单元精益生产在多品种、小批量产品加工中的实践应用
2024-01-11杨宇通崔之超陈雨柔
杨宇通 崔之超 陈雨柔 王 东 李 媛
(中国航空工业集团公司西安航空计算技术研究所,陕西 西安 710065)
0 引言
随着社会的高速发展和电子产业的更新换代,多样化的市场、客户需求对于生产作业模式提出了更高的要求,目前客户追求的个性化、定制化、差异化目标使得企业的生产加工方式必须从以往的大批量、单一品种向多品种、小批量的生产经营模式转变,客户对于产品需求提出了更高的要求:品种要多、数量要少、成本要低、交货周期要短、质量要好、功能要定制化。如何利用先进的生产加工方式进行生产作业的改善提升,通过物料、产品以及工序的流程梳理与改善,运用先进的生产工具进行作业改善来达到降低成本、提高效率和质量的目的变得尤为重要,这也成为当前项目竞标过程中尤为重要的考虑因素。文献[1]基于对多品种、小批量制造企业现状和企业生产模式精益化核心价值的思考,最终从三个方面对多品种、小批量制造企业的生产加工流程精益化方式改进提出了建议;文献[2]通过研究某产品装配线,采用精益思想与工业工程的方法建立了U型精益单元化生产线,消除了生产过程中的浪费,缩短了产品装配周期,达到了提质增效的目的;文献[3]通过研究某型产品的生产过程,建立了一种全新的单元生产加工模式,较好地解决了传统单件生产方式中的高成本和批量生产方式中的不灵活等短板问题,极大地提高了生产效率。以上研究针对多品种、小批量产品生产作业特点、管理方式进行的改善提升具有重要的借鉴意义。
本文以我司产品前处理阶段的作业模式和工位布局优化为切入点,通过现场观察、工时测算、工艺路线梳理,采用ECRS分析、连续流打造、单元化作业产线平衡率计算等方法进行产品前处理阶段的作业方式、工位布局、工艺路线优化等精益改善,通过打造生产前处理工序的单元化精益生产作业模式,提高了生产效率,缩短了周转距离和作业周期,保证了质量一致性和生产过程的显性化作业,为产品全周期的效率提升和制造周期缩短、质量一致性提升提供了新手段。
1 多品种、小批量产品的生产现状
1.1 单元精益生产
精益生产是运用现代的管理方法和手段,充分发挥人的作用和资源的配置作用,通过最大程度地减少不必要的浪费、优化流程来提高生产效率的一种新型生产方式。单元精益生产方式不同于现有的标准化、大批量流水线和单件生产模式(表1),而是结合流水线生产和单件生产模式的优点,降低了单件生产的高成本和流水线生产的过度刚性,通过消除作业过程中不必要的浪费,以生产单元为基本单位对人员、设备、物流等进行合理配置,通过PQ/PR分析、多能工培养、生产线平衡率计算、ECRS分析等手段实现单元内一人多工序、目标为“单件流”作业的高柔性生产方式,是一种成组作业的概念。