TC4/TC11钛合金成型工艺比较及性能分析
2024-01-14罗皎


收稿日期:20240418
基金项目:咸阳职业技术学院科研基金资助项目(编号:2023KJB05)。
作者简介:罗皎,讲师,主要从事机械方面的研究。
摘 要:为实现TC4和TC11两种钛合金的有效连接,提升TC4/TC11钛合金的拉伸性能和塑性,分别对TC4和TC11两种钛合金粉末实施固溶处理后,采用单纯激光和点式锻压激光两种成型工艺对两种材料进行焊接。为验证TC4/TC11钛合金的综合性能,研究对钛合金材料的表面形貌进行观测并测试其拉伸性能。根据结果可知,相较于单纯激光工艺,点式锻压激光成型工艺下制备的TC4/TC11钛合金具有更强的拉伸性能、抗拉强度和屈服强度分别增加了105.2%和116.4%。相较于未经固溶处理的TC4/TC11钛合金情况,经过固溶处理的合金材料具有更高的塑性,有助于提升钛合金材料的可加工性。经研究发现,固溶处理和点式锻压激光成型工艺能够有效提升TC4/TC11钛合金的拉伸性能和可加工性能。
关键词:钛合金;点式锻压;固溶处理;拉伸性能
中图分类号:TG241
文献标志码:A
TC4/TC11 titanium alloy forming process comparison and performance analysis
LUO Jiao
(Xianyang Vocational Technical College, Xianyang 712000, Shaanxi, China)
Abstract: In order to realize the effective connection of TC4 and TC11 titanium alloys, the tensile properties and plasticity of TC4/TC11 titanium alloys were improved. In this study, TC4 and TC11 titanium alloy powders were solution treated, and the two materials were