基于三维双温模型的飞秒激光烧蚀面齿轮材料形貌研究
2024-01-08明兴祖刘海渔
袁 磊 明兴祖 李 湾 刘海渔 周 静 颜 敏
1. 湖南工业大学机械工程学院 湖南 株洲 412007
2. 湖南汽车工程职业学院机电工程学院 湖南 株洲 412000
1 研究背景
面齿轮是点接触共轭曲面齿轮的一种,是实现空间交错或相交传动的重要元件。它具有传动重合度大、承载能力强、传动噪声小且平稳等诸多优点,被广泛应用于航空航天、工程机械、大型精密装备等领域[1-2]。传统的机械零件加工方式受技术条件的限制,不能对齿面质量进一步提高,极大地约束了面齿轮的应用。而飞秒脉冲激光具有脉宽短、峰值功率高、加工热影响区域小等优点,由此实现的非线性激光制造技术,可以打破传统微纳制造的局限,实现各类难加工材料和复杂微纳结构的超精细制造[3]。飞秒激光在与靶材相互作用时,由于其峰值功率高、脉宽短的特性,靶材在皮秒的时间尺度内被气化,在气化的过程中将部分能量带走,从而降低了烧蚀凹坑周围的平均温度,极好地抑制了热影响区域的范围[4]。因此使用飞秒激光精修齿面,提高齿面质量成为了可能。
对于飞秒激光与物质作用方面的研究,Zhang J. P.等[5]提出了一种改进的双温方程研究飞秒激光加工高纵横比孔的应用。F. Bauer 等[6]对超短脉冲激光烧蚀金属过程中的热量累积进行了研究。Han J. 等[7]研究了飞秒激光与氧化锆之间的作用机理和作用过程。金方圆等[8]提出了短脉冲激光加工双温方程的优化运算,认为短脉冲激光与铜金属相互作用过程中,电子与晶格耦合项可以忽略,而传导项不可以忽略。N. A.Smirnov 等[9]采用分子动力学模型模拟飞秒激光烧蚀金属的过程,发现了金属材料在烧蚀过程中会出现断裂、相爆炸、碎裂和气化4 种情况。这也证实了飞秒激光加工金属材料时,材料的相变过程通常是多种机制共同作用的结果。明兴祖等[10]研究了飞秒激光烧蚀齿曲面的复耦合模型及形貌影响。G. Al-Malkawi等[11]研究了飞秒脉冲激光辐照靶材料的非平衡二维热演化。岳端木等[12]对飞秒激光加工镍钛合金的烧蚀阈值进行了实验研究。
