某型电液伺服阀零偏故障分析*
2024-01-12廉晚祥胡鹏涛刘文斌齐婵颖
廉晚祥,关 莉,王 雷,胡鹏涛,刘文斌,齐婵颖
(航空工业庆安集团有限公司,陕西 西安 710000)
0 引 言
为了改善发动机起动、低转速、减速、打开反推等工况下的性能及工作范围并消除可能发生的压气机喘振问题,设计了进口导流叶片、多级可调静子叶片和放气等机构。其中导叶控制装置[1-2]主要用于调节叶片角度,防止发动机喘振。
导叶控制装置中的电液伺服阀主要用于为导叶控制装置活塞分配油液,控制活塞往复运动,以此达到控制导流叶片角度的目的。因此,电液伺服阀正常工作具有重要意义,其发生故障会对导叶控制装置的正常工作产生直接影响[3-5]。
笔者以某型导叶控制装置使用时存在的静差故障问题为例,通过对导叶控制装置的工作机理分析,确定造成该现象的原因为电液伺服阀零偏问题,基于此建立故障树,分析可能引发产品零偏故障的故障模式,定位故障原因,最终提出改进措施并进行试验验证,故障研究为后续电液伺服阀同类故障排除提供了参考和借鉴。
1 导叶控制装置工作原理
导叶控制装置由电液伺服阀、电磁阀、线位移传感器、壳体、活塞、转换阀等组成,如图1所示。液压系统正常工作,电磁阀不通电,转换阀处于关闭状态时,导叶控制装置进入电液伺服阀I工作模态,接收发动机电子控制器的指令,电液伺服阀I控制油液通过转换阀进入控制装置活塞两腔,产生液压力,提供导流叶片角度偏转的驱动力;电磁阀通电,转换阀处于打开状态时,导叶控制装置进入电液伺服阀II工作模态,接收发动机电子控制器的指令,电液伺服阀II控制油液通过转换阀进入到控制装置活塞,产生液压力,提供导流叶片角度偏转的驱动力。同时控制装置活塞内置的线位移传感器(LVDT)将位置反馈给发动机电子控制器。

图1 导叶控制装置原理图
2 电液伺服阀工作原理
电液伺服阀由力矩马达、液压放大器和功率级滑阀组成,如图2所示。输入电流信号通过线圈在衔铁气隙中产生控制磁通,控制磁通与极化磁通相互作用产生电磁旋转力矩驱动衔铁旋转[6]。衔铁带动射流槽偏转使通过射流片射出的液流流入左、右固定接收孔的动量发生相应变化,阀芯两端受到动量不等的射流作用,从而驱动阀芯运动。于是第一级液压放大器将信号电流转化为滑阀级阀芯两端的压差,继续驱动阀芯运动[7]。阀芯运动将拖动反馈杆移动,产生的反馈力矩反馈到力矩马达上,直到电流信号产生的力矩与反馈杆产生的反馈力矩、偏转板上的液动力力矩相平衡时,阀芯将停留在某一位移XV上,使输入信号与阀芯输出位移XV成比例,并通过滑阀副的节流作用转化为流量线性输出。
图2 电液伺服阀原理图
3 零偏故障原因分析
3.1 影响因素分析
