响应面法优化真菌CHS3 发酵产物中柴胡皂苷d 的提取工艺*
2024-01-07刘博,高宁
刘 博,高 宁
(黑龙江中医药大学教育部北药基础与应用研究重点实验室,黑龙江 哈尔滨 150040)
柴胡皂苷d(saikosaponin d,SSd)为五环三萜齐墩果烷型衍生物,是中药柴胡的主要有效成分,现代研究表明,SSd 在治疗肿瘤、氧化损伤、炎症反应等方面展现出良好效果,还具有免疫调节、保肝护肝等多种作用[1,2]。现阶段SSd 的获得途径主要是从柴胡药材中提取分离,然而柴胡野生资源有限、栽培柴胡则存在占用耕地、生长周期长等问题,影响SSd 的生产及应用[3,4]。本课题组前期从狭叶柴胡中分离得到一株能够合成SSd 的内生真菌CHS3[5]。然而,有关从CHS3 菌体中提取SSd 的方法研究尚未见报道,限制了相关菌种进一步工业化应用。考虑到超声辅助提取法具有设备简单、操作方便、对样品破坏小、提取效率高等优点[6],本研究拟采用超声辅助提取法从CHS3 菌体中提取分离SSd,并利用单因素分析结合响应面法分析溶剂浓度、料液比、超声功率、超声时间与超声温度对SSd 产量的影响,优化SSd 提取工艺,为利用发酵工程生产SSd 奠定理论与实验基础。
1 实验部分
1.1 材料与试剂
真菌CHS3 分离自狭叶柴胡,保存于黑龙江中医药大学药学院生物技术教研室。
CHS3 菌体的获取 无菌条件下挑取CHS3 菌丝,接种于适量马铃薯蔗糖液体(Potato Dextrose Broth,PDB) 培养基中,28℃、160r·min-1振荡培养5d,随后,按1∶10(v∶v)转移至新鲜PDB 培养基扩大培养,28℃、160r·min-1振荡培养10d。扩大培养结束后,抽滤除去液体培养基,60℃烘干得到CHS3 菌体备用。
PDB 培养基干粉(北京索莱宝科技有限公司);无水乙醇(天津市富宇精细化工有限公司);甲醇、乙腈,色谱纯,上海阿拉丁生化科技股份有限公司;柴胡皂苷d 对照品(中国食品药品鉴定研究院);蒸馏水(广州屈臣氏食品饮料公司)。
1.2 仪器与设备
DL-CT-2NDIA 型超净工作台(北京东联哈尔仪器制造有限公司);DLHR-Q200 型恒温振荡器(北京东联哈尔仪器制造有限公司);SHD-D(Ⅲ)型循环水多用真空泵(巩义市予华仪器有限责任公司);鼓风干燥箱(上海博迅实业有限公司);FA1204 型电子分析天平(上海精科天美科学仪器有限公司);KQ-600KDE 型超声清洗仪(昆山市超声仪器有限公司);R220 型旋转蒸发仪(上海申生科技有限公司);UltiMate 3000 型高效液相色谱仪(赛默飞世尔科技(中国)有限公司)。
1.3 柴胡皂苷d 提取工艺流程
取干燥后CHS3 菌体粉碎,精密称取10.00g 菌体,置于200mL 圆底烧瓶中,依照实验设计加入乙醇溶液,设置超声提取仪的超声功率、时间及温度,超声提取SSd,提取结束后过滤,对滤渣重复上述提取过程。合并2 次滤液,50℃旋转蒸发减压浓缩,最终定容至10mL,得到SSd 提取液。
1.4 高效液相色谱法检测柴胡皂苷d 含量
1.4.1 对照品溶液制备 精密称取SSd 对照品5.0mg 置于10mL 容量瓶中,加甲醇溶解并定容至刻度,摇匀,得到对照品溶液。
1.4.2 供试品溶液的制备 取2mL SSd 提取液,50℃烘干,加入色谱甲醇重新溶解并定容至1mL,0.45μm 微孔滤膜过滤,即得供试品溶液。
1.4.3 HPLC 色谱条件 色谱柱为HypersilTMODS C18色谱柱(250mm×4.6mm,5μm),流动相采用乙腈-水梯度洗脱(0~30min:25%乙腈∶75%水→90%乙腈∶10%水),流速1.0mL·min-1,检测波长210nm,柱温30℃,进样量20μL。
1.4.4 SSd 标准曲线的建立 取SSd 对照品溶液,色谱甲醇稀释至终浓度分别为0.0025、0.005、0.01、0.02、0.04、0.08、0.1mg·mL-1,按1.4.3 中色谱条件进行检测,以峰面积为纵坐标(Y),以SSd 对照品浓度为横坐标(X),绘制标准曲线,得到线性回归方程:Y=107.15X+0.083,R2=0.9986,说明SSd 在0.0025~0.1mg·mL-1浓度范围内与峰面积呈良好线性关系。
1.4.5 计算SSd 产量 对SSd 提取液进行HPLC 分析,得到SSd 峰面积,通过对照品标准曲线回归方程计算SSd 提取液浓度c。利用下式计算SSd 产量:
式中c:提取液浓度,μg·mL-1;V:提取液总体积,mL;m:干燥菌体质量,g。
1.5 单因素实验
1.5.1 乙醇浓度对SSd 产量的影响 以浓度分别为30%、50%、70%、85%、95%的乙醇作为溶剂,料液比为1∶10(g∶mL),超声功率设为300W,30℃提取30min,平行实验3 次。
1.5.2 料液比对SSd 产量的影响 分别设置料液比为1∶5、1∶10、1∶15、1∶20、1∶25(g∶mL),以70%乙醇作为溶剂,超声功率设为300W,30℃提取30min,平行实验3 次。
1.5.3 超声功率对SSd 产量的影响 超声功率分别设置为100、200、300、400、500W,以70%乙醇作为溶剂,料液比为1∶10(g∶mL),30℃提取30min,平行实验3 次。
1.5.4 超声时间对SSd 产量的影响 超声时间分别设置为10、20、30、40、50min,以70%乙醇作为溶剂,料液比为1∶10(g∶mL),超声功率设为300W,提取温度为30℃,平行实验3 次。
1.5.5 超声温度对SSd 产量的影响 超声温度分别设置为30、40、50、60、70℃,以70%乙醇作为溶剂,料液比为1∶10(g∶mL),超声功率设为300W,提取30min,平行实验3 次。
1.6 响应面优化实验设计
基于单因素实验结果,选取乙醇浓度、料液比、超声时间、超声温度作为影响因素,以SSd 产量为响应值,设计4 因素3 水平的Box-Behnken 响应面优化实验,并通过回归方程拟合得到最佳提取工艺。实验因素与水平见表1。