上述学者在研究飞秒激光与靶材相互作用时,并未考虑随着烧蚀凹坑深度的增加,激光的离焦量是变化的;飞秒激光与靶材作用时,电子晶格耦合系数、电子热容、电子热导率及靶材对激光的反射率不是一个定值,而是随着电子温度变化的函数。因此,本文在研究飞秒激光与面齿轮材料18Cr2Ni4WA 的作用机理时,建立考虑动态吸收率效应和变离焦量效应的三维双温模型,分析电子、晶格温度的变化及烧蚀凹坑形貌的变化。
2 飞秒激光烧蚀面齿轮材料的物理作用过程
飞秒脉冲激光可以在极短时间内将极高的能量注入极小的区域,大量的激光能量在极小极薄的区域内沉积,使得原有的激光与材料的作用机理发生了根本性的转变,吸收方式从原有的线性共振吸收转变为非线性吸收[13]。同时飞秒激光在辐照靶材时产生的电场特别强,可达 2×1012V/m,超过氢原子电场(5×1011V/m),可以直接从原子中剥离电子,从根本上改变了光与物质作用的框架,使激光与原子、分子、自由电子、团簇以及等离子体的相互作用过程,进入到一个高度非线性的场强范围[14]。因此,飞秒脉冲激光与靶材的作用过程,可以用光子将能量传递给电子和电子将能量传递给晶格两个子系统来描述,如图1 所示。飞秒激光与靶材作用时,光子首先将能量传递给电子,电子通过多光子电离非线性吸收激光能量,电子温度迅速升高,而此时晶格仍然处于“冷却”状态;电子与晶格通过电声耦合的方式将能量传递给晶格,晶格的温度“缓慢”上升,当晶格温度达到材料的蒸发温度时迅速发生气化,完成对靶材的烧蚀。在整个烧蚀过程中,光子将能量传递给电子,电子将能量传递给晶格,整个能量传导过程都是在皮秒级别的时间尺度内完成。
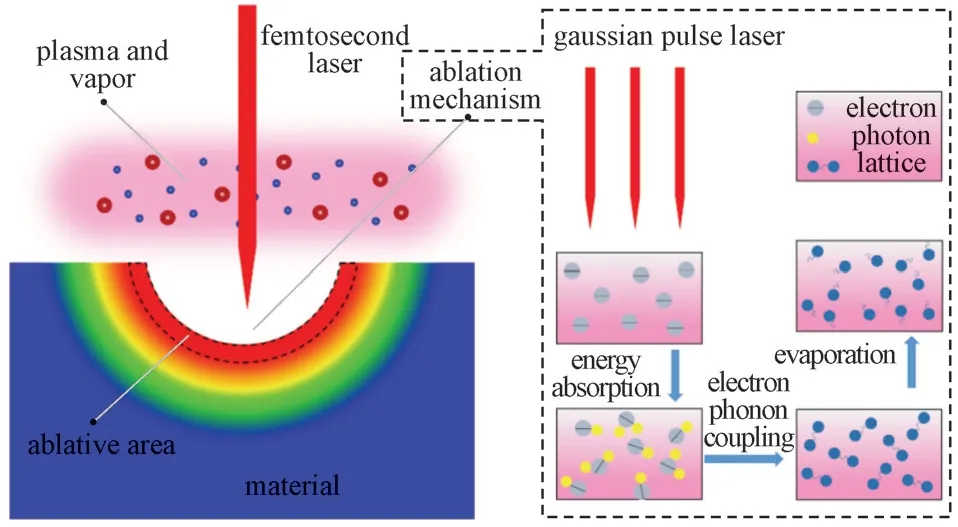
图1 飞秒激光烧蚀面齿轮材料能量转换过程Fig. 1 Energy conversion process of femtosecond laser ablation surface gear materials
3 三维双温模型的建立
考虑光子到电子、电子到晶格之间的能量传递是非线性的,飞秒激光与金属之间的作用原理可用双温模型[15]式(1)和(2)来描述。