单元精益生产是通过最大程度发挥人的作用和资源配置作用,提高生产线平衡率、提升生产效率,打造的一种新型生产作业模式,适用于多品种、小批量产品的生产作业加工[4-5]。
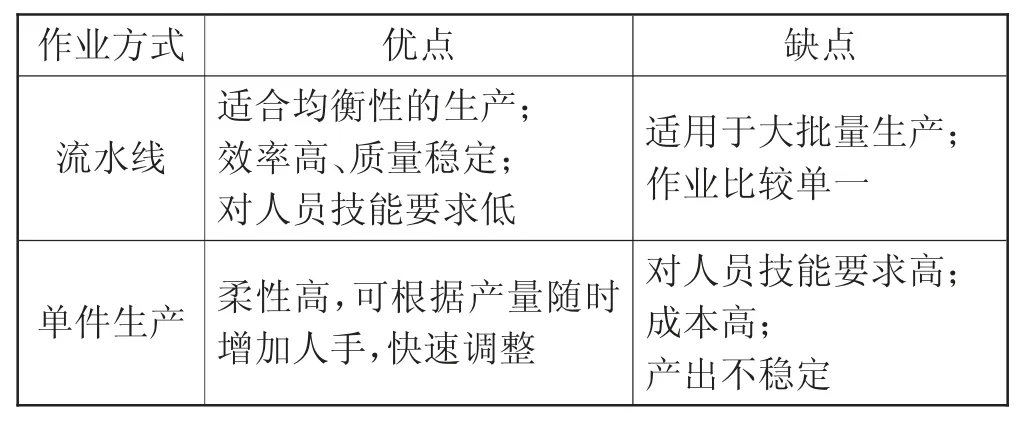
表1 流水线和单件生产的对比
单元精益生产的基本特点:
1)专业化程度较高,按产品类别组织生产。
2)生产按照一定节拍运作,各工序同时进行作业,产出周期稳定。
3)各道工序(工步)的单件作业时间与相应工序(工步)工作地(或设备)数比值相等,即:
式中:ti为第i道工序(工步)的单件作业时间;si为第i道工序的设备数;i=1,2,…,m(m为一条产线的工序数/工位数)。
1.2 多品种、小批量产品现状
目前军用电子产品的生产加工随着市场需求及国际形势的多变而变化不定,多样化、多品种、多功能、高可靠性、低成本的生产需求给产品的生产加工带来了更大的挑战,传统的单件生产方式和大批量流水线作业方式已无法满足企业对于低成本、高效率和高质量的要求,如何根据客户需求和产品作业特点,结合现有的先进生产、作业方式科学计划生产加工变得尤为重要,成为项目竞标成败的关键性影响因素。
目前我司产品存在多品种、小批量的特点,产品的多样性对于产品的生产制造方式提出了严峻的挑战,产品的制造周期、成本、质量等因素成为企业生存的决定性因素。我司产品元器件采购渠道多样、器件来料状态不一,为了确保生产加工的产品质量稳定,SMT之前会将带引脚器件、引脚镀金器件进行去金、搪锡,从而确保电子元器件的引脚可焊性,避免引脚上锡不良、不润湿、冷焊、脱焊等质量风险问题出现,导致产品后续生产过程中存在质量风险,影响产品合格率和客户满意度。我司生产布局及作业是根据工艺特点进行布置和规划的,器件的前处理工序在多班组、多工序之间交叉作业(图1),使得作业的产出存在极大的不稳定性,任意一个环节出现问题都会带来停机、停产、停工的风险,工作的投入与产出难以达到预期目标,较长的前处理生产周期影响了产品总的生产制造周期,对于项目竞标是不利的影响因素,亟需进行生产作业的提升改善来确保企业的市场竞争力。
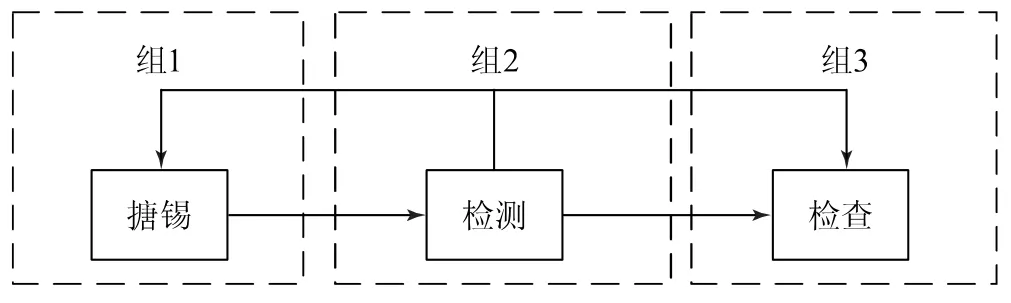
图1 前处理工序(改善前)
