7055-T6铝合金搅拌摩擦焊组织与性能分析
2024-01-10叶树茂齐芃芃金文福田春雨周金旭
叶树茂 齐芃芃 金文福 唐 强 田春雨 周金旭
辽宁忠旺集团有限公司 辽宁辽阳 111003
1 7055-T6铝合金概述
7055-T6铝合金是以铝锌镁铜合金为主的可热处理强化铝合金,具备极高的强度、较好的韧性、良好的抗应力腐蚀性,被广泛应用于航天航空及民用领域,是轻型合金中的杰出代表。在整个制造业中,7055-T6铝合金有着不可或缺的地位。7055-T6铝合金采用传统的熔化焊技术进行连接时,容易产生热裂纹等焊接缺陷。搅拌摩擦焊是一种固相连接技术,与传统熔化焊相比,具有优势。在搅拌摩擦焊过程中,没有达到材料的熔点,不会产生气孔和裂纹等缺陷;不产生烟尘、飞溅和辐射,不会危害焊工的人身健康;不需要添加焊丝,节约成本。笔者对3.2 mm厚7055-T6铝合金搅拌摩擦焊工艺参数进行优化,测试分析焊缝的力学性能和显微组织,为7055-T6铝合金焊接提供新的高效焊接方案。
2 试验材料
试验选用7055-T6铝合金板材进行焊接,尺寸为200 mm×100 mm×3.2 mm。焊前采用机械清理方法,清理表面氧化膜及油污。
7055-T6铝合金化学成分见表1,通过测试得到平均拉伸极限为548.5 MPa。采用HT-JM16×30/2二维静龙门搅拌摩擦焊机,搅拌头为针长3 mm的锥状带螺纹搅拌头,轴肩形貌为同心圆内凹,轴肩直径为12 mm。

表1 7055-T6铝合金化学成分
3 试验方法
试验采用不同焊接参数进行7055-T6铝合金板材搅拌摩擦焊,工艺参数见表2。焊后制备拉伸试样和金相试样,测试分析焊缝的力学性能和显微组织。

