一部分是三个引脚,每个引脚的具体尺寸(从左往右)是20.1mm×2.2mm×0.5mm, 20.1mm×3.2mm×0.5mm, 20.1mm×2.2mm×0.5mm,宽度选择为引脚端部的宽度;第二部分是芯片框架,里面包括MOS晶片和基板,其中框架的具体尺寸为40.8mm×15.9mm×4.7mm,基板的具体尺寸为3.35mm×2.71mm×0.37mm, MOS晶片的具体尺寸为2.26mm×1.5mm×0.008mm,图2为芯片的三维模型。将绘制的模型导入到Moldflow中,设置网格类型为3D,生成的合格网格单元数为14094 网格平均纵横比为2.24,满足模流分析的实验要求。由于注塑模腔的形状具有对称性,可将浇口位置设定为网格模型几何中心,在资源导航窗口工程文件下的塑封料框架模型中,依次添加芯片框架、芯片和基板模型以及绘制直线,定义芯片框架、芯片和基板模型为零件镶块,并将直线的直径设为0.05mm且添加金线属性,成型方式设定为“微芯片封装”,分析序列设定为“填充+保压+翘曲”。
1.2 初始工艺参数条件下的模流分析
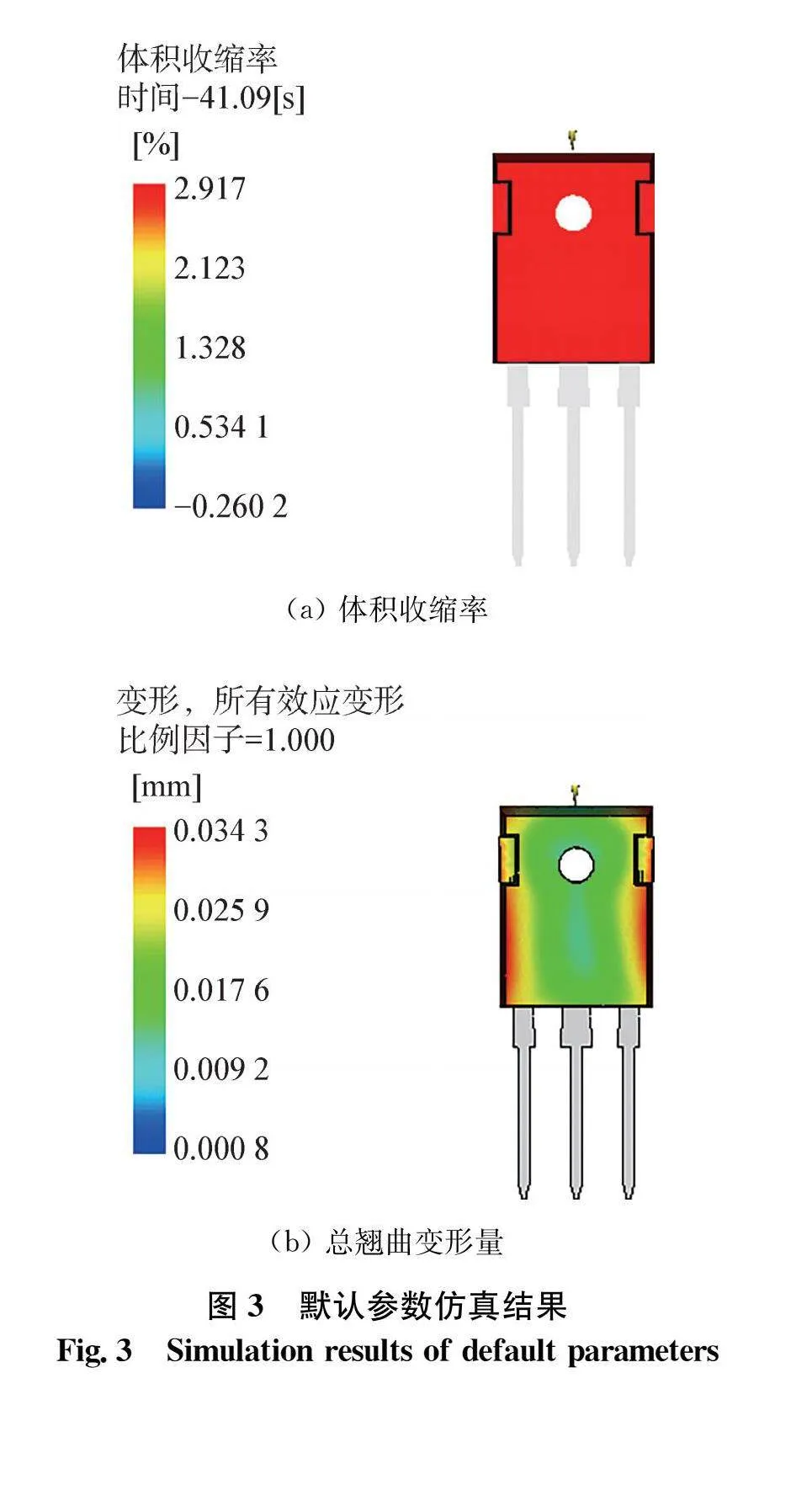