图1 是我司目前物料生产前处理阶段的工序,作业在多个班组之间交叉进行,涉及搪锡、检测、共面性检查等3个班组作业,具体各工序的作业内容如下:
1)搪锡:拆除包装,将带引脚器件及镀金器件进行去金、搪锡,可使引脚表面形成可焊镀层,提高引脚可焊性;搪锡完成后器件重新清点标记并摆盘,待下道工序检测。
2)检测:检查器件型号、搪锡质量/数量,不合格器件退回进行返工,并存储在干燥柜。
3)共面性检查:从干燥柜取出搪锡合格的器件,SMT上线前再次检查器件引脚平整度、共面性、数量、搪锡质量,对于共面性不好的器件进行整形操作,搪锡质量不好的器件退回进行返工,核对完成后摆盘并检查方向正确性。
2 单元精益生产模式
2.1 PQ/PR分析
PQ/PR分析是指产能分析和工艺相似性分析,即在共性中寻找影响主要矛盾或有决定性影响的因素进行研究,来反映事情的本质。前处理阶段涉及的物料主要是带引脚的鸥翼型器件和无引脚镀金器件(图2),考虑到器件来料路径不明,故需在正式生产加工前对器件引脚进行再次预处理,将潜存的质量隐患降至最低。通过对过去的搪锡物料进行统计,鸥翼型器件搪锡占比90%以上,故本文主要研究鸥翼型引脚器件的前处理单元精益生产模式构建。
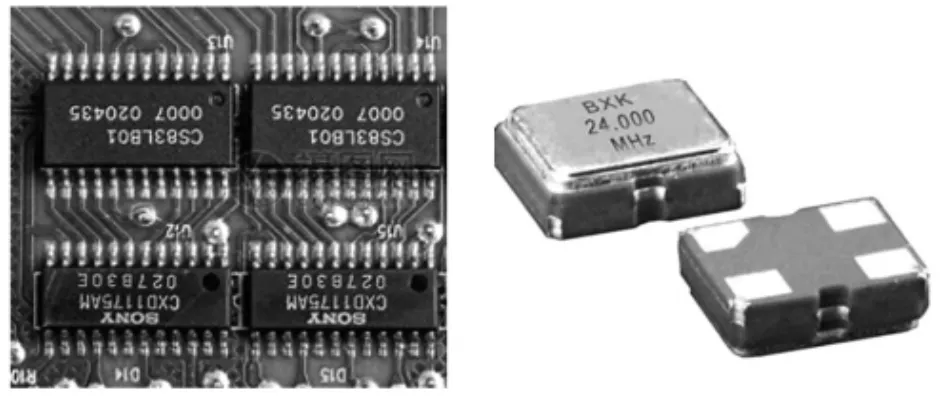
图2 芯片外貌
2.2 产线作业工时测定
选取鸥翼型引脚IC器件作为研究对象,进行搪锡、检测、平整度检查作业等全工艺生产流程的作业工时测定,测定的直接目的是科学制定合格工人按规定的作业标准完成某些作业所需的标准时间,标准时间是指操作熟练程度和技能都达到平均水平的作业人员按照规定的作业条件和作业方法,用正常速度生产规定质量的一个单位的产品所需要的时间。使用秒表测量作业最小工步的标准作业时间,每个最小工步最少重复取三次测量结果,以三次的平均值作为最终的标准工时测量值,均值结果乘以宽放系数后作为工时测量的最终结果(表2)。
从表2可以看出,生产作业过程中存在等待、周转、重复作业等浪费,且作业工步不平衡,搪锡、检测和检查的有效作业时间为15、16、140 s,其中搪锡工位12人,检测工位1人,检查整形工位2人,产线平衡率32%,工位平衡率存在极大的不足,人员利用率极不充分,产出不稳定。并且多次检查会带来多次返工,影响作业的效率提升,且存在三次重复清点和搬运多余动作,造成生产资源的浪费,亟需进行作业的精简优化改善。
2.3 程序分析与ECRS原则