式(1)~(2)中:Ce、Te、ke分别为电子热容、电子温度、电子热导率;
Cl、Tl分别为晶格热容、晶格温度;
G为电子晶格耦合系数;
t为时间;
Q(x,y,z,t)为作用在靶材上的热源项。
Chen J. K. 等[16]研究表明,电子晶格耦合系数是关于电子温度和晶格温度的函数,其表达式为
式中:Gel为300 K 时电子晶格的耦合系数;
De、Dl均为电子弛豫时间的材料常数,其中De代表电子与电子之间碰撞概率的量,Dl代表电子与晶格之间碰撞概率的量。
热源项Q(x,y,z,t)可以由高斯激光的能量项空间分布S(x,y,z)和能量项时间分布T(t)来表达[17]:
式(5)~(6)中:R为反射率;
α为吸收系数;
F为单脉冲激光能量密度;
x0、y0是激光光斑中心的平面坐标;
ω0为束腰半径;
tp为脉冲宽度。
Chen J. K. 等[18]研究表明,电子热容是电子温度的函数,其表达式如下:
式(7)~(8)中:Be为电子热容系数;
Tf为费米温度;
N为自由电子密度;
kb为玻尔兹曼常数。
S. I. Anisimov 等[19]研究表明,电子热导率ke是电子温度的函数,即
式中:k0为在300 K 时电子热导率;
η为电子热导常数。
在飞秒脉冲激光烧蚀齿面时,随着烧蚀凹坑深度的增加,激光在焦点区域的离焦量增大,而激光的能量强度减小,如图2 所示。光斑半径随离焦量的变化可用式(11)表示。
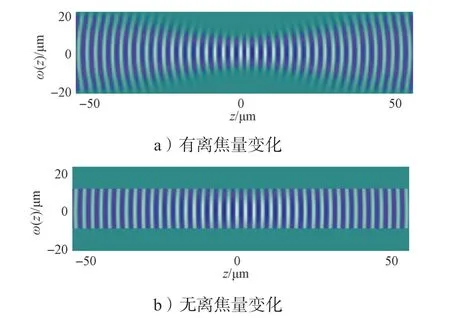
图2 激光在焦点区域离焦量变化的能量强度分布变化对比Fig. 2 Comparison of defocus variation of laser in focus region
式中:z为离焦量;
zR为瑞利距离,且,λ为波长。
因此,考虑离焦量变化的情况,能量项S(x,y,z)可表示为
实际上,入射到齿面的激光可以分解为3 部分,一部分是反射的激光、另一部分是折射的激光、第三部分是齿面表层吸收的激光。在以往的计算中,一般将吸收率当作常数是不准确的。因为激光照射靶材,靶材表面在温度上升的同时会产生氧化层,氧化层对能量的吸收有一定影响[20]。因此,靶材对激光的吸收率不是一个常数,故引入式(13)所示的动态吸收率[21]。
