基于SIMOTION D425的毛箔机直接张力控制系统
2024-01-09万筱剑万昭莹刘星宇
万筱剑,万昭莹,刘星宇
(1.深圳市唯川科技有限公司,广东深圳 518108;2.周口师范学院,河南周口 466001)
0 引言
随着微电子技术的飞速发展,多层线路板PCB 制造的层数越来越多,印制电路也越来越密集和精细,对制作印制电路板的主要材料铜箔的要求也越来越高,不仅要求越来越薄,而且要求各项物理化学性质稳定。铜箔的生产需要先进的技术装备,成熟的技术经验,先进的技术工艺,是一种有较强技术含量的行业。在铜箔收卷过程中,需要保持一定的张力,张力的大小以及稳定性对铜箔产品质量起重要作用。张力太大,可能会出现断箔,从而导致停机,影响生产效率,张力太小可能会出现褶皱,串卷等问题,影响铜箔产品质量[1-5]。
国内外学者根据卷绕系统的特点提出了多种张力控制方案,文献[6]提出了在收卷控制系统中采用张力控制器驱动磁粉离合器带动收卷辊运转的方式来保证张力和速度稳定;文献[7]提出了基于力矩平衡原理设计的无传感器张力控制方法,避免了使用张力传感器带来的测量延迟;文献[8]提出了以收卷辊控制速度,放卷辊控制张力的方法来实现恒张力恒速度控制效果;文献[9]提出了以磁粉离合器、张力传感器、矢量变频器实现恒张力控制;文献[10]在恒张力控制的基础上,设计了卷绕的双闭环、串极、动态控制系统,以三相力矩电机为主执行机构,结合转速、张力双闭环控制,实现了卷绕可控的张力设备;文献[11-13]分析了不同PID控制策略对张力控制的影响,不同的控制策略适用于不同的应用场景,均有效提高了张力控制的精度。以上研究推动了张力控制的发展,但是在实际生产中,影响毛箔张力以及控制精度的因素有很多,卷径计算的精度和实时性、张力传感器的精度、锥度的实际效果、张力闭环的稳定性等,都会影响毛箔成品。
为解决这些问题,在铜箔生产中,必须要保持张力稳定,线速度恒定,铜箔的生产设备中应该具备恒张力恒速度控制系统[2-5]。因此,本文基于毛箔收卷的工作原理提出一种直接张力闭环控制方法。以阴极辊作为速度基准,以收卷辊作为张力辊,并对闭环系统稳定性进行分析。采用积分分离的PID 控制器,实现毛箔收卷辊启动、加速、恒速运行、减速、刹车等工作状态,并且在这些工作状态下保持张力恒定。
1 毛箔机系统方案设计
1.1 系统构成
毛箔机是一种利用电解技术制备毛箔的设备。它使用电解铜或同等纯度的电线返回料作为原料,在含有硫酸铜的溶液中进行溶解。电解槽中有一个旋转的阴极辊作为阴极,用不溶性材料制成,它恒速旋转并浸泡在硫酸铜电解液中。在电解过程中,溶液中的铜会沉积在阴极辊表面,形成铜箔。铜箔的厚度由阴极电流密度和阴极辊的转速控制。当铜箔随着辊筒转出液面后,可以连续地从阴极辊上剥离,并经过卷取过程形成毛箔[5]。
对于实现恒张力控制的先进方法,目前有以下2 种常见方案。
(1)采用交流伺服电机。该方法使用交流伺服电机以力矩模式运行,并根据卷曲直径的变化来调整电机的控制指令,以维持恒定的张力,这样可以通过调整电机的输出力矩来保持恒定的张力,本质是一种张力开环的控制方式。
(2)采用力矩电机和张力传感器。这种方法使用力矩电机,并通过张力传感器来测量实际的张力。传感器的输出信号被送入张力调节器,以控制力矩电机从而实现恒定的张力控制。根据传感器的反馈信号调整力矩电机的输出,可以确保保持恒定的张力。
以上2 种方法在毛箔收卷控制中被广泛应用,以实现精确的张力控制,确保毛箔的收卷质量和一致性。毛箔收卷控制如图1所示,展示了方案2以张力闭环实现张力的恒定控制。

