焦化废水异味治理工艺及其效果评估
2024-01-12余梦春
余梦春
(山西焦化股份有限公司,山西 临汾 041606)
0 引言
对于焦化公司而言,其对应的产品主要包括有焦炭、焦油、粗苯、煤气以及甲醇等;在上述产品的生产过程中,不可避免地会产生焦化废水,废水的主要污染物包括氨氮、挥发酚、有机物以及氰化物等[1-2];可以说焦化废水属于典型的高浓度、高氨氮的有机废水。上述焦化废水通过本厂的污水处理站进行处理,由于污水处理单元为敞开式的,其会散发出大量的异味,对周围环境造成严重的污染,也对厂区人员的身心健康造成影响。鉴于此,本文将结合实际需求设计一套高效率、低能耗的异味治理工艺。
1 工程概述
本文所研究的煤化工公司在多年的改造与发展后已经形成了240 万t 焦炭、11 万t 煤焦油、25 万t焦炉煤气制甲醇以及其他各种煤化工产品的生产能力。在上述煤化工产品的生产过程中,对生产环节中的废气进行洗涤净化处理会产生废水,主要包括有上升管的水封废水、蒸氨气工段废水、气柜产生的水封废水、甲醇转化废水、甲醇合成废水以及职工生活废水等,总计废水总量为72 m3/h。上述废水均在本厂的污水处理进行净化处理,主要分为预处理部分、生化处理部分以及混凝过滤部分,对应的进水出水水质指标如表1 所示。
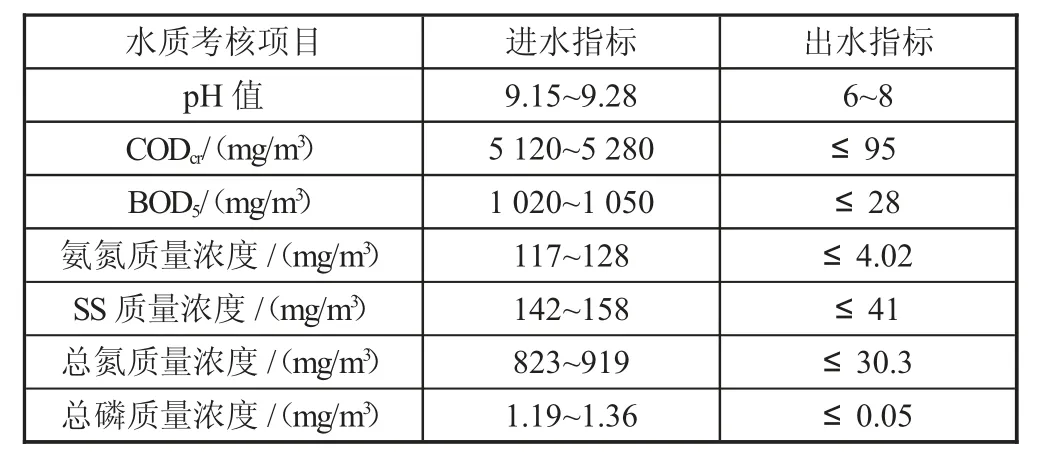
表1 污水处理厂进水水质指标
经现场调查研究发现,现场废气主要来源本厂污水处理站中调节池、除油池、缺氧池以及厌氧池四个单位,通过对现场的异味进行收集并对其化学参数进行检测,检测结果如表2 所示。

表2 废气化学参数及指标
通过对上述化学参数进行分析总结如下:
1)现场废气的湿气偏高,而且偏碱性。
2)废气中的主要污染物包括有氨、甲苯、乙硫醇等,其中大部分污染物在时厌氧或者缺氧的环境下自身产生的,苯以及二甲苯等污染物是通过生产废水所引入的。
3)对比各项指标发现,现场废气中的氨浓度相比于标准超标318 倍,硫化氢浓度超标219 倍,二甲二硫醚浓度超标21.3 倍,臭气浓度超标2.3 倍,苯浓度超标1 倍。
2 焦化废水异味治理工艺设计
经过前文综合分析,该焦化公司污水处理站产生异味气体的部分主要包括有调节池、除油池、厌氧池以及好氧池。根据异味气体处理需求,采取相应现场采取相应的异味治理工程手所排放的气体中各项指标参数满足GB 14554092《恶臭污染物排放标准》、GB 16297—1996《大气污染物综合排放标准》等相关标准要求[3]。
首先,鉴于污水站处于敞开式的状态。因此,对产生异味较多的四个部分进行加盖封闭处理,对应每个池的覆盖面积为27 m×27 m,总计2 916 m2;根据《污水处理厂臭气处理规范》换算得出为其配套的风量为30 000 m3/h。
2.1 废气处理工艺方案的优选
目前,可应用于废气处理的方法包括有化学洗涤吸收方法、高温氧化方法、活性炭吸附法、低温等离子体降解法、UV 光催化方法以及生物净化方法等[4-5]。鉴于本焦化公司污水厂所产生废气的组分复杂且致臭的污染物种类较多,采取单一的废气处理方法并未能够预期的处理效果。因此,在综合比对各类处理方法并充分调研现场废气组分的基础上,初步确定了4套组合处理工艺,分别为:
1)A 组:高温氧化+活性碳吸附工艺;
2)B 组:化学洗涤+光催化氧化+活性炭吸附工艺;
3)C 组:生物净化+活性炭吸附工艺;
4)D 组:化学洗涤+低温等离子体技术+活性炭吸附工艺。
上述四种处理工艺对废气中污染物的去除率对比如图1 所示。

图1 不同处理工艺对废气污染物去除率对比
分析图1 结果可知,A 方案对应的去除效率最好,其次为B 方案和D 方案,C 方案的去除效果最差。鉴于本煤化工公司废气的湿度较大,采取A 方案时需要加入一定的燃料助燃,其能耗较大。因此,综合分析能耗和去除率因素先排除A 方案和C 方案。
对于B 方案和D 方案而言,二者对废气污染物的去除效果分别为95.2%和96.4%,相差不大。但是,综合对比可知,D 方案在实际实施过程中相比于B 方案占地面积更小,运行成本越低、操作更加简便,风险更加可控。因此,最终确定采用化学洗涤+低温等离子体技术+活性炭吸附工艺对现场废气进行处理。
2.2 废气处理效果评估
化学洗涤+低温等离子体技术+活性炭吸附工艺需要根据待处理废气的特性及性质选择合适的洗涤液。经研究,本工程拟采用pH≥11 的碱液作为洗涤液,对应的操作工艺参数如下:化学洗涤液的流量设定为55 m3/h,液气比为1.84,低温等离子体的工作电铲频率为1 050 Hz,为保证废气处理效果对应活性炭15 个月更换一次。
在上述工艺参数的基础上,对化学洗涤+低温等离子体技术+活性炭吸附工艺的去除效果进行测试,测试结果如表3 所示。
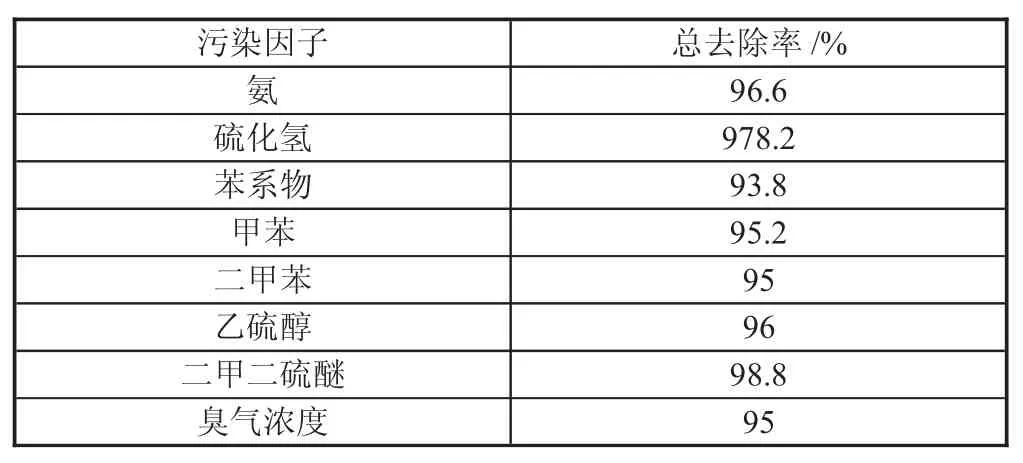
表3 废气处理效果
分析表3 中的废气处理效果可知,采取化学洗涤+低温等离子体技术+活性炭吸附工艺对废气中的二甲二硫醚的去除效果最好,其去除率可达98.8%;对废气中的二甲苯和臭气浓度的去除效果相对较差,对应的去除率为95%。综合各项因素,可将该焦化废水的臭气浓度去除率达到95%。
3 结语
煤化工公司为对原煤进行焦化处理的场所,在实际生产中其不仅会生产各类煤化工产品,而且在对煤化工产品在处理过程中不可避免地产生废水,通过污水处理站对废水进行处理。由于本公司污水处理站处于敞开式状态,其废气对周围环境造成了严重污染。本文重点对焦化废水的异味进行治理,总结如下:
1)在日常生产中,本公司的废水量约为72 m3/h,其中在污水处理站中调节池、除油池、缺氧池以及厌氧池为产生异味的来源。
2)综合对比各种异味治理方案的优劣势,最终确定采用化学洗涤+低温等离子体技术+活性炭吸附工艺对异味进行治理,对应的操作工艺参数为:化学洗涤液的流量设定为55 m3/h,液气比为1.84,低温等离子体的工作电铲频率为1 050 Hz,为保证废气处理效果对应活性炭15 个月更换一次。
3)实践表明,采用化学洗涤+低温等离子体技术+活性炭吸附工艺可将该焦化废水的臭气浓度去除率达到95%。