式中:c为光速;
ε0为真空介电常数;
β为电阻温度系数;
T0为靶材初始温度300 K;
σ0为靶材在300 K 下的电导率。
因此,考虑动态吸收率的情况下,能量项S(x,y,z)可表示为
4 仿真分析
在t=0 s、电子温度Te=300 K、晶格温度Tl=300 K 的初始条件下,用有限差分法仿真求解方程(1)和(2)。仿真材料为18Cr2Ni4WA;单脉冲飞秒激光在入射方向采取的位移步长为1 μm;时间尺度上采用的步长为0.1 ps。当飞秒激光与靶材相互作用时,靶材瞬间气化带走大部分热量,因此假定热量不会向烧蚀凹坑周围传递,故仿真边界条件为300 K。具体的仿真参数如表1~2 所示。
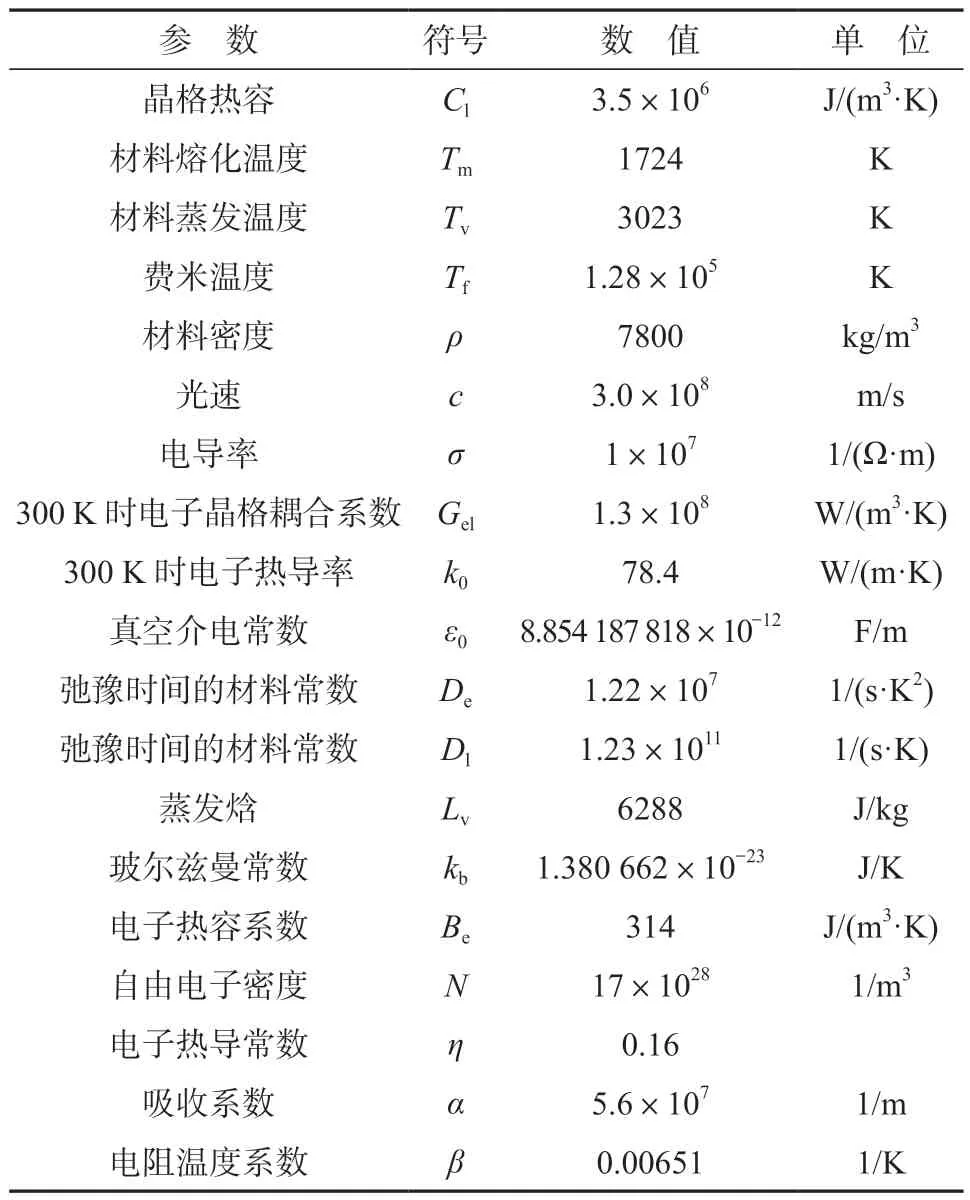
表1 仿真参数表Table 1 Simulation parameter table
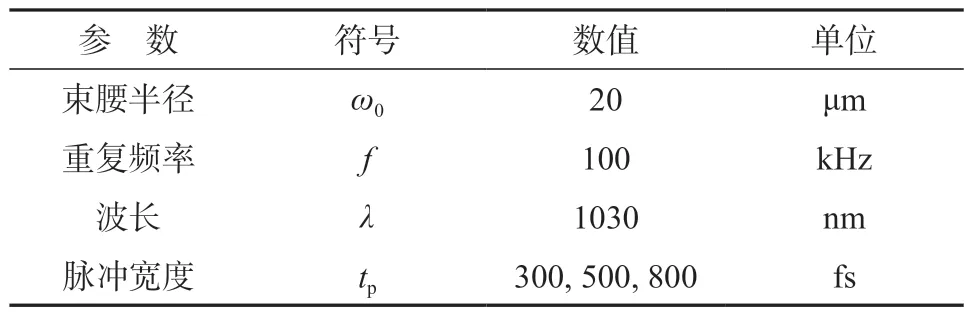
表2 激光参数表Table 2 Laser parameter table
4.1 单脉冲飞秒激光能量密度对烧蚀形貌的影响
用脉宽为800 fs、频率为100 kHz、能量密度依次为1.96, 2.77, 3.96, 4.76 J/cm2的单脉冲飞秒激光烧蚀面齿轮材料,仿真分析烧蚀过程中电子、晶格温度变化,结果如图3 所示。从图3 可以看出,当能量密度分别为1.96, 2.77, 3.96, 4.76 J/cm2时,电子的峰值温度分别为31 062, 33 455, 37 879, 40 821 K,晶格最高温度分别为27 431, 29 942, 34 388, 3 7205 K。随着单脉冲激光能量密度的增大,电子的峰值温度增大且上升速度极快,电子、晶格的平衡温度也增大,但是晶格温度的上升速度比较缓慢。这是因为电声耦合的时间是皮秒量级,而飞秒脉冲激光的脉宽时间是飞秒量级且电子热容远比晶格热容小。当飞秒激光作用靶材时,电子温度瞬间上升到峰值温度而晶格温度只缓慢上升,经过6~8 ps 晶格温度才与电子温度达到平衡状态。同时也可看出,无论单脉冲激光能量密度为多少,电子温度从300 K 达到峰值温度的时间是800 fs,即单脉冲激光能量密度的大小并不影响电子温度从300 K 达到峰值温度所用的时间。