图1 铜箔收卷控制示意
目前的铜箔收卷是采用间接张力控制的,这种控制方式不检测铜箔的张力,而是对收卷系统的数学模型进行静态、动态分析,找出影响张力的物理量,数字化后通过程序进行控制,从而达到恒张力控制的目的。使用交流伺服电机并根据卷径变化调整控制指令,通过动态转矩补偿来间接地保持张力近似不变。虽然这种方法相对容易实现且系统稳定,但控制精度较直接张力闭环控制差。
1.2 公共直流母线供电方式
毛箔机传动系统由阴极辊电机系统和收卷辊电机系统组成,这2台电机由双轴驱动单元控制。在同一时刻,系统中收卷辊电机的旋转方向与转矩同向,电机处于电动状态,阴极辊电机的旋转方向与转矩反向,电机处于发电状态。处于发电状态的电机由于被动地被拖动从而产生电能,产生的能量如果不加以处理,就会导致系统过压保护。本文系统采用公共直流母线供电方式,可以将发电产生的电能通过回馈单元返回至直流母线,以供电动状态的电机使用,过多的能量回馈电网。
2 控制策略分析
2.1 收卷辊转矩限制张力闭环控制
在此恒张力控制系统中,线速度保持不变,收卷电机的卷径会随着卷材的增加变大,转速减小,转速跟卷径成反比,是始终在变化的。卷径通过实际的线速度与收卷电机的旋转速度计算得到,同时由于铜箔上的张力保持不变,换算到电机轴端的扭矩与卷径成正比。转矩限制模式张力闭环控制如图2所示。
电机转速和转矩的变化会影响铜箔上的张力,而阴极辊驱动电机的转速与铜箔线速度密切相关。如果控制不稳定,铜箔张力和电机转矩会相互影响,系统产生振荡,无法正常生产。因此,对收卷电机转矩进行控制非常重要。此外,随着收卷半径的增大,收卷辊的转动惯量也增大,转动惯量的变化会对张力的稳定产生影响。尤其是在整个系统启动、加速、减速、制动停机的过程中,铜箔张力均会有变化,从而影响铜箔的生产质量[1]。
张力控制的数学模型如图3 所示,通过这个模型可以方便地分析张力变化的过程[4]。模型中T为铜箔的张力;Dt为收卷辊的当前卷径;ω为收卷辊的当前角速度;Mt为产生张力T的等效拖动力矩,则建立的张力系统的动态平衡方程有:

图3 数学模型示意
式中:J为收卷辊的等效转动惯量;β为等效阻尼系数。
对于铜箔生产工艺要求来说,机列的运行速度较低,收卷辊的等效转动惯量随时间变化缓慢,则可以认为在短时间内是一个恒量,在稳态运行下,可以忽略阻尼系数的变化。因此,得到卷绕系统的稳态力矩平衡方程:
通过变换式(2)得出实时卷径与张力的关系:
从式(3)中可以看出张力与卷径成反比,随着收卷卷径的变化,收卷驱动电机的输出转矩也要随之改变,才能保持机列上铜箔张力的恒定。因此只要求出实时卷径值,同时控制好Mt-βω,使其随着卷径的改变而动态调整,即可保证铜箔运行张力恒定。
根据以往的生产经验,如果采取恒定的张力值进行整个正产过程,会使卷绕的成品铜箔内部受力不均,外层铜箔张力远大于内层铜箔张力,收卷辊上的铜箔会出现外紧内松,甚至内部出现褶皱的现象,影响产品质量,严重的甚至成为无法使用的废品。研究表明,在张力控制系统中添加锥度控制,可以有效解决这些问题,提高产品质量[14-16]。
根据张力锥度控制概念[4],可以用图4表示实时卷径与张力的对应关系。
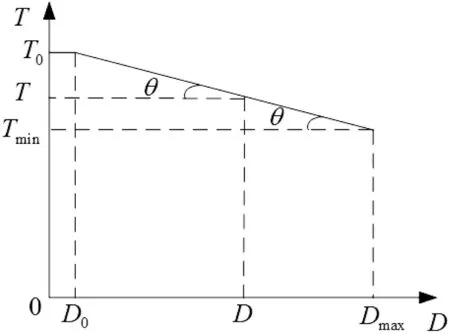
图4 锥度控制示意
那么,任意卷径时的张力可以通过以下公式来计算[5]:
式中:T0为初始张力,是卷取开始时的张力值;Tmin为终止张力,是最大卷径时的张力值,最大卷径是卷完所有铜箔时的卷径,当前卷径是当前所卷取的铜箔实时卷径。
这个公式可以根据具体情况进行调整,以适应实际生产中的需求。通过对张力进行锥度控制,可以保证卷绕的质量,避免发生铜箔张力不均、产生褶皱等问题。
2.2 阴极辊恒速度控制
阴极辊驱动电机为主速度控制电机,由于铜箔的厚度很薄,阴极辊上只有一层铜箔,所以直径可以认为是保持恒定的,只要保证阴极辊恒速运行,就能保持铜箔的线速度恒定。在张力建立的初始阶段以及停机张力保持阶段,由于阴极辊直径较大,不能忽略惯量,需要对加减速转矩和摩擦转矩进行补偿。放卷恒速控制如图5所示。