根据前边所选定的填充材料、注射位置、成型方式和分析序列,在Moldflow中按照推荐的工艺参数进行仿真分析,其中推荐的模具温度为160℃,熔体温度为50℃,保压时间为10s,保压压力为50MPa,注射时间为1s,所得分析结果如图3所示,体积收缩率为2.917%,总翘曲值为0.0343mm。为了获得更优的工艺参数,提高效率,所得的结果还需要进行进一步的优化。
2 正交试验设计
2.1 实验因素与水平的选择
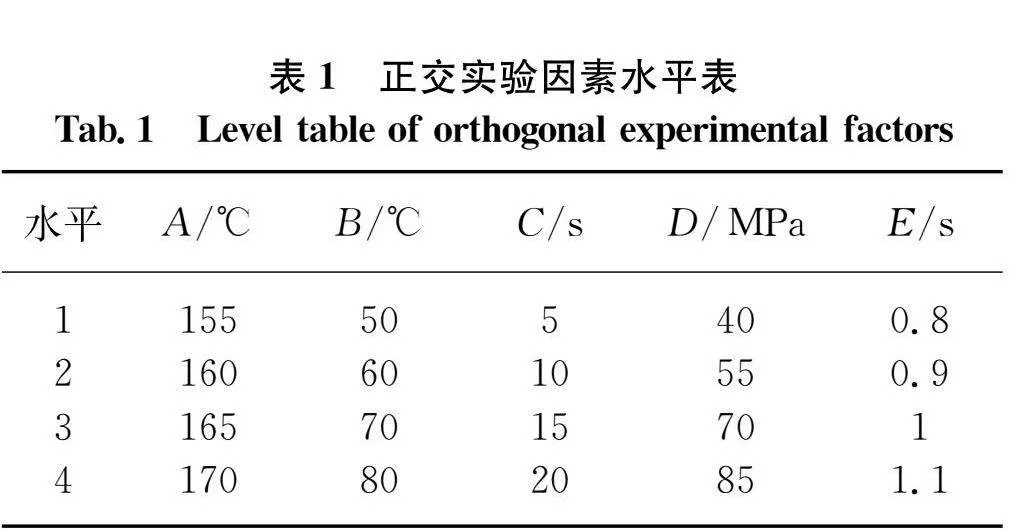
芯片封装成型会受到多方面因素的影响,材料的选择、注塑机的型号、工艺参数的确定等不同都会影响最后的封装成型。选用模具温度(A)、熔体温度(B)、保压时间(C)、保压压力(D)、注射时间(E)为变量,体积收缩率和总方向的翘曲值为优化目标,根据热固性材料推荐的参数范围,设计了5因素4水平的正交试验,正交试验因素水平表如表1所示。
2.2 Taguchi试验结果
由表1可知,需要选取L16(45)正交表进行试验,利用Moldflow进行16组仿真试验,得到的体积收缩率和总方向的翘曲值的结果如表2所示。
3 灰色关联度计算
信噪比是噪声与信号值的比值,其可以作为评判实验稳定性的依据,试验结果可以通过信噪比来表示,为了提高封装成型的质量,所得到的结果越小越好,所以将信噪比的“望小特性(smaller-the-better)”引入到5因素4水平的正交试验中[1112],其计算公式如下:
η ij=-10lg1n∑ni=1x2 ij (1)
式中: n 为每组数据重复次数,该处 n=1; x ij 为第 i 次试验第 j 个指标所得试验结果; η ij 为第 i 次试验第 j 个指标所得试验结果的信噪比。
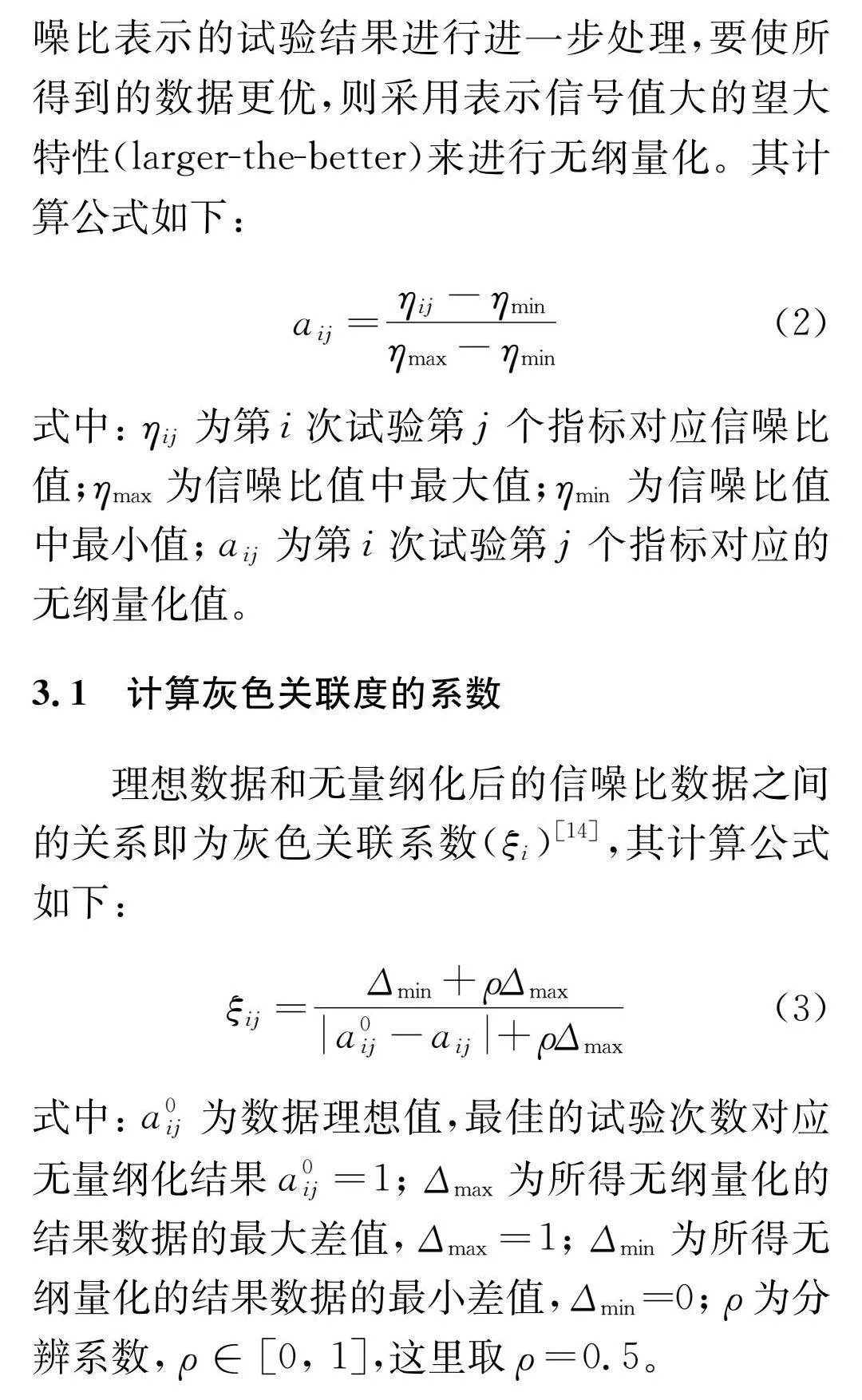
由于体积收缩率和总的翘曲值的结果会受到多方面因素的影响,并且两者的纲量和单位不同,对体积收缩率和总的翘曲值要进行无纲量化处理使其所得到的数据无差别[13]。将用信噪比表示的试验结果进行进一步处理,要使所得到的数据更优,则采用表示信号值大的望大特性(larger-the-better)来进行无纲量化。其计算公式如下:
a ij=η ij-η minη max-η min (2)
式中: η ij 为第 i 次试验第 j 个指标对应信噪比值;η max为信噪比值中最大值;η min为信噪比值中最小值; a ij 为第 i 次试验第 j 个指标对应的无纲量化值。
3.1 计算灰色关联度的系数
理想数据和无量纲化后的信噪比数据之间的关系即为灰色关联系数(ξ i)[14],其计算公式如下:
ξ ij=Δ min+ρΔ maxa0 ij-a ij+ρΔ max (3)
式中: a0 ij 为数据理想值,最佳的试验次数对应无量纲化结果 a0 ij=1; Δ max 为所得无纲量化的结果数据的最大差值, Δ max=1; Δ min 为所得无纲量化的结果数据的最小差值, Δ min=0; ρ 为分辨系数, ρ∈[0, 1],这里取ρ=0.5。
3.2 CRITIC权重法表示权重
在根据体积收缩率和总翘曲值来表示质量指标时,两者所占的比重并不是完全一样,体积收缩率在元器件组装中,由于收缩产生的应力以及表面上的缺陷难以修复,这些会影响到元器件组装的尺寸精度,总翘曲值则会影响组件的装配以及产品的可靠性[15],确定两者之间的权重就成为必须要考虑的问题。
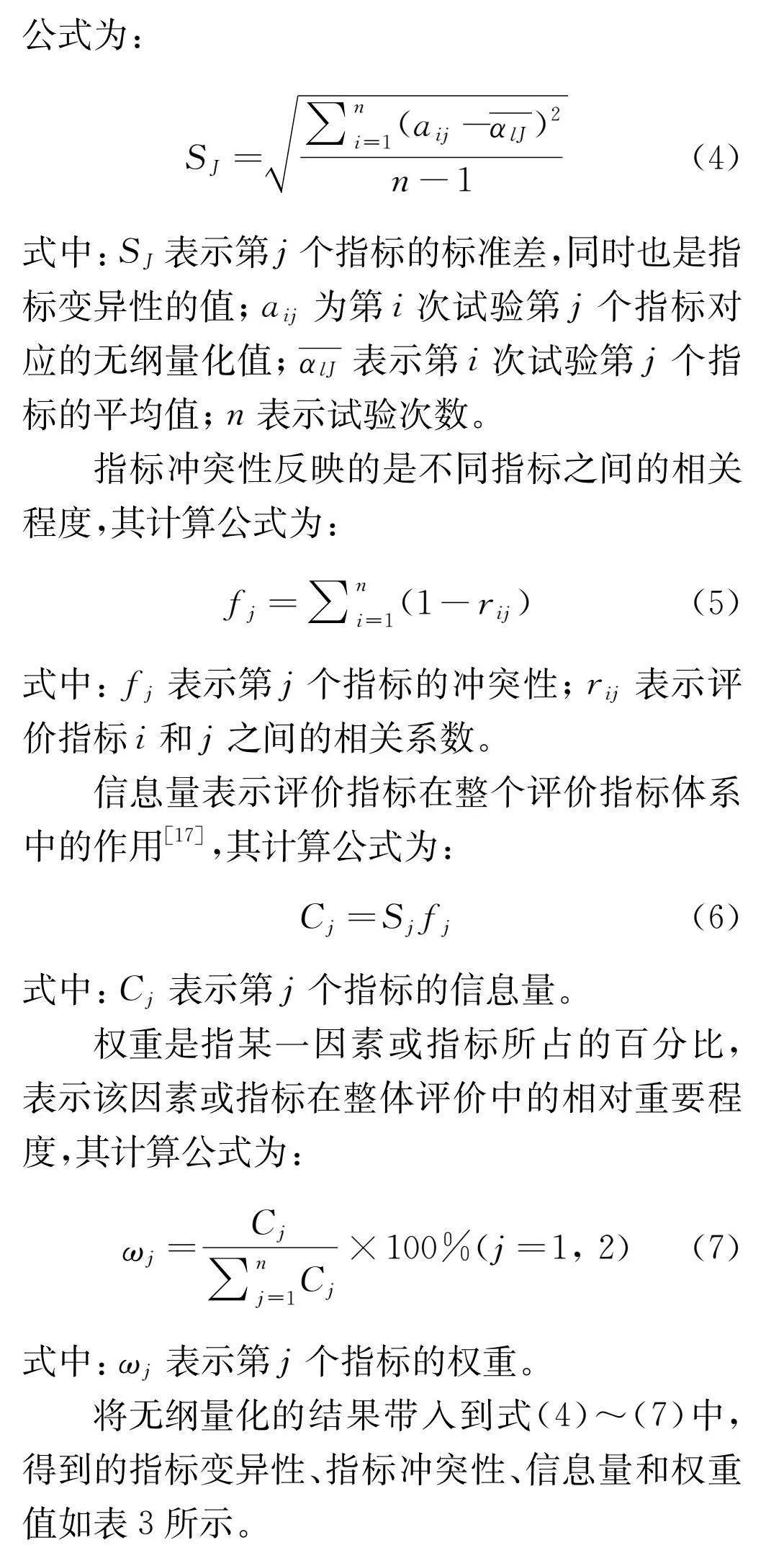
CRITIC权重法是一种基于数据波动性的客观赋权法,体积收缩率和总翘曲值都会因为模具温度、熔体温度、注射时间等因素的变化而变化,彼此之间有着一定的相互联系,而CRITIC权重法能够很好地消除多个对象指标之间的关联,通过信噪比进行无纲量化,使5个因素之间只有纯数据之间的关系。在CRITIC权重法中,用标准差表示各指标的离散程度,标准差越大的指标能反映出更多的信息,同时也说明指标本身具有更大的评价强度[16],其计算公式为:
S J=∑n i=1(a ij-α lJ)2n-1 (4)
式中: S J 表示第 j 个指标的标准差,同时也是指标变异性的值; a ij 为第 i 次试验第 j 个指标对应的无纲量化值; α lJ 表示第 i 次试验第 j 个指标的平均值; n 表示试验次数。
指标冲突性反映的是不同指标之间的相关程度,其计算公式为:
f j=∑n i=1(1-r ij) (5)
式中: f j 表示第 j 个指标的冲突性; r ij 表示评价指标 i 和 j 之间的相关系数。
信息量表示评价指标在整个评价指标体系中的作用[17],其计算公式为:
C j=S jf j (6)
式中: C j 表示第 j 个指标的信息量。
权重是指某一因素或指标所占的百分比,表示该因素或指标在整体评价中的相对重要程度,其计算公式为:
ω j=C j∑n j=1C j×100%(j= "2) (7)
式中: ω j 表示第 j 个指标的权重。
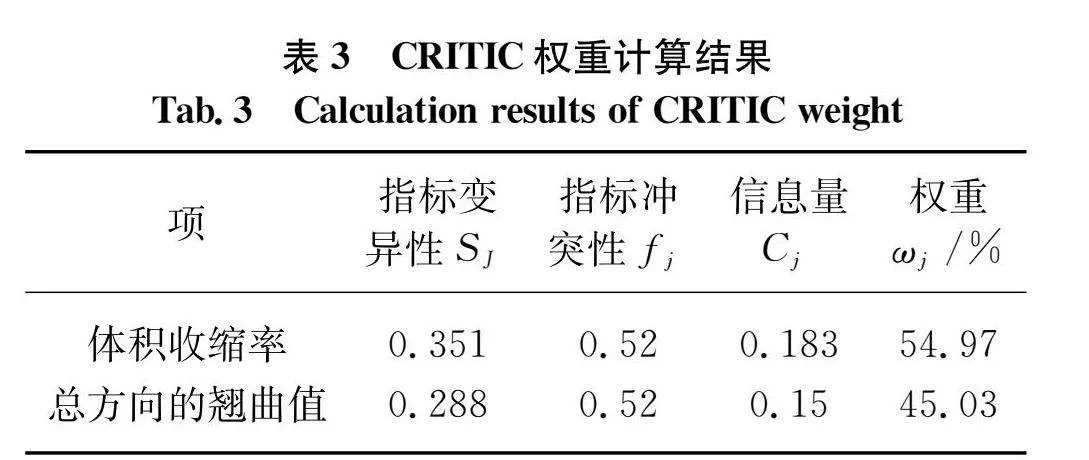
将无纲量化的结果带入到式(4)~(7)中,得到的指标变异性、指标冲突性、信息量和权重值如表3所示。
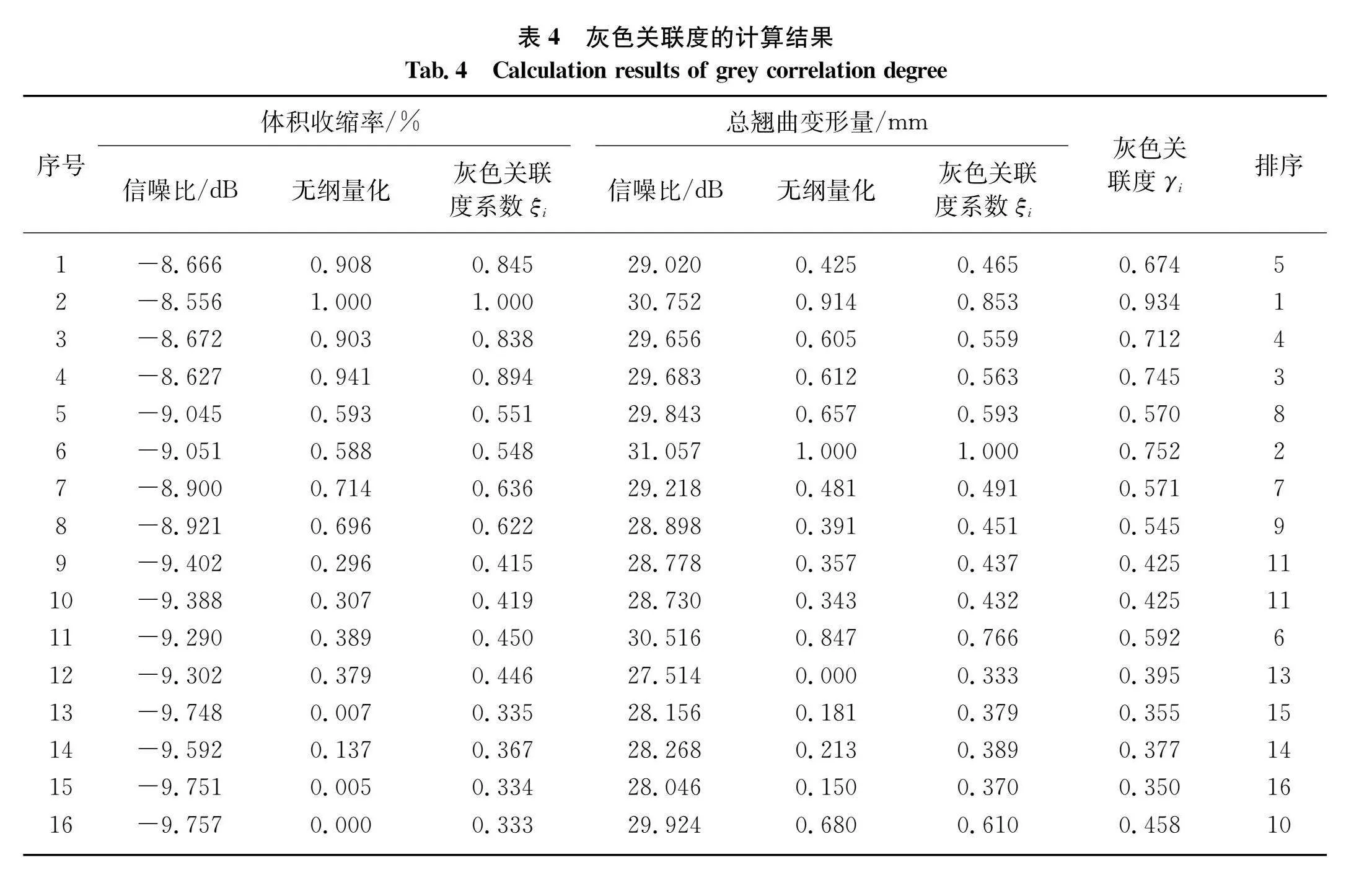