表2 搅拌摩擦焊工艺参数
4 表面成型分析
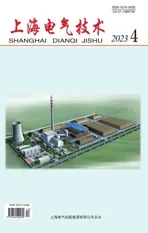
搅拌摩擦焊表面成型如图1所示。1号试验采用常用工艺参数进行焊接,焊后表面产生较为严重的起皮缺陷,主轴转速1 400 r/min和焊接速度600 mm/min参数组合焊接,热输入较低,焊接速度较快,7055-T6铝合金中含有铜与镁成分,焊缝表面与轴肩易发生粘连,焊接速度较快导致起皮缺陷产生。2号试验降低焊接速度与主轴转速,起皮缺陷明显减少。3号试验继续降低焊接速度与主轴转速,主轴转速750 r/min和焊接速度300 mm/min参数组合焊接,焊缝表面成型良好,起皮缺陷消失,无孔洞犁沟等缺陷。因为焊接速度降低,使焊缝中塑性金属流动时间增加,能够使塑性金属充分熔合,形成致密无缺陷焊缝。4号~6号试验保持焊接速度不变,提高主轴转速,热输入提高,焊缝表面成型光亮,且鱼鳞纹均匀,无缺陷。
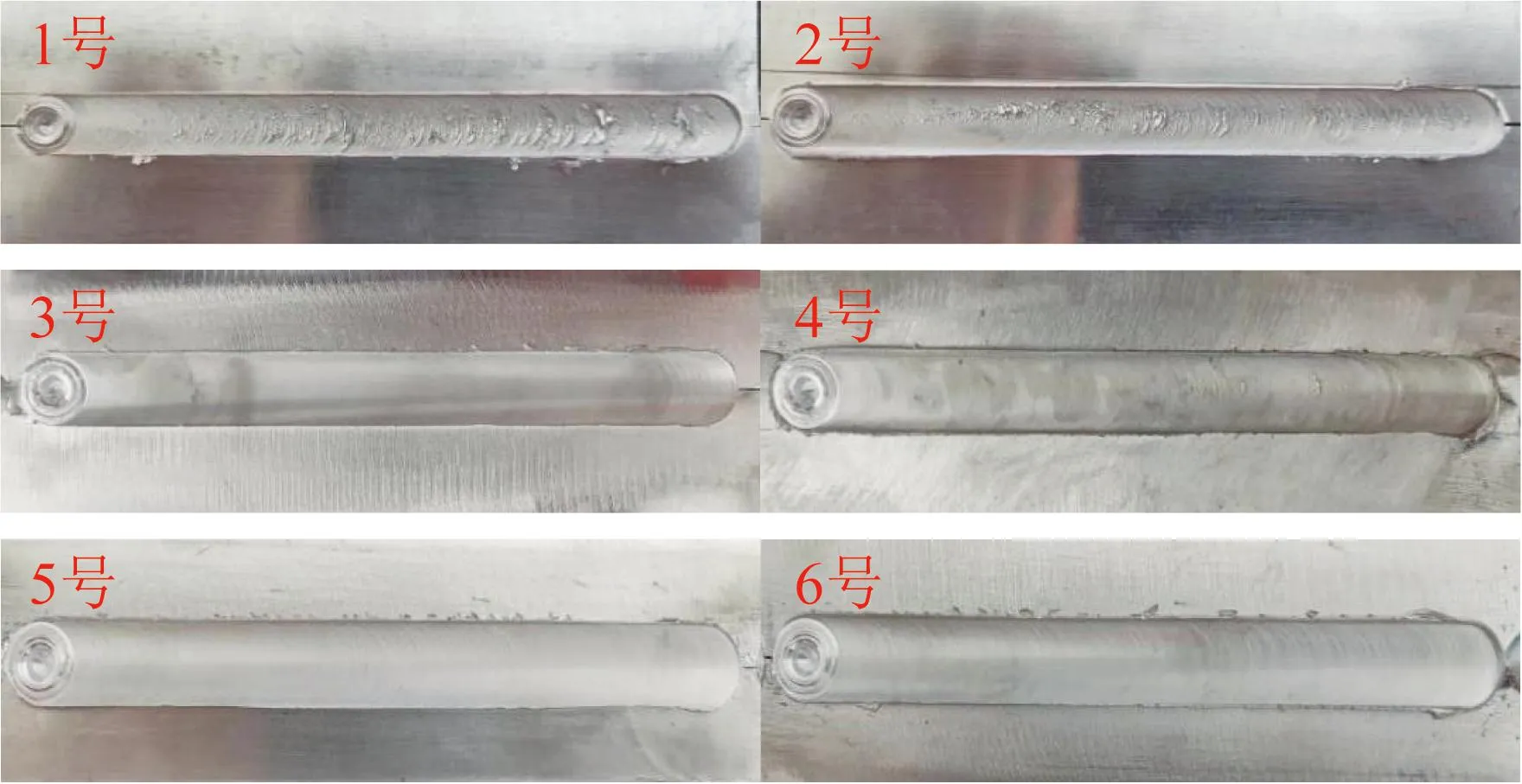
图1 搅拌摩擦焊表面成型
5 焊缝内部成型分析
搅拌摩擦焊焊缝截面区域一般分为焊核区、热机影响区、热影响区、母材,区域分布如图2所示。可以看出,由焊缝中心向两侧为不对称焊缝,焊缝前进侧边界较为明显。在焊缝前进侧,搅拌头旋转产生摩擦,带动塑性金属,主要起剪切力作用,相对母材发生较大变形。因此,前进侧热机影响区与母材分界线相对明显。后退侧焊缝受到搅拌头旋转产生的摩擦力,与塑性金属流动产生挤压力,共同作用。由此,后退侧金属在焊接过程中变形较小,母材与后退侧焊缝的分界线较为模糊。

图2 搅拌摩擦焊焊缝截面区域
沿焊缝截面截取金相试样,抛光后进行腐蚀,在金相显微镜下观察微观组织,如图3所示。3号~6号试验焊缝内部成型均良好,没有发现孔洞、未焊透现象,说明在焊接速度为300 mm/min,主轴转速为750~900 r/min时,搅拌摩擦焊7055-T6铝合金均可以得到内部质量良好的焊缝,符合要求。