对导叶控制装置的工作过程进行分析,导叶控制装置发生故障的主要表征有:导叶控制装置控制时存在静差,其中造成静差故障的原因可能为电液伺服阀零偏异常和线位移传感器精度异常故障。
基于电液伺服阀的工作原理,并结合此次故障现象开展零偏相关影响因素及其失效状态分析,梳理可能导致导叶控制装置电液伺服阀故障的原因,主要表现为马达前置级位移、限位螺钉滑移、射流接收器单侧堵塞和限位螺钉突出量过大为四个方面的因素。电液伺服阀结构如图3所示。
图3 电液伺服阀结构图
3.2 失效状态分析
前置级位移发生零偏失效时,主要表现为前置级放大器安装座发生偏移,引起射流口与接受口的相对位置发生错位,导致两接受口接受到的压力势能不等,在阀芯两端产生的压力不平衡,阀芯在压力差作用下移动产生零偏。
限位螺钉滑移引起零偏失效时,衔铁两端的工作气隙不对称,产生的磁力不相等,造成衔铁组件偏移,射流偏转板发生偏移,射流口与接受口的相对位置发生错位,导致两接受口接受到的压力势能不等,在阀芯两端产生的压力不平衡,阀芯在压力差作用下移动产生零偏。
射流接收器单侧堵塞引起零偏失效时,接收口压力不相等,使阀芯两端产生的压力不平衡,使阀芯在压力差作用下移动产生零偏。
当限位螺钉突出量过大引起零偏失效时,伺服阀在工作过程中衔铁与限位螺钉撞击,引起衔铁组件变形、弹簧管弹性刚度变化,射流偏转板发生偏移,射流口与接受口的相对位置发生错位,导致两接受口接受到的压力势能不等,在阀芯两端产生的压力不平衡,阀芯在压力差作用下移动产生零偏。
3.3 故障树分析
故障树分析可对引起故障的各种原因进行层层排查分析,包括硬件、软件以及人为环境等逻辑因果分析。将系统故障与组成系统各零部件的故障有机联系在一起,以找出系统全部可能的失效状态事件。
基于上述零偏故障的影响因素与失效状态分析,建立电液伺服阀故障树,如图4所示。以电液伺服阀零偏超差的顶事件为出发点,向下分解出导致顶事件发生的4个故障原因:力矩马达前置级相对壳体发生位移(X1)、限位螺钉滑移影响气隙对称性(X2)、射流接收器单侧堵塞(X3)和限位螺钉突出量过大引起衔铁撞击变形(X4),根据逻辑分析可知,该4个故障原因构成了电液伺服阀零偏异常故障的底事件。
图4 电液伺服阀故障树
4 故障定位及解决措施
4.1 故障定位及确认
对可能导致电液伺服阀零偏故障的4个故障原因进行分析。首先对导叶控制装置进行分解检查,然后对电液伺服阀零偏电流进行检测,依次对故障原因进行排查分析,最终确认底事件X4(限位螺钉突出量过大引起衔铁撞击变形)为可能故障原因,如图5所示,具体排查方案与排查结果如表1所列。
表1 零偏故障原因排查方案与结果
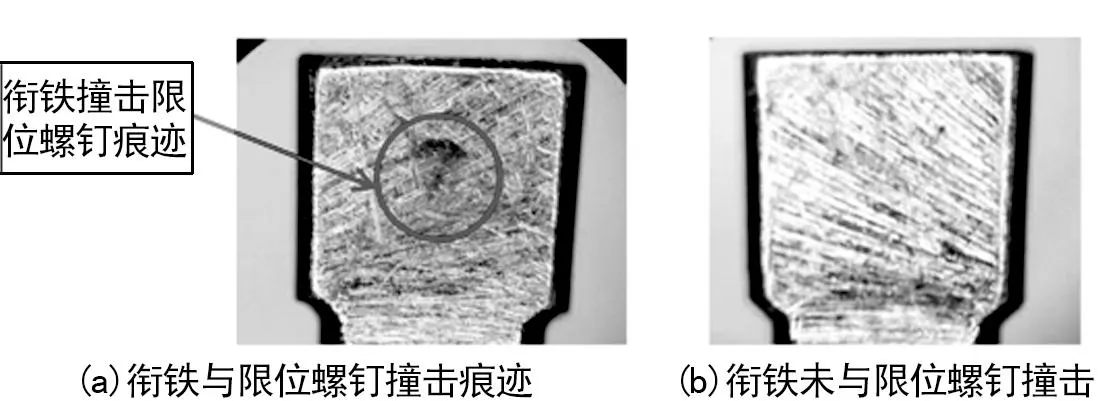