计算灰色关联度 (γ i) 时,灰色关联度系数前的权重分别为 ω 1=54.97%、 ω 2=45.03%, 表明目标变化态势在因素影响下不是趋于一致的,根据计算公式(8),得到灰色关联度。灰色关联度的结果如表4所示。
γ i=ξ ij(X)*ω 1+ξ ij(Y)*ω 2 (8)
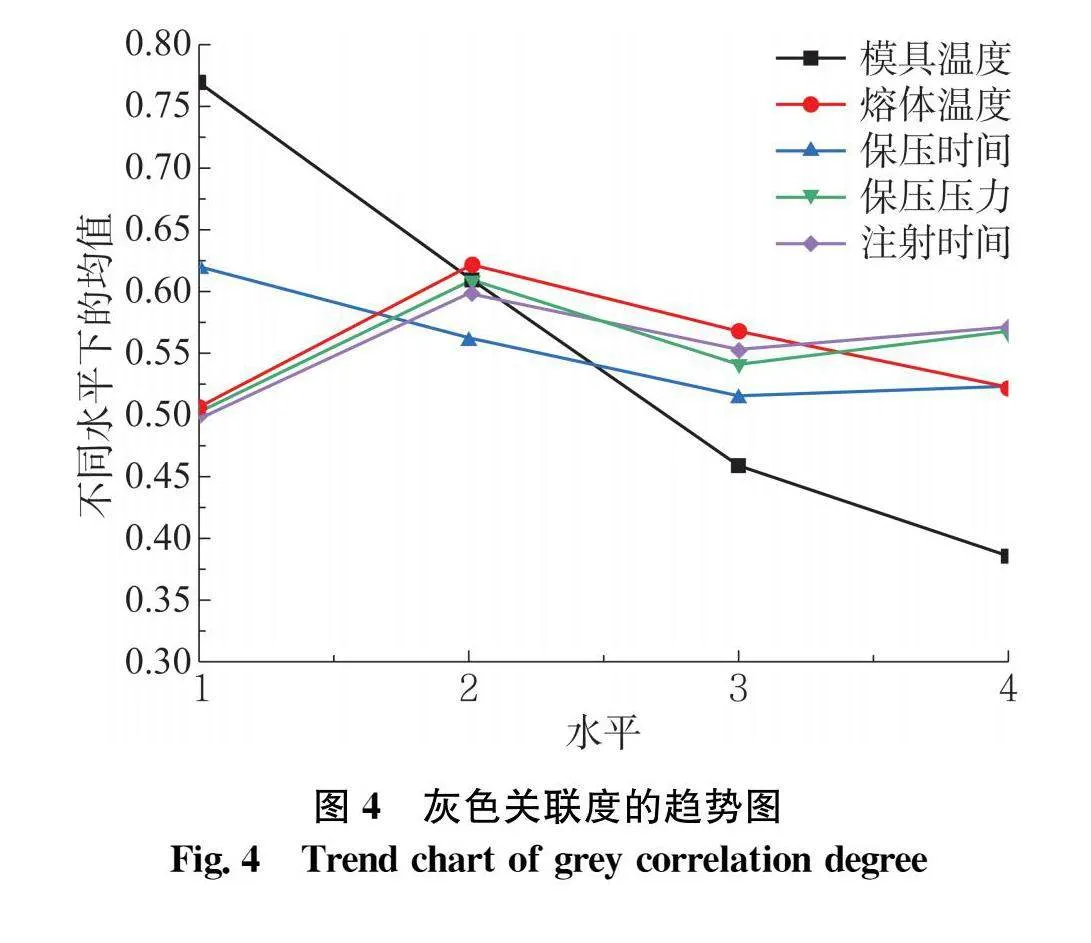
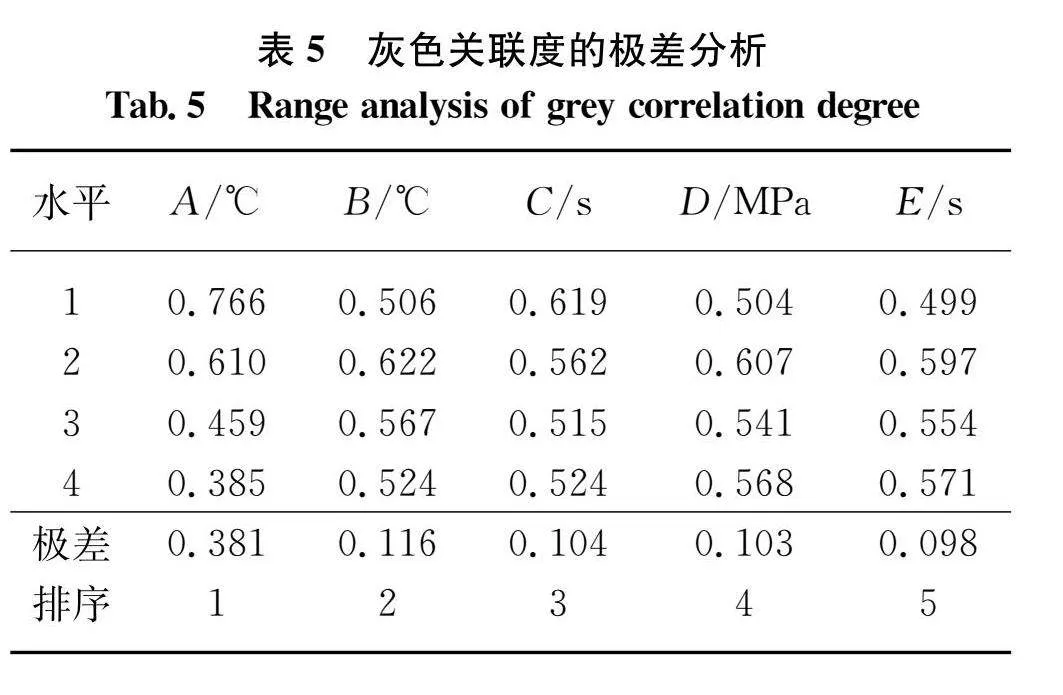
将灰色关联度在不同水平下的均值进行极差分析,得到的灰色关联度的极差分析表如表5所示。
影响因素的排序从大到小依次为:模具温度、熔体温度、保压时间、保压压力、注射时间,根据灰色关联度的极差分析表绘制各个水平的趋势图,结果如图4所示,绘制趋势图能够更加直观地观察每个水平的变化轨迹。图中的顶点为最优水平,可以得出最优的工艺参数组合为A 1B 2C 1D 2E "即模具温度为155℃,熔体温度为60℃,保压时间为5s,保压压力为55MPa,注塑时间为0.9s。
4 结果分析
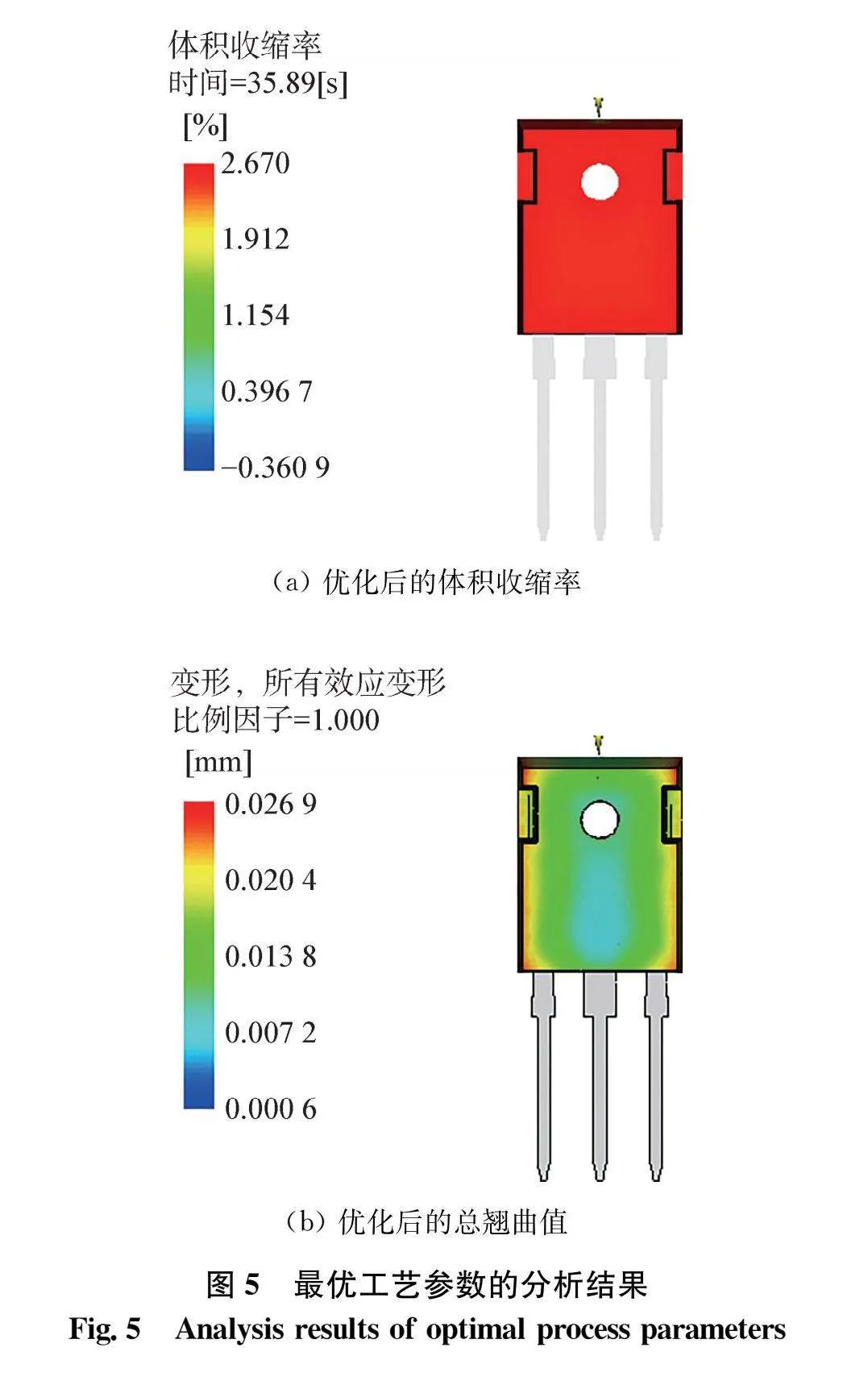