图5 放卷恒速控制示意
阴极辊驱动电机在正常运行阶段转速与转矩的方向是相反的,电机运行在第二象限,处于发电状态,通过驱动器的速度和电流双闭环来保证速度稳定。
2.3 收卷张力PID控制
普通PID 控制中引入积分环节的主要目的是消除静差并提高控制精度。然而,在一些情况下,系统输出会在启动、结束或大幅度增减设定值时出现较大偏差,这会导致PID 控制中的积分项大幅累积,当累积的积分项超过执行机构所允许的最大动作范围时,会引起系统的超调和振荡。为避免这种情况的发生,可以采用积分分离控制算法[17],具体步骤如下。
(1)定义一个设定阈值ε>0,当偏差超过这个阈值时,取消积分作用,使用PD控制。这样可以避免产生过大的超调,同时保持较快的系统响应。
(2)当偏差在设定阈值内时,引入积分控制,使用PID控制来消除静差并提高控制精度。
具体地,积分分离控制算法可以表示为:
式中:Kp、Ki、Kd分别为比例、积分和微分项的系数;t为采样周期;β为积分项的开关系数。
通过积分分离控制算法,可以在需要时引入积分控制,以消除静差并提高控制精度,在偏差较大时取消积分作用,以避免系统稳定性降低和超调量增大的问题。
张力传感器测量张力实际值并通过变送器送回SIMOTION,与设定的锥度张力比较,其差值通过积分分离的PID 调节后作为电机的扭矩限制值,形成张力闭环。当实际张力值与设定值的偏差小于阈值时,积分累加起作用,当偏差值大于阈值时,取消积分累加作用。这样既保证了张力系统无静差,又使系统有足够的稳定性[15-17]。
3 应用验证与效果分析
根据毛箔机的工艺要求,系统采用Profibus-DP 总线实现主从工作方式。主站采用SIMOTION D425 作为中心控制器,从站采用TP270 触摸屏实现分布式控制输入。收卷卷径计算、锥度控制、张力闭环、动态转矩补偿、转速控制均在中心控制器中完成。毛箔的张力、运行速度、生产的长度以及传感器的状态均在从站显示,同时在从站还可以输入工艺参数。
采用上述方案对毛箔机进行控制,取得了良好的效果。实际收卷电机的转速波动和转矩波动监控图如图6~7 所示。由图可知,转速波动为0.34%,转矩波动为1.75%,收卷电机转矩波动小,转速稳定,收卷的转速精度以及扭矩精度均优于张力开环运行状态。

图6 收卷电机转速波动

图7 收卷电机转矩波动
分析毛箔机的工作过程,根据控制模型设计整套控制方案,并对控制系统进行优化,实现闭环的恒速恒张力控制,成功应用于铜箔厂,其速度可达到12 m/min,最大可控张力为150 kg,可生产铜箔的规格为10~105 μm。经生产验证,该设备使用效果良好,毛箔不起皱,不串卷,不仅达到了该厂的技术指标,而且提高了铜箔的质量。该设备长时间运行无故障,维护简单,可替代国外同水平进口设备,降低设备维护成本,增强企业的竞争力。
4 结束语
本文根据毛箔收卷的工作原理提出了一种直接张力闭环控制方法,以阴极辊作为速度基准,以收卷辊作为张力辊,并对闭环系统的稳定性进行了分析,采用积分分离的PID 控制器,实现了毛箔收卷辊启动、加速、恒速运行、减速、刹车等工作状态,并且在这些工作状态下保持张力恒定。以西门子SIMOTION D425 为控制平台进行卷径计算、锥度调节、张力闭环PID 离散化实现。实际生产证明,该控制系统在线速度改变时候,铜箔上的张力保持在设定值,即可以实现不同线速度和不同张力下都能稳定运行,不受设定参数变化的影响,满足铜箔生产过程中对张力和速度的误差要求。