welded by two forming processes: simple laser and point forging laser. In order to verify the comprehensive properties of TC4/TC11 titanium alloy, the surface morphology of titanium alloy materials was observed and its tensile properties were tested. According to the results, compared with the simple laser process, the TC4/TC11 titanium alloy prepared by the point forging laser forming process has stronger tensile properties, and the tensile strength and yield strength are increased by 105.2% and 116.4%, respectively. In addition, compared with TC4/TC11 titanium alloys without solution treatment, the solution-treated alloy materials have higher plasticity, which helps to improve the machinability of titanium alloy materials. It is found that solution treatment and point forging laser forming process can effectively improve the tensile and machinability of TC4/TC11 titanium alloy.
Key words: titanium alloy; point forging; solution treatment; tensile properties
0 引 言
点式锻压激光成型工艺具有成型过程灵活、适用范围广、生产成本低等方面的特点,能够有效克服钛合金在传统成型工艺下普遍存在的柱状晶粗大、力学性能不足等问题。苗广辉等[1]通过点式锻压激光制备了TC4钛合金叶片试件,发现该技术可大幅降低钛合金叶片的磨损体积,显著提升了叶片的耐腐蚀性能和耐磨损性能;席明哲等[2]预先对TC17钛合金进行770℃/4h退火处理,显著提升了钛合金在点式锻压激光成型后的拉伸强度;吕超等[3]通过连续点式锻压激光工艺对TC11钛合金厚壁零件实施成型加工处理,发现成型后的TC11钛合金内部组织为等轴晶组织,等轴晶尺寸均匀,可避免出现常规成型工艺下常见的晶间断裂问题,提高钛合金材料塑性。在现有成果的启发下,本文研究通过点式锻压激光成型工艺对TC4和TC11两种钛合金实施成型加工处理,显著提升了TC4/TC11合金材料的力学性能。
1 钛合金的点式锻压激光成型方法
1.1 TC4/TC11钛合金的成型与热处理简介
本文研究的TC4/TC11钛合金目标厚度为20mm,分别采用以下方法进行。
1.1.1 激光成型
针对TC4实施激光沉积处理,待沉积厚度达到10mm后,将材料改为TC11再沉积10mm。
1.1.2 点式锻压成型
针对TC4实施激光沉积处理,待沉积厚度达到7mm后,将整个体系转移至点式锻压工作台,用同样的材料继续沉积至10mm。在此基础上,将材料更换为TC11并继续点式锻压沉积至13mm,最后采用激光沉积工艺将整个体系沉积至20mm[46]。
1.1.3 复合成型
针对TC4实施激光沉积处理,待沉积厚度达到5mm后,将整个体系转移至点式锻压工作台,用同样的材料继续沉积至10mm。在此基础上,将材料更换为TC1 采用同样的方法将整个体系沉积至20mm[79]。
1.1.4 固溶处理
为改善材料塑性,通过电阻热处理炉对TC4和TC11钛合金粉末实施溶固热处理,所采用的固溶处理制度分别为930℃/2h、950℃/2h、970℃/2h。
1.2 材料与设备
1.2.1 所需材料