用脉宽为800 fs、频率为100 kHz、能量密度依为1.96, 2.77, 3.96, 4.76, 9.53, 11.12 J/cm2的单脉冲飞秒激光烧蚀面齿轮材料,仿真分析材料烧蚀形貌的变化,结果如图4~5 所示。从图4~5 可以看出,单脉冲激光能量密度增大,烧蚀凹坑的深度和直径增大。这是因为光子先被电子非线性吸收,经过800 fs 电子温度瞬间上升到峰值温度,电子的峰值温度越高则电子、晶格的平衡温度也越高,当晶格温度达到靶材的气化温度时,靶材被瞬间气化形成烧蚀凹坑。因此电子晶格的平衡温度越高烧蚀凹坑的深度和直径越大。
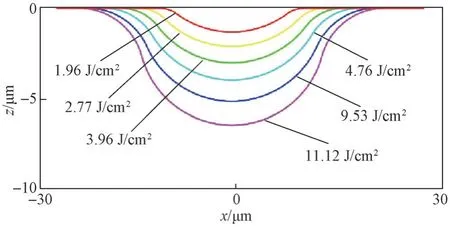
图5 不同能量密度下烧蚀凹坑x- 平面仿真截面图Fig. 5 x- plane simulation cross-section of ablative pits at different energy densities
4.2 单脉冲飞秒激光脉宽对烧蚀形貌的影响
用功率为1.23 W、频率为100 kHz、脉宽分别为300, 500, 800 fs 的单脉冲飞秒激光烧蚀面齿轮材料,仿真分析烧蚀过程中电子、晶格温度变化和材料烧蚀凹坑形貌变化,结果如图6~7 所示。
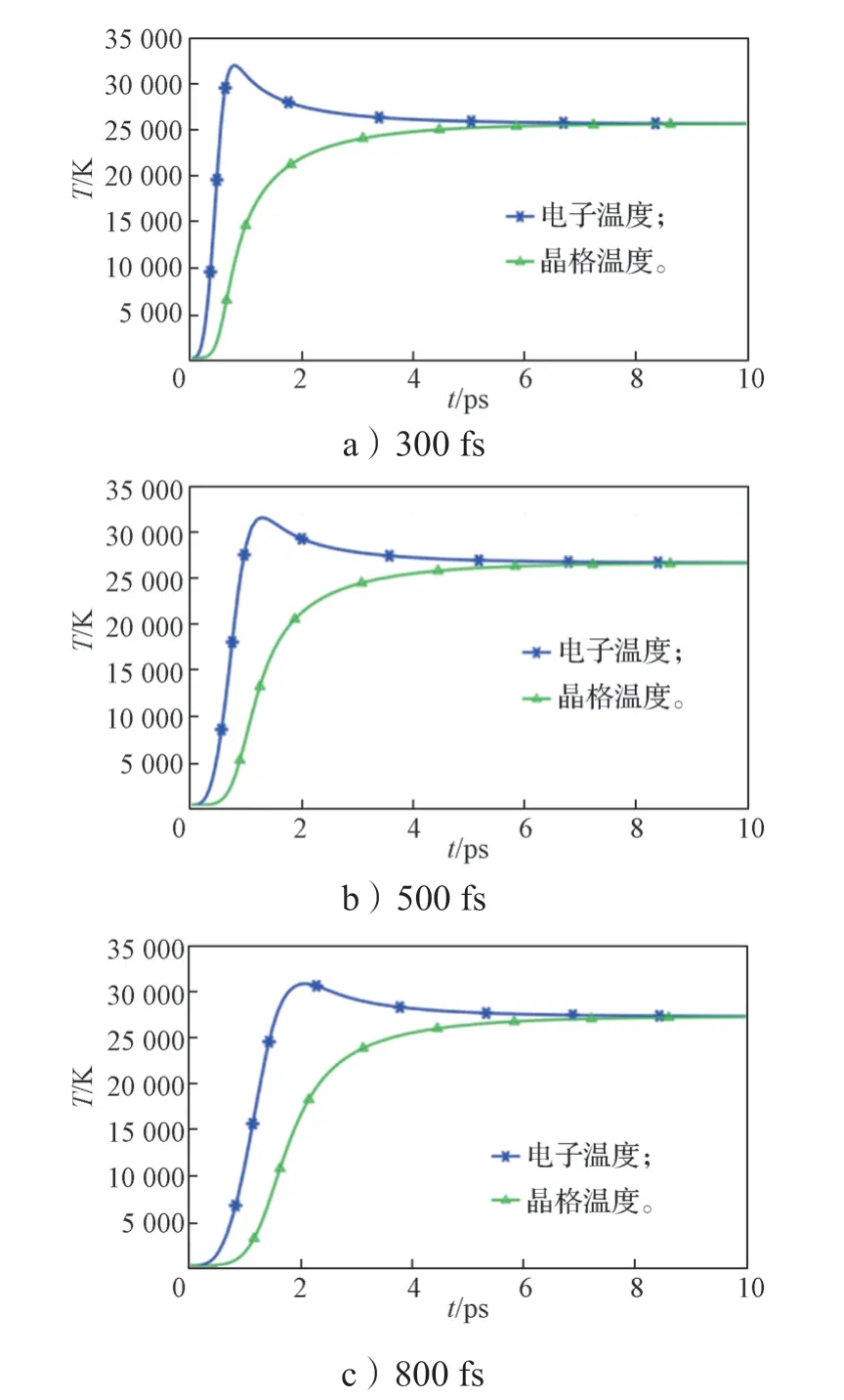
图6 不同脉宽下电子、晶格温度变化曲线Fig. 6 Electron and lattice temperature curves at different pulse widths
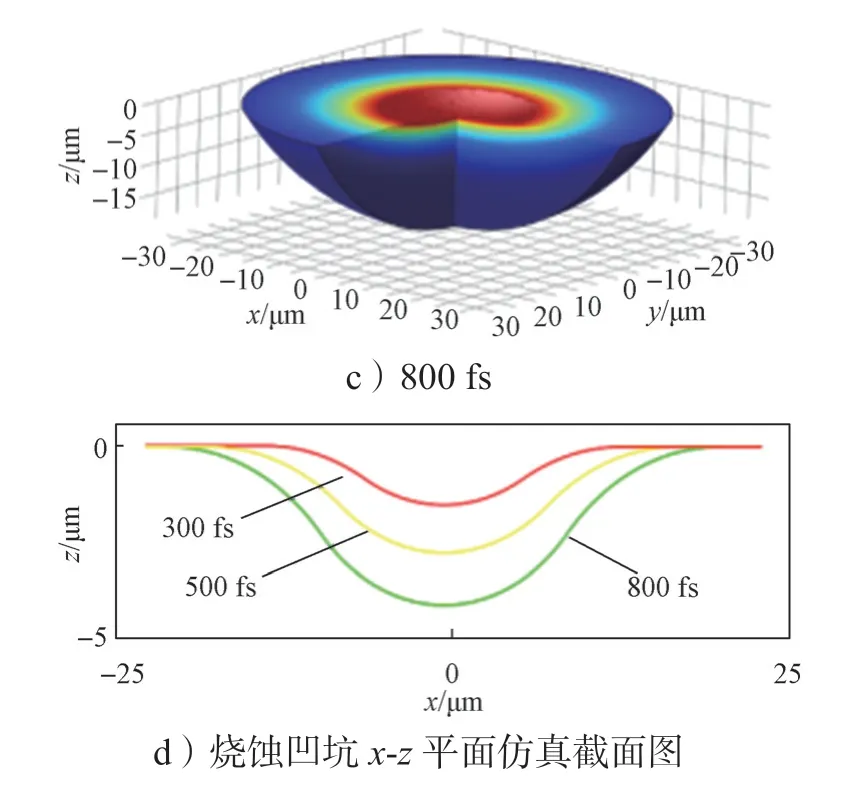
图7 不同脉宽下烧蚀凹坑形貌仿真结果Fig. 7 Simulation of ablative pits with different pulse widths