图5 衔铁与限位螺钉撞击实物图
分解产品上盖检查衔铁气隙,在投影显微镜下测量气隙大小,结果如图6所示。产品左下(θ2)、右上(θ3)气隙分别小于左上(θ1)、右下气隙(θ4),且右气隙限位螺钉突出量大。将力矩马达分解后,测试衔铁组件与射流器组合后的液压特性发现,两腔压力相等均为6.4 MPa,与出厂时记录的产品性能几乎一致,机械零位未发生偏移。在显微投影测试仪上测量衔铁组件,衔铁与右侧气隙配合处发生变形,且右侧限位螺钉突出量为0.135 mm,突出量较大。经与主机沟通,产品在试验过程中接受了阶跃信号,当伺服阀通阶跃信号时,衔铁将与导磁体上限位螺钉撞击发生变形。因此,电液伺服阀零位超差的原因为限位螺钉突出量大,使伺服阀工作时衔铁与之撞击发生变形,引起力矩马达气隙不对称,电气零位发生偏移,导致伺服阀零偏异常。
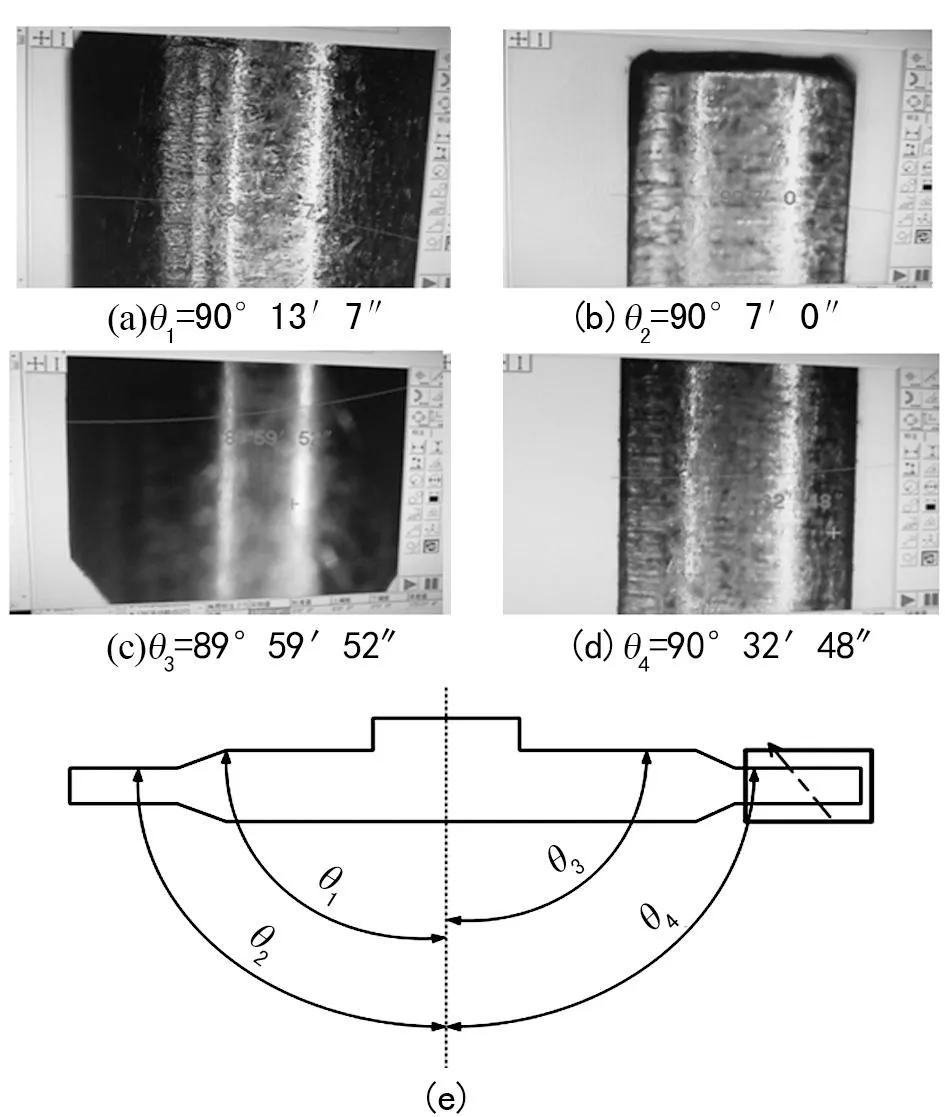
图6 衔铁变形测试结果
4.2 改进措施
在电液伺服阀装配过程中,可通过调整限位螺钉突出量进行改进。调整后使用投影显微镜检查限位螺钉的突出量为0.06±0.02 mm,满足要求,这样可以保证产品接收到阶跃信号时衔铁不变形且不吸死。图7为限位螺钉凸出量改进措施示意图。
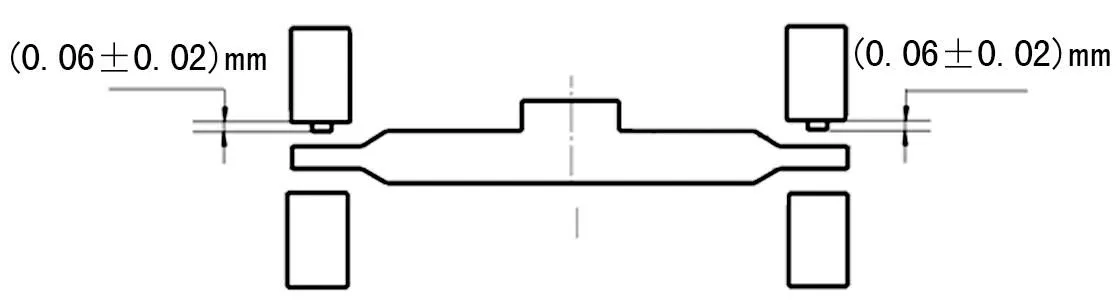
图7 改进措施示意图
5 试验验证
为验证故障定位的准确性与改进措施的有效性,需制定试验验证方案并开展试验验证,如图8所示。

图8 衔铁变形测试试验
(1) 调整电液伺服阀限位螺钉突出量为0.06±0.02 mm后,给定电液伺服阀额定电流阶跃信号,反复工作100次,电液伺服阀衔铁未与限位螺钉发生碰撞,性能正常。
(2) 调整电液伺服阀限位螺钉突出量为0.06±0.02 mm后,对电液伺服阀随导叶控制装置进行功能性能试验,试验发现电液伺服阀及导叶控制装置性能正常。
(3) 调整电液伺服阀限位螺钉突出量为0.06±0.02 mm后,使电液伺服阀及导叶控制装置随发动机进行3 h 37 min试车,电液伺服阀及导叶控制装置性能正常,发动机工作正常。
6 结 语
对某型导叶控制装置电液伺服阀的外场零偏故障进行了分析与试验验证,开展了电液伺服阀零偏故障的影响因素研究,将导叶控制装置与各零部件的故障有机联系在一起,找出了导叶控制装置可能失效的状态,建立了电液伺服阀零偏故障树。通过故障树梳理出的底事件的分解检查,以及对电液伺服阀零偏电流的检测,定位了零偏故障原因为限位螺钉突出量过大。通过调整限位螺钉突出量,保证产品接收到阶跃信号时衔铁不变形且不吸死。试验结果验证了电液伺服阀零偏异常故障原因定位准确、改进措施有效。