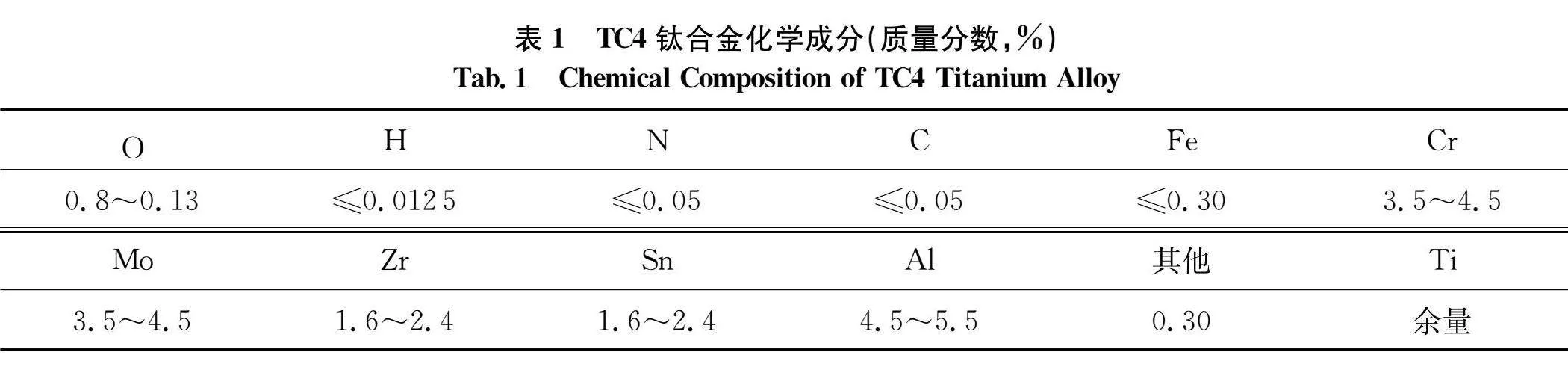
所需材料包括TC4钛合金粉、TC11钛合金粉、钛合金基板,各项材料均购自上海中镍实业有限公司,化学成分如表1~3所示。
1.2.2 所需设备
所需设备包括FG450型光纤激光器组(深圳市非凡光电),SX2916A型电阻热处理炉(上海捷呈),WLSCNC型光学显微镜(东莞微铌斯),ZC1139型扫描电子显微镜(上海茁彩)、UTM0402万能拉伸机(承德金建)。
1.3 检测和测试方法
1.3.1 微观检测
通过光学微观镜观察钛合金材料的微观形貌;通过扫描电子显微镜对钛合金材料进行断口形貌分析。
1.3.2 拉伸性能测试
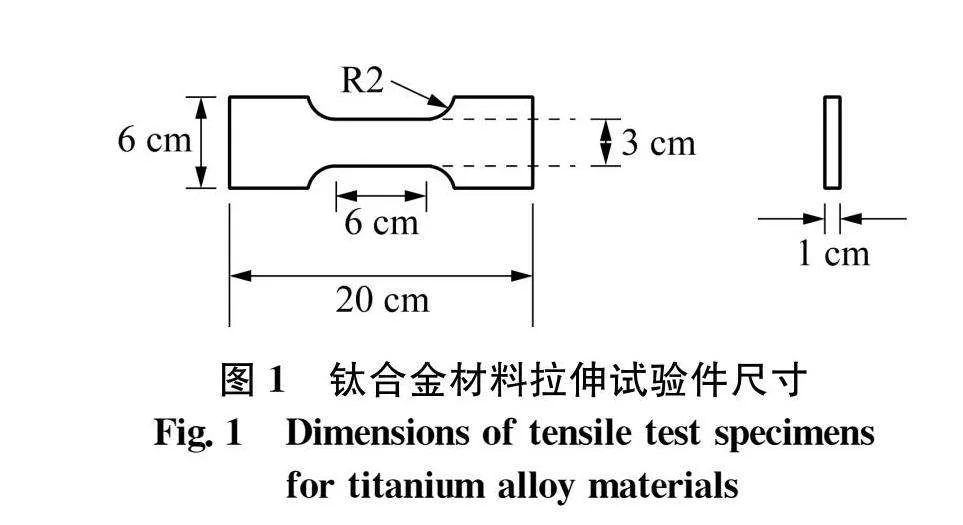
通过万能拉伸机对钛合金材料进行拉伸性能测试,设定拉伸速率为1mm/min,拉伸试样尺寸如图1所示。
2 TC4/TC11钛合金测试结果
2.1 4TC4/TC11钛合金拉伸性能测试结果
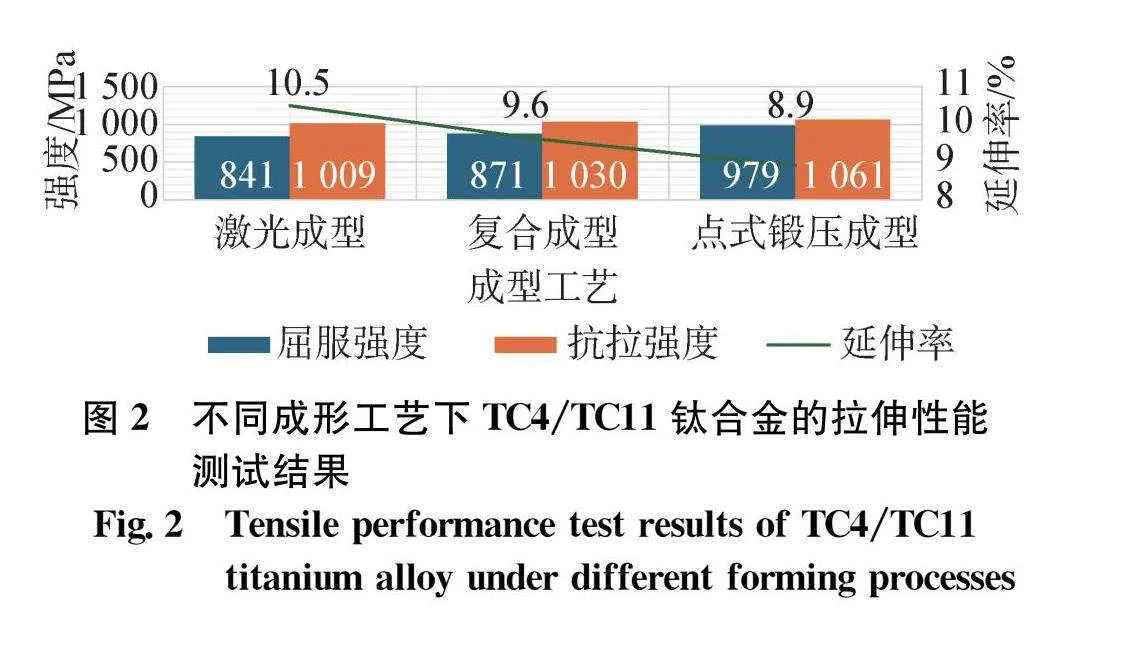
TC4/TC11钛合金的拉伸性能测试结果如图2所示。根据图2可知,点式锻压工艺能够显著提升TC4/TC11钛合金的抗拉强度和屈服强度,点式锻压成型钛合金相较于激光成型锻件的抗拉强度增加了105.2%,屈服强度增加了116.4%,延伸率则有所降低。出现该现象的原因在于,TC4/TC11钛合金在点式锻压工艺下存在内部残余应力,后续的激光沉积无法充分释放材料内部的残余应力,致使成型件出现加工硬化[1011]。除此之外,激光成型工艺在快速冷却的过程中释放大量热应力,致使合金内部出现较多片层状的α相微观组织,降低了TC4/TC11钛合金的延伸率[1213]。为提高该材料的延伸率,使其在工业加工过程中体现出更加理想的塑性,研究思路为对TC4和TC11钛合金粉末实施固溶处理。
2.2 固溶处理对钛合金微观组织的影响
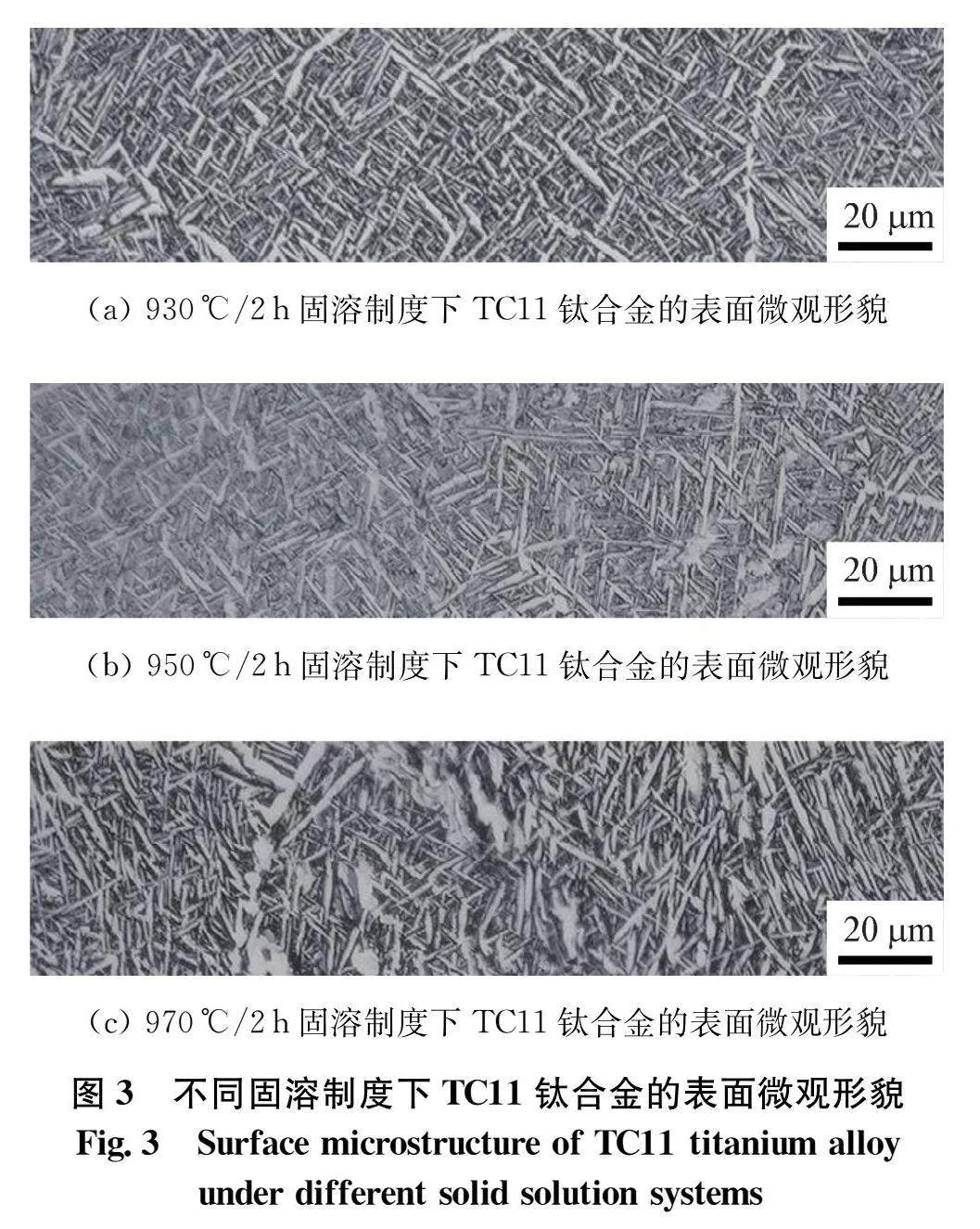