从图6 可以看出,随着脉宽增大,电子的峰值温度分别为32 120, 31 050, 30 500 K,电子的峰值温度虽然在减小,但是变化并不明显;电子、晶格达到平衡温度的时间变长;平衡温度都在26 000 K 左右。
从图7 可以看出,烧蚀凹坑形貌(深度、直径)随脉宽的变化不明显,因此可以判断脉宽变化对烧蚀形貌的影响不显著。
5 实验及对比分析
激光加工实验设备示意图如图8 所示。采用FemtoYL-100 型飞秒激光器,通过电脑系统设置激光参数和加工工艺参数,产生波长为1030 nm、频率为100 kHz、束腰半径为20 μm 的激光。通过控制三维振镜系统的振动方向和频率实现对光束的精确控制;同时由液压系统控制的加工平台可以在x、y、z三个方向自由移动、也可以绕着x、y、z三个轴转动,使得激光可以对靶材进行全方位加工。在实验过程中实时对加工位置吹入氩气,一方面可以有效防止加工部位表面氧化,另一方面也将气化的靶材吹离激光入射路径,防止气化的靶材对实验造成误差。采用CCD相机连续监控靶材的扫描过程。采用三维超景深显微镜HIROX KH-7700 观察激光烧蚀后的凹坑形貌。
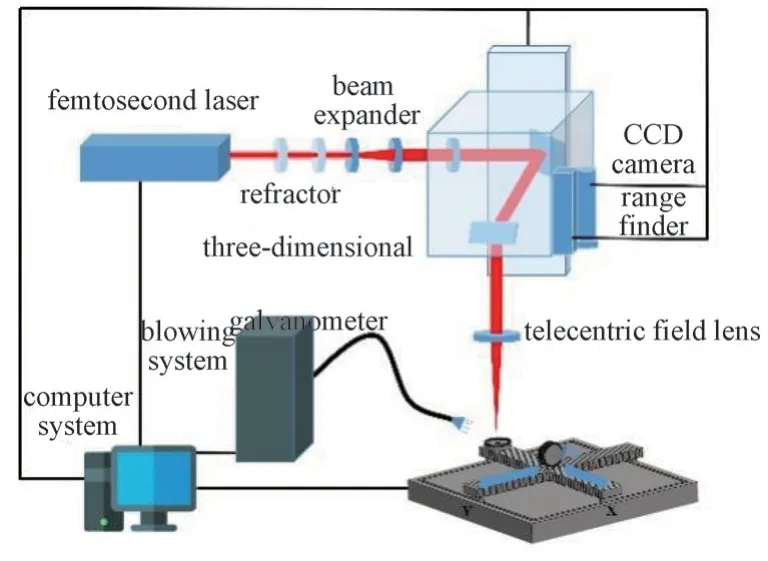
图8 实验加工设备示意图Fig. 8 Schematic diagram of experimental processing equipment
5.1 激光能量密度对烧蚀形貌的影响
设置激光器频率为100 kHz、脉宽为800 fs、功率分别为1.23, 1.74, 2.49, 2.99, 5.99, 6.99 W,对应的激光能量密度分别为1.96, 2.77, 3.96, 4.76, 9.53, 11.12 J/cm2,对面齿轮材料进行单脉冲烧蚀实验,烧蚀形貌如图9 所示。

图9 不同能量密度下面齿轮材料烧蚀形貌图Fig. 9 Ablative morphologies of gear materials at different energy densities