针对目前工步工时不平衡的现象,首先根据程序分析的方法,依照作业流程将作业从开始到结束的全流程进行系统的梳理,全面分析是否存在多余、重复、延迟或等待过长、搬运周转过多等不合理的作业,采用ECRS原则,以减少浪费、改进优化作业方式为目的,寻找加工生产中存在的八大浪费动作,根据“消除(Eliminate)、合并(Combine)、重组(Rearrange)、简化(Simple)”的原则进行作业工序的优化;将工步3、4、5、12、13、14、17等重复工步消除;将搪锡和检查工位合并,减少中间的周转和等待动作,减少返工的次数;将优化后的工步作业顺序进行重排,使前处理工序的作业步骤更加合理,最终得到改善后的工时测量结果如表3所示,改善后作业工序如图3所示。

图3 前处理工序(改善后)
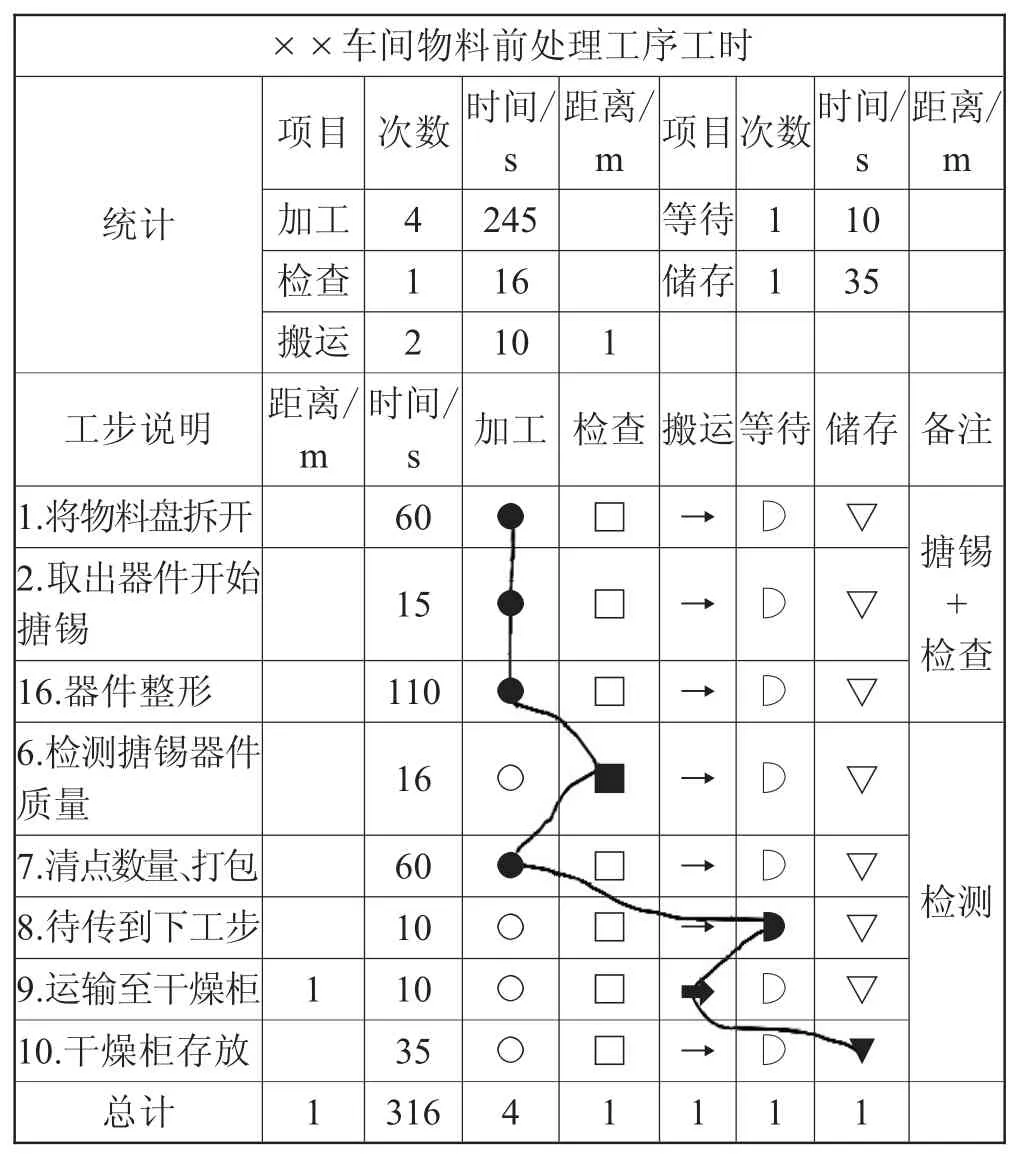
表3 前处理工序工时(改善后)
比较改善前后可以发现,前处理工序的作业时间由682 s减少至316 s,减少53.7%,作业效率提高至少50%;作业工步由17个减少至10个,减少41.2%;周转距离减少至少20 m;作业班组由之前的3个班组减少至2个班组,精简率33.3%,减少了周转和交接的次数,大大提高了产线效率。
2.4 单元精益生产模式
根据改善后所测作业工时,采用工艺程序分析的方法进行工位划分及单元精益生产线的构建,由表3可知搪锡+检查的作业有效时间为125 s,检测的时间为16 s,其余都是准终时间,故可初步确定搪锡+检查工位与检测工位是8:1关系,构建直线型单元精益生产模式(图4)。构建的单元精益生产加工线的产线节拍为16 s;产线平衡率为97.92%(式(2)),达到行业水平以上;人员饱和度达97.5%,人员利用效率充分。该单元精益生产加工模式需增加8台专用的整形工装,培养8名既能搪锡又可以进行器件共面性检查、整形的多能工,极大地提高了人员的饱和度和人员技能水平。

图4 改善后的前处理工序工位布局
3 结束语
本文以现阶段我司在生产制造管理经营模式方面遇到的困难为切入点,以我司目前产品前处理工序的改善提升和流程再造为研究对象,采用精益生产和工业工程的方法,将目前在多品种、小批量生产制造企业流行使用的流水线生产和单件生产加工方式的特点结合起来,以减少浪费、提高效率、稳定质量为目标,根据现有产品的生产特点、作业模式及班组布置实况,进行了生产作业现场的精益管理改善提升工作,通过采用PQ/PR分析、工时测算、ECRS分析、产线平衡率计算、连续流、精益单元等方法打造了一种适合多品种、小批量产品生产制造的单元精益生产加工模式,有效提高了生产效率,保证了产品质量一致性。