以TC11钛合金为例,该材料在经过固溶处理后的表面微观形貌如图3所示。根据图3(b)可知,在固溶温度由930℃增加至950℃的过程中,合金材料的α相体现出了更加明显的球化特征,α相宽度也随之提升;根据图3(c)可知,在固溶温度达到970℃的情况下,合金材料内部晶粒主要表现为棒状α相、针状α相和等轴α相,晶界球化作用显著且较为细小。
2.3 固溶处理对TC4/TC11钛合金拉伸性能的影响
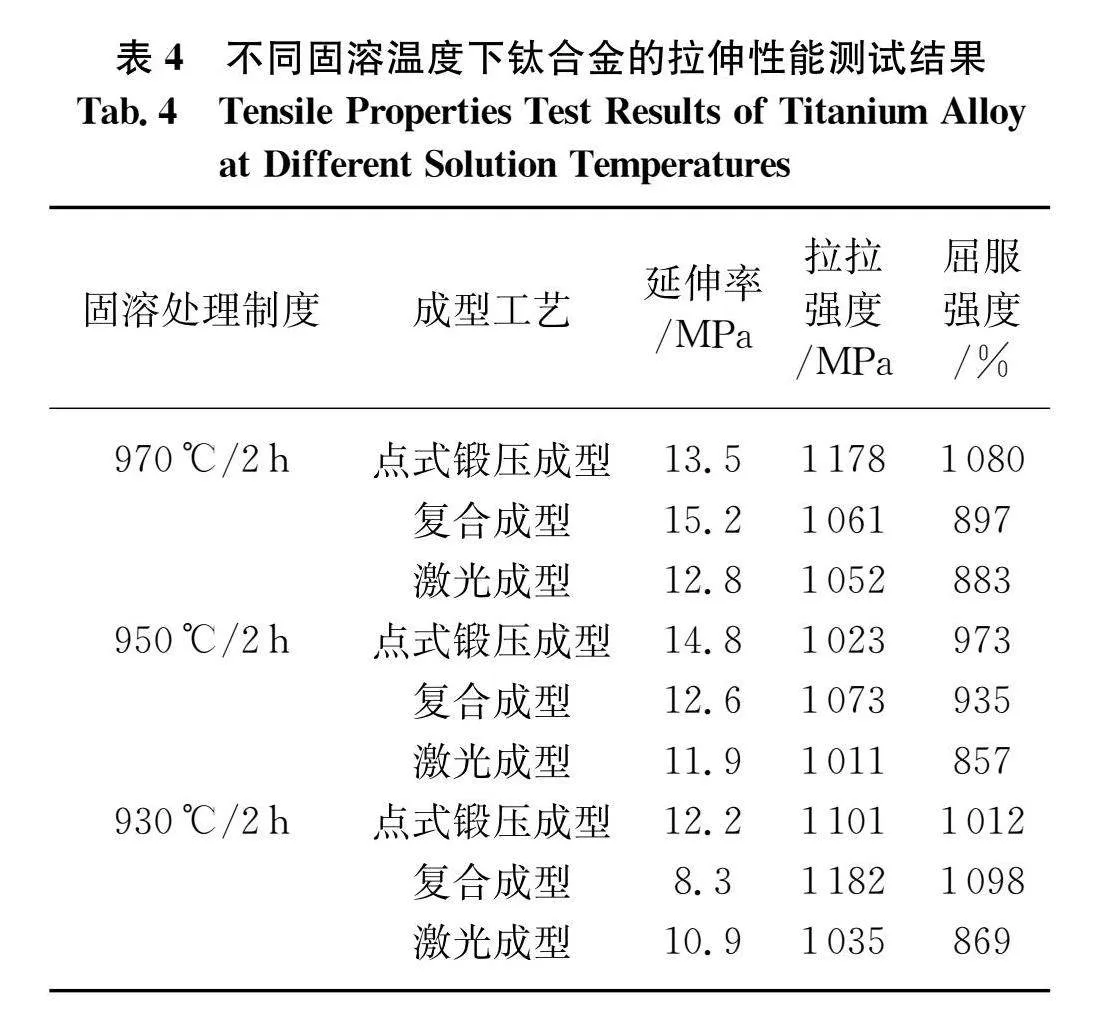
经过固溶处理的TC4/TC11钛合金拉伸性能测试结果如表4所示。钛合金的塑性与强度主要与其内部所含有的α相有关,α相的宽度与" 材料强度成反比,与塑性成正比[1415]。根据表4可知,在固溶温度逐渐增加的过程中,激光成型的钛合金强度呈先降后升的趋势,延伸率走势则相反。出现该现象的原因在于,钛合金内部的α相含量随固溶温度的提升而增加,β相含量相对减少,在增加合金材料强度的同时也降低了延伸率[1617]。而在固溶温度达到970℃的情况下,α相的长宽比随之下降,出现等轴状和棒状α相,合金材料延伸率得到提升,塑性得到改善。
在点式锻压成型工艺方面,TC4/TC11钛合金强度在固溶温度增加过程中呈现出先降后升的趋势。当固溶温度为930℃时,合金材料内部的α相较为狭长,在固溶温度提升至950℃后,合金材料内部因点式锻压所造成的形变得到恢复,α相呈板条状且相对含量增加,致使材料的强度随之下降[1819]。在固溶温度达到970℃的情况下,材料内部的α相重新恢复到均匀且狭长的状态,晶界处出现等轴α相,使得合金材料的强度得到显著提升。
2.4 固溶处理对TC4/TC11钛合金断口形貌的影响
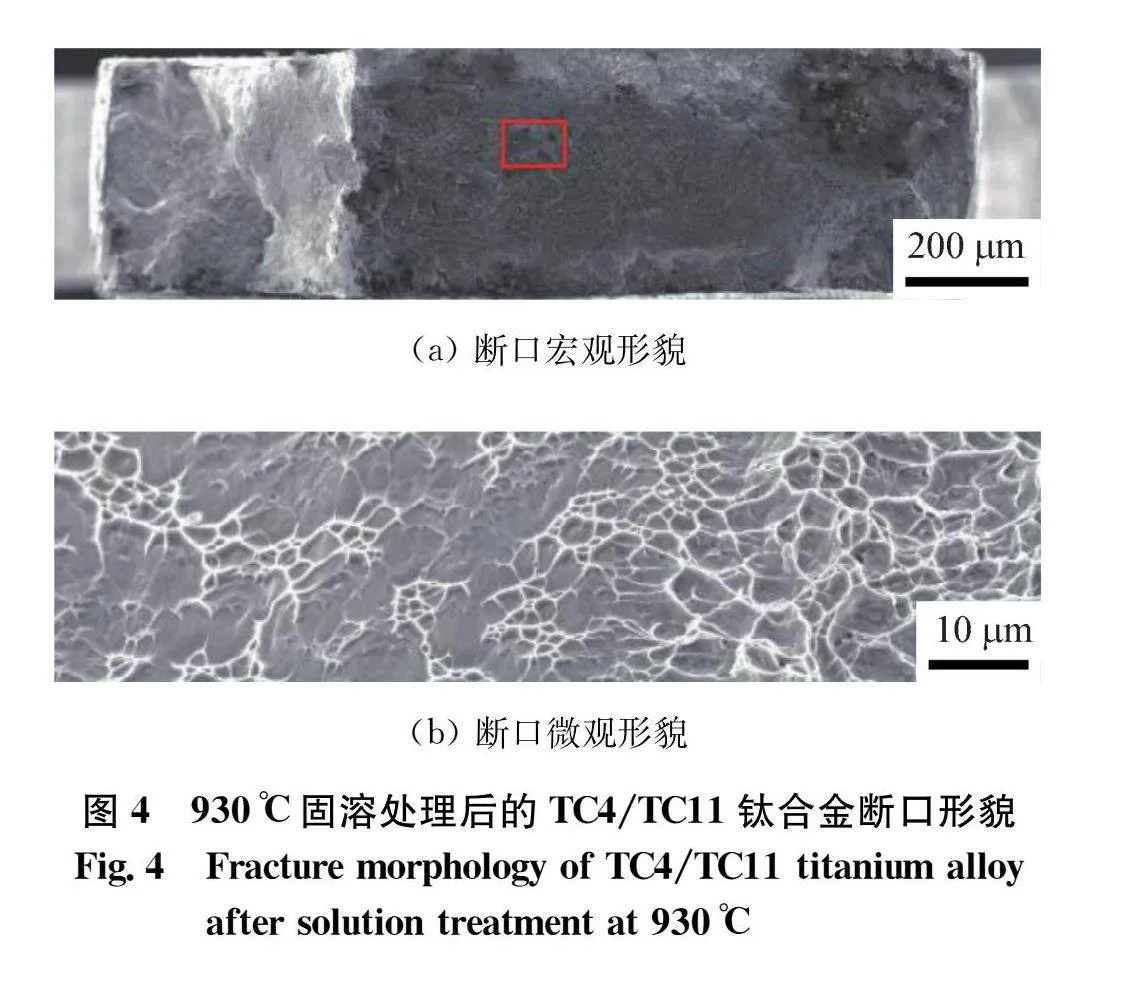
经过固溶处理的TC4/TC11钛合金微观断口形貌如图4~6所示。根据图4可知,经过930℃固溶处理后的TC4/TC11钛合金断口宏观形貌较为平滑,微观表面分布有较浅的韧窝,且材料内部存在沿晶断裂,塑性不足。
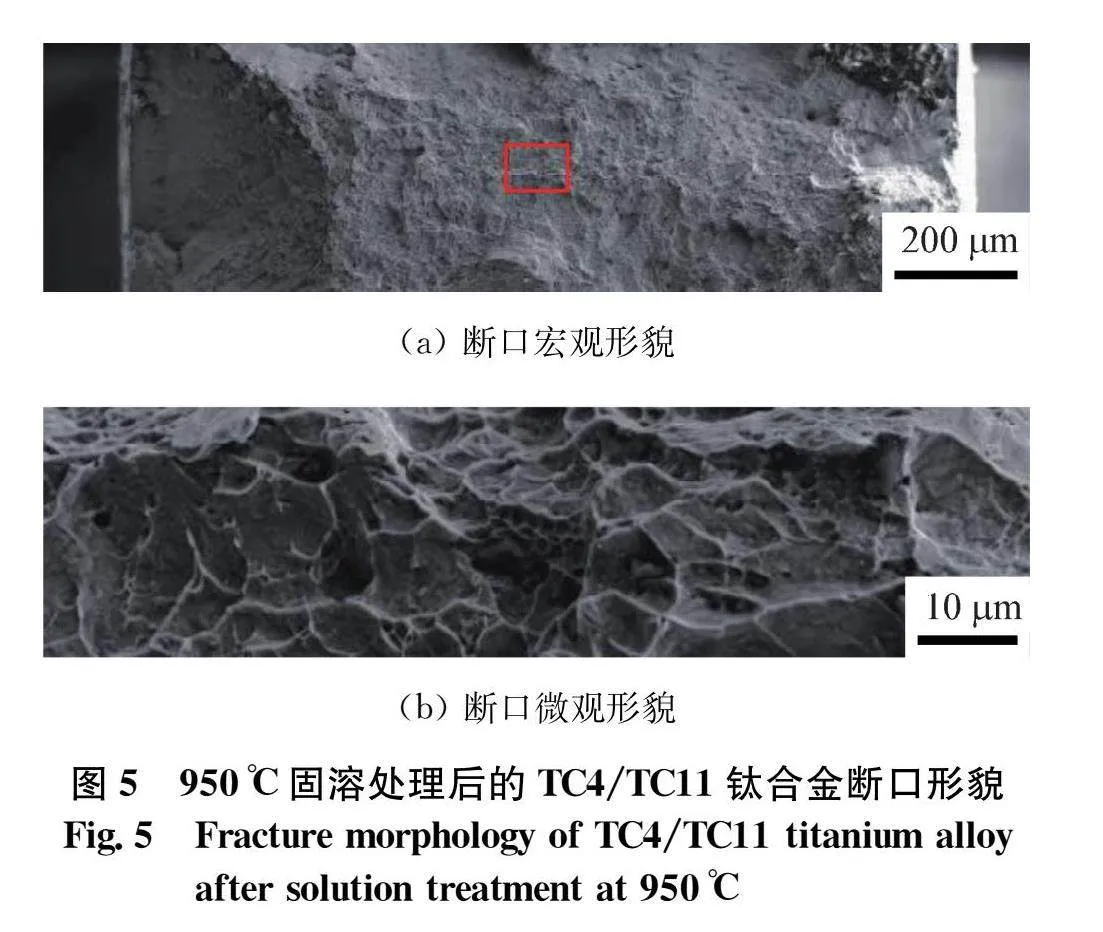
根据图5可知,经过950℃固溶处理后的TC4/TC11钛合金断口宏观表面存在较大起伏,并分布有些许小切面。微观表面分布有深度较大的韧窝,材料内部呈现出塑性断裂特征。