由图9 可知:1)不同能量密度下的烧蚀凹坑是圆锥形。因为高斯激光能量强度的空间分布是中间最大,往外沿着高斯轮廓逐渐降低,因此飞秒激光与靶材作用形成的烧蚀凹坑是圆锥形。2)当能量密度为1.96 J/cm2时,脉冲激光作用在齿面上所形成的烧蚀凹坑并不明显,说明此时的能量密度不能对靶材形成有效的烧蚀。3)当激光能量密度依次增加为2.77,3.96, 4.76 J/cm2时,烧蚀凹坑的深度和直径逐渐增大,说明对靶材造成了有效的烧蚀。4)当能量密度增大到9.53, 11.12 J/cm2时,烧蚀凹坑内部有凸起,烧蚀凹坑内部底部凹凸不平。这是因为激光能量过大,烧蚀凹坑近表层材料达到气化温度瞬间气化;而烧蚀凹坑远表层材料只是达到熔化温度并没有达到气化温度不能及时排出。因此在烧蚀凹坑内部形成熔融堆积物,待烧蚀凹坑冷却后附着在烧蚀凹坑内部造成烧蚀凹坑内表面凹凸不平。
用飞秒脉冲激光对齿面进行烧蚀时,要注意对脉冲激光能量密度的选择,脉冲激光能量密度过小不会对齿面造成有效烧蚀,脉冲激光能量密度过大会造成烧蚀凹坑形貌粗糙,溅出的熔融物会在烧蚀凹坑周围冷却形成熔融堆积物,有损齿面的表面质量。
5.2 激光脉宽对烧蚀形貌的影响
设置激光器的能量密度为4.76 J/cm2,频率为100 kHz,脉宽分别为300, 500, 800 fs 进行单脉冲烧蚀实验,结果如图10 所示。

图10 不同脉宽下的烧蚀形貌图Fig. 10 Ablative topography of different pulse widths
由图10 可知:1)当脉宽为300 fs 时,烧蚀凹坑的深度为3.926 μm、直径为45.206 μm,且烧蚀凹坑轮廓清晰,说明齿面受到的热损伤较小。2)当脉宽为500 fs 时,烧蚀凹坑深度为4.152 μm、直径为44.032 μm,且烧蚀凹坑轮廓清晰,说明受到的热损伤较小。3)当脉宽为800 fs 时,烧蚀凹坑深度为4.585 μm、直径为37.935 μm,且烧蚀凹坑轮廓清晰,说明受到的热损伤较小。随着单脉冲激光脉宽的增加,烧蚀凹坑的深度和直径变化并不显著,说明在不同脉宽下电子、晶格平衡温度实际相差不大,因此烧蚀凹坑的形貌并无显著差别。这与4.2 节的仿真结果基本吻合。
5.3 激光脉冲数对烧蚀形貌的影响