根据正交试验、CRITIC权重法和灰色关联度的结合,将所得的最优工艺参数组合进行模拟仿真,可知体积收缩率为2.670%,总的翘曲值为0.0293mm,图5是优化后的体积收缩率和总方向的翘曲值,相比较推荐的工艺参数组合分别降低了8.47%和21.57%,在一定程度上提高了产品的成型质量。
5 结 论
(1) 根据CRITIC权重法,计算得出体积收缩率和总方向的翘曲值分别为 ω 1=54.97%, ω 2=45.03%, 表明目标变化态势在因素影响下不是趋于一致的。
(2) 为提高芯片封装的注塑成型质量,以体积收缩率和总翘曲变形量为目标,建立5因素4水平正交试验,利用信噪比与灰色关联分析法以及CRITIC权重法,得到注塑工艺参数对实验指标的影响由大到小依次为:模具温度、熔体温度、保压时间、保压压力、注射时间,最佳工艺参数组合为模具温度为155℃,熔体温度为60℃,保压时间为5s,保压压力为55MPa,注塑时间为0.9s。
(3) 采用优化后的最佳工艺参数组合进行模拟,分析结果为体积收缩率的最大值为2.670%,总方向的翘曲最大值为0.0269mm,与默认推荐工艺参数相比,体积收缩率和总翘曲变形量分别降低了8.47%和21.57%,证明了该方法的可靠性和有效性。
参考文献:
[1]秦飞,任超.微电子芯片层叠封装制造工艺过程的有限元模拟[J].北京工业大学学报,201 38(3):330334.