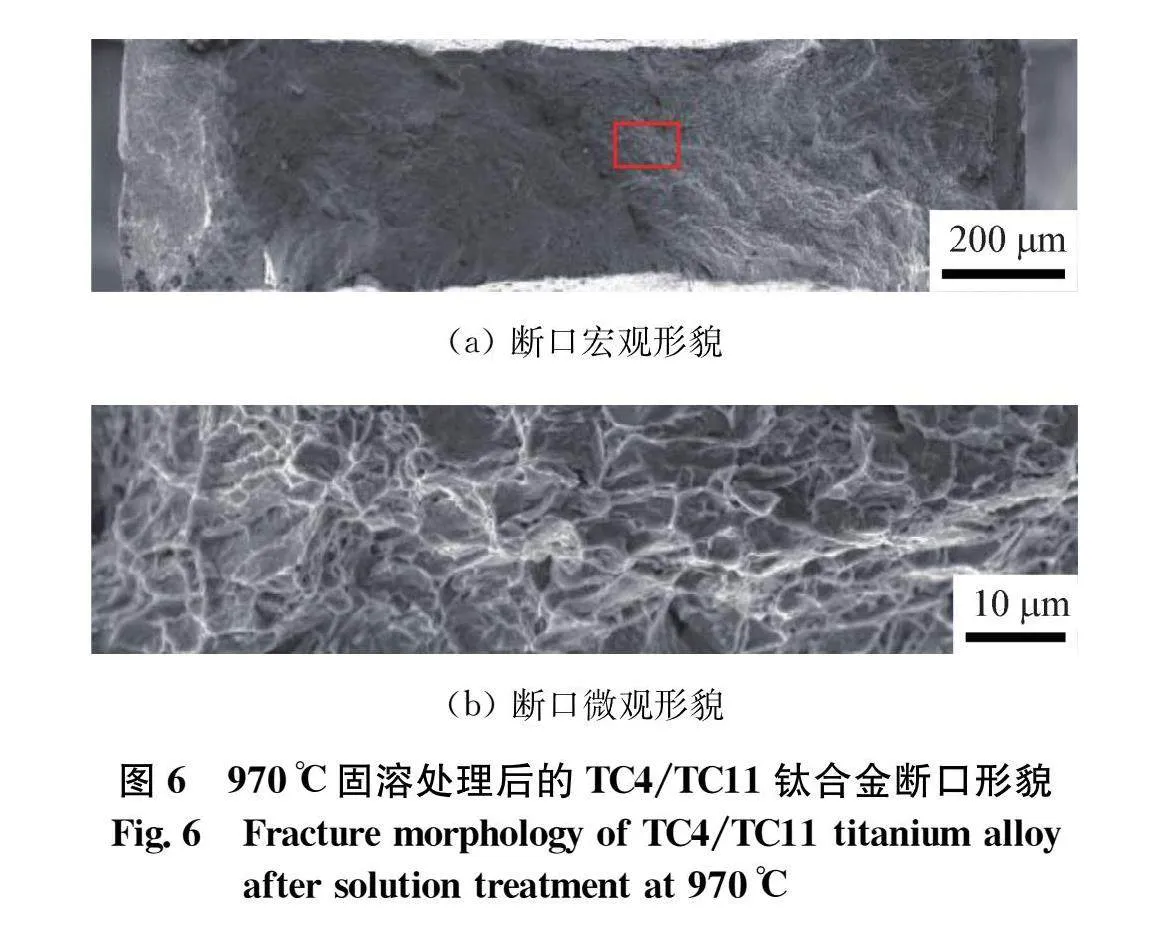
根据图6可知,经过970℃固溶处理后的TC4/TC11钛合金宏观断面存在较为明显的起伏,且起伏幅度和频率较低。微观表面没有明显的解理平台,韧窝均匀且深度更大,材料内部呈现出韧性断裂特征,塑性得到了显著改善。
3 结束语
本文介绍了点式锻压激光工艺在钛合金加工成型处理中的应用方法,采用TC4和TC11两种钛合金粉末制备出了TC4/TC11钛合金。经拉伸后发现,点式锻压激光成型工艺虽然能够提升TC4/TC11钛合金的拉伸性能,但塑性有所下降。因此,研究对TC4和TC11两种钛合金粉末实施固溶处理。经微观形貌观察后发现,随着固溶温度的提升,合金材料内部的α相形态得到显著改善,且断面韧窝深度随之提升。当固溶温度达到970℃时,合金材料内部呈现出韧性断裂特征,有效改善了材料塑性。综上所述,采用高温固溶和点式锻压激光成型两种工艺制备TC4/TC11钛合金,能够在维持合金材料良好塑性的基础上有效提升其拉伸性能。
参考文献:
[1]苗广辉,韩开生,田宁.点式锻压激光快速成型TC4钛合金叶片的组织与性能研究[J].热加工工艺,2023,52(23):9295+99.
MIAO G H, HAN K S, TIAN N. Research on the microstructure and properties of TC4 titanium alloy blades produced by point forging laser rapid prototyping [J]. Hot processing technology, 2023,52(23):9295+99.
[2]席明哲,李明跃,张晟伟,等.退火温度和压下量对点式锻压激光成型TC17钛合金组织性能的影响[J].塑性工程学报,202 29(10):5564.