设定激光功率为1.87 W、脉宽为800 fs、频率为100 kHz、脉冲数N分别为50, 100, 200, 500, 1000,2000 进行多脉冲激光烧蚀实验,研究激光脉冲数对烧蚀形貌的影响,结果如图11 所示。由图11a~c 可知,随着激光脉冲数的增加,烧蚀凹坑深度有增大的趋势且烧蚀凹坑轮廓光滑清晰,烧蚀凹坑底部无熔融堆积物。由图11e~f 可知,在脉冲数N为1000, 2000 时,烧蚀凹坑边缘处受到的热损伤较严重,轮廓边缘不光滑。这是因为脉冲数过大,受能量累积的影响,烧蚀凹坑底部熔融的材料不能及时从烧蚀凹坑底部排出,在烧蚀凹坑底部形成熔融堆积物而使其深度反而减小。因此,对于提高齿面质量,并不是脉冲激光数越多越好,脉冲激光数存在一个阈值,即脉冲激光数没有超过这一阈值时,烧蚀形貌受到熔融堆积物和热损伤的影响较小,烧蚀形貌优良;而脉冲激光数超过这一阈值,烧蚀凹坑形貌受熔融堆积物和热损伤的影响比较大,烧蚀凹坑形貌粗糙。
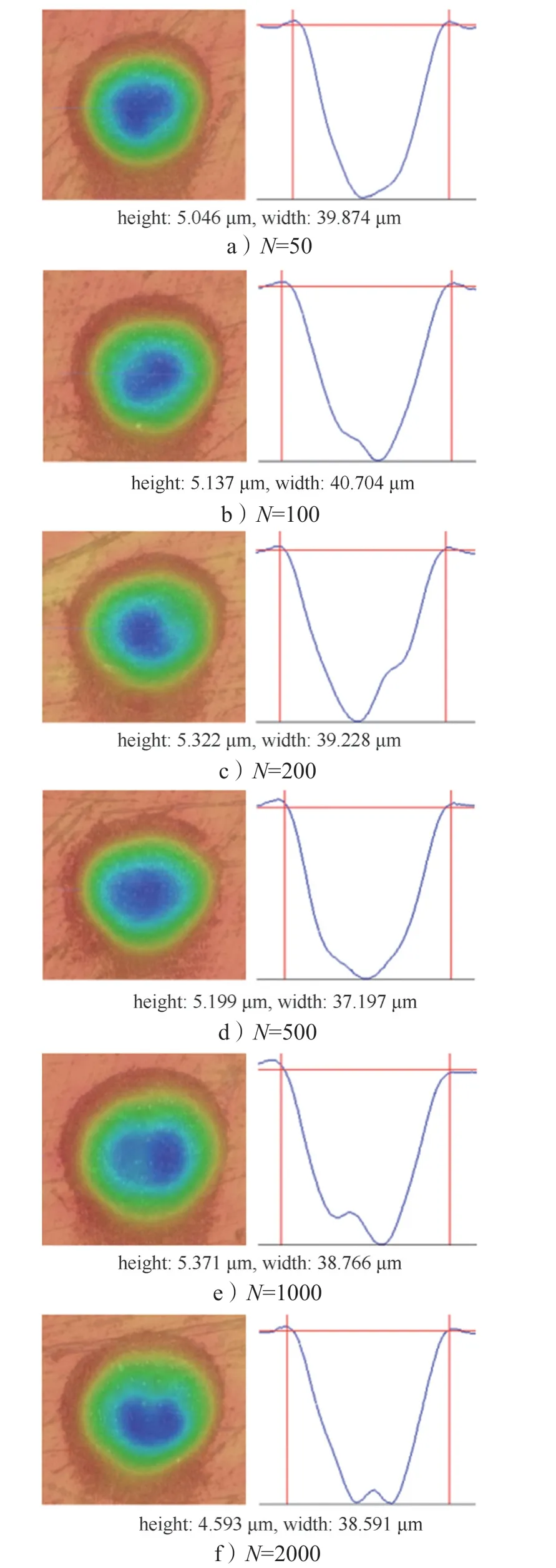
图11 不同脉冲数时的烧蚀形貌图Fig. 11 Ablative morphology of different pulse numbers
6 结论
综上所述可得如下结论:
1)单脉冲飞秒激光能量密度越大,电子和晶格的峰值温度越高,随着能量密度的增加烧蚀凹坑的直径和深度增大。当能量密度小于9.53 J/cm2时,烧蚀凹坑的形貌较好,烧蚀凹坑轮廓清晰、烧蚀凹坑底部没有熔融堆积物;而在能量密度达到9.53 J/cm2之后,烧蚀凹坑的形貌变差,烧蚀凹坑边缘受到的热损伤较大,且烧蚀凹坑底部存在未及时排出的熔融堆积物。
2)飞秒激光脉宽变化对烧蚀凹坑形貌影响不大,烧蚀凹坑直径和深度的变化随脉宽变化不明显。
3)不同的飞秒激光脉冲数对烧蚀凹坑的形貌影响较明显。当脉冲数为50, 100, 200, 500 时,烧蚀凹坑的形貌良好,烧蚀凹坑边缘较光滑,烧蚀凹坑底部没有明显的熔融堆积物;而当脉冲数为1000, 2000 时,烧蚀凹坑的轮廓因受到的热损伤比较严重而变得粗糙,烧蚀凹坑底部也存在熔融堆积物。