QIN F, REN C. Finite element simulation of laminated packaging manufacturing process for microelectronic chips [J]. Journal of Beijing University of Technology, 201 38(3):330334.
[2]李搏,李健壮,干旭春,等.一种系统级封装的ESD保护技术[J].微电子学,202 51(2):211215.
LI B, LI J Z, GAN X C, et al. A systemlevel packaging ESD protection technology [J]. Microelectronics, 202 51(2):211215.
[3]SUHIER. Predicted bow of plastic packages of integrated cricuit (IC) devices [J]. Journal of Reinforced Plastics and Composites, 1993,12:951972.
[4]曹思成.存储芯片三维堆叠封装结构的设计与优化[D].桂林:桂林电子科技大学,2022.
CAO S C. Design and optimization of three-dimensional stacked package structure of memory chip [D]. Guilin: Guilin University of Electronic Science and Technology, 2022.
[5]罗成,吴文云,廖秋慧,等.层叠微芯片封装翘曲行为优化分析[J].智能计算机与应用,202 11(01):161166,169.
LUO C, WU W Y, LIAO Q H, et al. Optimization analysis of packaging warping behavior of laminated microchips [J]. Intelligent Computers and Applications, 202 11(01):161166,169.
[6]褚春勤,郑百林,贺鹏飞.芯片电子封装翘曲非线性有限元分析[J].计算机辅助工程,2007,(1):1012.
CHU C Q, ZHENG B L, HE P F. Nonlinear finite element analysis of warping of chip electronic packaging [J]. Computer Aided Engineering, 2007,(1):1012.
[7]李瑞.热塑性PMMA微流控芯片微注塑成型加工工艺探究[D].北京:北京化工大学,2020.
LI R. Research on microinjection molding process of thermoplastic PMMA microfluidic chip [D]. Beijing: Beijing University of Chemical Technology, 2020.
[8]寿康力.晶圆级封装生产线封装装置的设计与精度分析[D].合肥:合肥工业大学,2022.
SHOU K L. Design and precision analysis of packaging device in wafer-level packaging production line [D]. Hefei: Hefei University of Technology, 2022.
[9]王锐.汽车电子级SOT23封装双极晶体管可靠性优化及实现[D].成都:电子科技大学,2021.
WANG R. Reliability optimization and implementation of SOT23 packaged bipolar transistors for automotive electronics [D]. Chengdu: University of Electronic Science and Technology of China, 2021.
[10]韩江龙.环氧塑封料现状及发展趋势[J].电子工业专用设备,201 41(12):69,50.
HAN J L. Current situation and development trend of epoxy plastic sealing compound [J]. Special Equipment for Electronic Industry, 201 41(12):69,50.
[11]王晓东,王权,陈拓,等.基于灰色关联分析和熵权法的双色注塑多目标参数优化[J].中国塑料,202 36(7):115120.
WANG X D. WANG Q, CHEN T, et al. Multi-objective parameter optimization of two-color injection molding based on grey correlation analysis and entropy weight method [J]. China Plastics, 202 36(7):115120.
[12]晏子翔,苗盈,舒海涛,等.基于信噪比与灰色关联分析的注塑工艺参数多目标优化[J].合成树脂及塑料,202 38(2):5457,61.
YAN Z X, MIAO Y, SHU H T, et al. Multi-objective optimization of injection molding process parameters based on SNR and grey correlation analysis [J]. Synthetic Resins and Plastics, 202 38(02):5457,61.
[13]王海峰,沈鑫华.信噪比灰色关联分析在注塑工艺参数优化中的应用[J].塑料工业,2019,47(4):6972.
WANG H F, SHEN X H. Application of SNR grey correlation analysis in optimization of injection molding process parameters [J]. Plastics Industry, 2019,47(4):6972.
[14]魏翔宇,王钊,倪传龙,等.基于灰色关联度的车灯装饰框注塑工艺优化[J].现代塑料加工应用,2020,32(2):3437.
WEI X Y, WANG Z, NI C L, et al. Optimization of injection molding process of car lamp decoration frame based on grey correlation degree [J]. Modern Plastic Processing and Application, 2019,32(2):3437.
[15]刘长城,刘泓滨.基于CRITIC权重法的车灯灯框注塑成型工艺参数的多目标优化实验[J].塑料科技,2023,51(1):101104.
LIU C C, LIU H B. Multi-objective optimization experiment of injection molding process parameters of car lamp frame based on CRITIC weight method [J]. Plastic Science and Technology, 2023,51(1):101104.
[16]张文超,吴迪,王明伟,等.基于CRITIC权重法多目标优化汽车B柱上饰板注塑成型工艺[J].工程塑料应用,2024,52(4):8388.
ZHANG W C, WU D, WANG M W, et al. Multi-objective optimization of injection molding process of automotive B-pillar upper trim plate based on CRITIC weight method [J]. Application of Engineering Plastics, 2024,52(4):8388.
[17]魏子茹,卢延辉,王鹏宇,等.基于CRITIC法的灰色关联理论在无人驾驶车辆测试评价中的应用[J].机械工程学报,202 57(12):99108.
WEI Z R, LU Y H, WANG P Y, et al. Application of grey correlation theory based on CRITIC method in test and evaluation of unmanned vehicles [J]. Journal of Mechanical Engineering, 202 57(12):99108.