XI M Z, LI M Y, ZHANG S W, et al. The influence of annealing temperature and reduction amount on the microstructure and properties of TC17 titanium alloy formed by point forging laser forming [J]. Journal of Plastic Engineering, 202 29(10):5564.
[3]吕超,吴贞号.连续点式锻压激光快速成型TC11钛合金的组织和力学性能[J].金属学报,2017,53(09):10651074.
L C, WU Z H. Microstructure and mechanical properties of TC11 titanium alloy produced by continuous point forging laser rapid prototyping [J]. Acta Metallica, 2017,53(09):10651074.
[4]王幸运,杨铮,赵小龙.不同热处理制度对Gr.38钛合金板材的组织性能的影响[J].锻压技术,2024,49(03):202206.
WANG X Y, YANG Z, ZHAO X L. The influence of different heat treatment regimes on the microstructure and properties of Gr. 38 titanium alloy sheet [J]. Forging Technology, 2024,49(03):2022206.
[5]李海涛,陈冬梅,官海婷,等.Ti62A钛合金固溶过程中初生α相的球化机理[J].金属热处理,2024,49(03):168173.
LI H T, CHEN D M, GUAN H T, et al. Spheroidization mechanism of primary α phase in Ti62A titanium alloy during solid solution process [J]. Metal Heat Treatment, 2024,49(03):168173.