图3 搅拌摩擦焊焊缝微观组织
焊缝金相组织如图4所示。焊核区由于受到搅拌头的机械搅拌作用及摩擦产生的局部高温作用,金属发生动态再结晶,形成细小等轴晶粒。热机影响区受到搅拌头机械搅拌和焊接热循环双重作用,在金属流动过程中,产生较大的机械变形,晶粒被拉长,并具有一定的方向性。同时由于热循环作用,晶粒发生长大,并且大于母材晶粒。热影响区只受到焊接热循环作用,使晶粒发生长大,相对于母材,晶粒更粗大。由此可见,热机影响区和热影响区为焊缝薄弱区域。
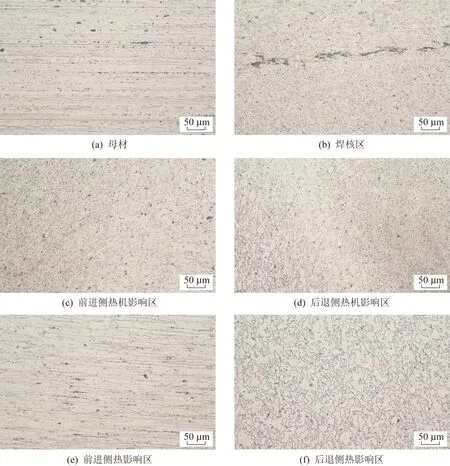
图4 搅拌摩擦焊焊缝金相组织
6 接头力学性能分析
搅拌摩擦焊接头力学性能见表3。试验结果显示,随着主轴转速的提高,焊接热输入增加,接头力学性能提高。当主轴转速提高到850 r/min时,拉伸强度达到最大值471.6 MPa。再持续提高主轴转速,接头热输入过大,接头过度软化,使接头力学性能降低。最优参数为主轴转速850 r/min、焊接速度300 mm/min,过低与过高的主轴转速均会影响接头力学性能。

表3 搅拌摩擦焊接头力学性能
7 接头显微硬度分析
沿搅拌摩擦焊焊缝接头横截面,由焊缝中心向两侧水平方向进行显微硬度测量,测量点的间距为0.5 mm。搅拌摩擦焊接头显微硬度如图5所示。搅拌摩擦焊接头显微硬度呈W字形分布,母材显微硬度较高,维氏硬度(HV)接近180。焊缝中心位置为焊核区,维氏硬度(HV)达到160,硬度较周围热影响区大。热机影响区和热影响区受机械搅动与焊接热输入影响,显微硬度明显下降,硬度较低,最低为维氏硬度(HV)107,出现在前进侧热机影响区与热影响区过渡位置。
图5 搅拌摩擦焊接头显微硬度
8 结束语
搅拌摩擦焊是一种新型固相连接技术,质量高,成本低,绿色环保。通过进行高强度7055-T6铝合金搅拌摩擦焊组织与性能分析,得出三方面结论。
(1) 对于7055-T6铝合金,为了保证焊缝表面成型良好,应采用低主轴转速低焊接速度进行焊接。7055-T6铝合金中含有较多的铜与镁成分,较高的主轴转速会产生较大的热输入,焊接速度过快,会使焊缝内部塑性金属流动不充分,使表面金属与轴肩发生粘连,产生起皮缺陷。
(2) 7055-T6铝合金搅拌摩擦焊焊缝焊核区发生动态再结晶,形成细小的等轴晶粒。热机影响区和热影响区受到焊接热输入与机械搅动的影响,相对于母材晶粒发生长大,属于焊缝薄弱区域。
(3) 3.2 mm厚7055-T6铝合金搅拌摩擦焊的最优工艺参数为主轴转速850 r/min、焊接速度300 mm/min、下压量0.1 mm,接头平均抗拉强度可达471.6 MPa,强度因数可达0.85。接头显微硬度呈W字形分布,母材显微硬度最高,维氏硬度(HV)接近180。前进侧热机影响区与热影响区过渡位置显微硬度最低,维氏硬度(HV)仅为160左右。