[6]王奔,龙志凯,郑英晓,等.刀具钝化方法对硬质合金铣刀加工钛合金切削性能的影响[J].工具技术,2024,58(03):3337.
WANG B, LONG Z K, ZHENG Y X, et al. The influence of tool passivation method on the cutting performance of titanium alloy machined by hard alloy milling cutters [J]. Tool Technology, 2024,58(03):3337.
[7]何石.典型钛合金蒙皮加支撑结构高温环境下振动疲劳寿命研究[J].工程与,2024,64(01):798 96.
HE S. Experimental study on vibration fatigue life of typical titanium alloy skin and support structure under high temperature environment [J]. Engineering and Testing, 2024,64(01):7981+96.
[8]付宇明,马顺芯,刘绍峰,等.TC4表面激光熔覆硬质复合涂层组织与性能[J].华南理工大学学报(自然科学版),2024,52(03):1017.
FU Y M, MA S X, LIU S F, et al. Microstructure and Properties of Laser Cladding Hard Composite Coating on TC4 Surface [J]. Journal of South China University of Technology (Natural Science Edition), 2024,52(03):1017.
[9]张春雨,肖婷,赵岩,等.激光直接沉积增材制造钛合金超声检测方法研究[J].无损探伤,2024,48(02):16,11.
ZHANG C Y, XIAO T, ZHAO Y, et al. Research on Ultrasonic Testing Method for Laser Direct Deposition Additive Manufacturing of Titanium Alloy [J]. Non destructive testing, 2024,48(02):16+11.
[10]苏奥,苏运娟.Ti6Al4V钛合金环保型阳极氧化及封闭处理研究[J].电镀与精饰,2024,46(03):6674.
SU A, SU Y J. Research on Environmentally friendly Anodizing and Sealing Treatment of Ti-6Al-4V Titanium Alloy [J]. Electroplating and Finishing, 2024,46(03):6674.
[11]朱辰哲,付秀丽,王立群,等.高强亚稳β钛合金的变形损伤行为研究现状[J].制造技术与机床,2024,(03):7684.
ZHU C Z, FU X L, WANG L Q, et al. Research status of deformation damage behavior of high-strength metastable β - titanium alloy [J]. Manufacturing Technology and Machine Tools,2024,(03):7684.
[12]张启元,李亚非,熊志亮,等.热强钛合金应用于压气机盘锻件实例分析研究[J].锻压装备与制造技术,2024,59(01):102107.
ZHANG Q Y, LI Y F, XIONG Z L, et al. Case study on the application of hot strengthened titanium alloy in compressor disc forgings [J]. Forging Equipment and Manufacturing Technology, 2024,59(01):102107.
[13]薛添淇,闫少帅,张敏,等.TC32钛合金TIG焊接接头显微组织及力学性能研究[J].焊管,2024,47(02):7078.
XUE T Q, YAN S S, ZHANG M, et al. Study on microstructure and mechanical properties of TC32 titanium alloy TIG welded joints [J]. Welded pipe, 2024,47(02):7078.
[14]姜琪,孙利星,张艺豪,等.QAl1044/TC6双金属连接界面组织与力学性能分析[J].铜业工程,2024,(01):4553.
JIANG Q, SUN L X, ZHANG Y H, et al. Analysis of microstructure and mechanical properties of QAl10-4-4/TC6 bimetallic connection interface [J]. Copper Engineering, 2024,(01):4553.
[15]袁杏,仇一卿,张宏达,等.基于复杂钛合金零件的点焊自动化单元研究[J].焊接技术,2024,53(02):104109.
YUAN X,QIU Y Q, ZHANG H D, et al. Research on spot welding automation unit based on complex titanium alloy parts [J]. Welding Technology, 2024,53(02):104109.
[16]杨东,贾天浩.TC4钛合金侧铣加工表面形貌分析及工艺参数优化[J].海军航空大学学报,2024,39(01):131138.
YANG D, JIA T H. Surface morphology analysis and process parameter optimization of TC4 titanium alloy side milling machining [J]. Journal of Naval Aviation University, 2024,39(01):131138.
[17]祝鹤,刘艳梅,赵栋,等.焊后热处理对TA15钛合金中厚板焊接接头弯曲性能的影响[J].金属热处理,2024,49(02):179182.
ZHU H, LIU Y M, ZHAO D, et al. The Effect of Post weld Heat Treatment on the Bending Properties of TA15 Titanium Alloy Medium thick Plate Welded Joints [J]. Metal Heat Treatment, 2024,49(02):179182.
[18]华承亮,赵有,李伟琪.CMC对纸张湿抗张强度的影响[J].造纸技术与应用,2023,51(03):1214.
HUA C L, ZHAO Y, LI W Q. The influence of CMC on the wet tensile strength of paper [J]. Papermaking Technology and Applications, 2023,51(03):1214.
[19]董北伟.基于BPNN的造纸纤维特性与纸页抗张强度性能关系分析[J].造纸科学与技术,202 41(02):6265.
DONG B W. Analysis of the Relationship between Paper Fiber Characteristics and Tensile Strength Performance of Paper Sheets Based on BPNN [J]. Paper Science and Technology, 202 41(02):6265.