表1 响应面实验设计因素与水平Tab.1 Factors and levels of the response surface design
1.7 数据处理
采用SPSS 20.0 对单因素实验结果进行数据分析,采用Design-Expert 13.0 进行响应面实验设计与分析。
2 结果与讨论
2.1 单因素实验结果分析
2.1.1 乙醇浓度对SSd 产量的影响 乙醇浓度对SSd 产量的影响结果见图1。

图1 乙醇浓度对SSd 产量的影响Fig.1 Effect of ethanol concentration on SSd production
由图1 可见,乙醇浓度从50%升至70%的过程中,SSd 的产量逐渐增加,在乙醇浓度为70%时,SSd产量最高;此后,随着乙醇浓度继续上升,SSd 的产量则呈下降趋势。结果表明,乙醇浓度对SSd 的产量有较大影响,可能是由于乙醇浓度的改变造成提取溶剂的极性改变,影响了SSd 及部分杂质的溶出度,从而影响了SSd 的产量。因此,选择60%、70%、80%作为响应面分析中乙醇浓度的水平。
2.1.2 料液比对SSd 产量的影响 料液比对SSd 产量的影响结果见图2。

图2 料液比对SSd 产量的影响Fig.2 Effect of material-liquid ratio on SSd production
由图2 可见,SSd 产量随着提取溶剂体积的增加而呈上升趋势,当料液比达到1∶20(g∶mL)时,SSd产量达到最大值;溶剂体积继续增加时,SSd 产量则出现下降。其结果表明,料液比对SSd 产量有一定影响,溶剂体积越大,SSd 溶出效果越好。因此,选择1∶15、1∶20、1∶25(g∶mL)作为响应面分析中料液比的水平。
2.1.3 超声功率对SSd 产量的影响 超声功率对SSd 产量的影响结果见图3。
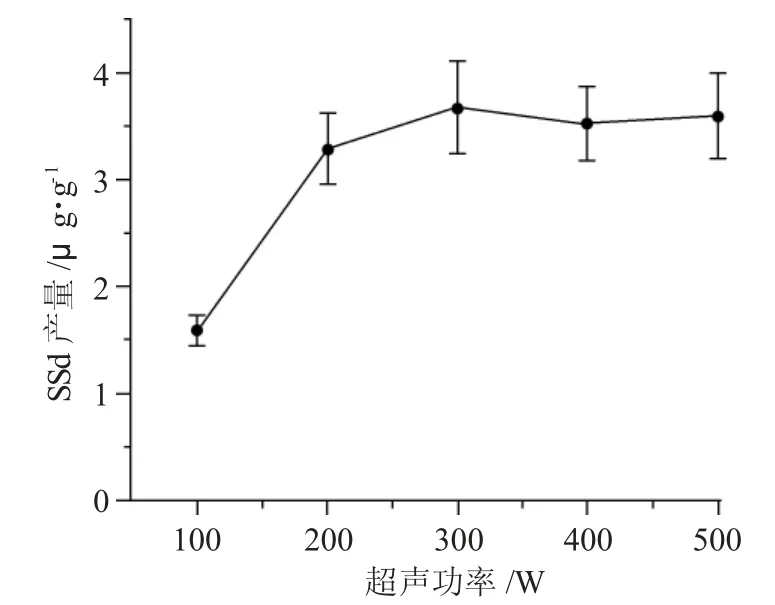
图3 超声功率对SSd 产量的影响Fig.3 Effect of ultrasonic power on SSd production
由图3 可见,超声功率在100~300W 之间时,超声功率越大,SSd 的产量越高;而超声功率超过300W 时,SSd 产量无显著差异。其结果表明,超声功率较高(>300W)时,超声功率对SSd 的产量无显著影响。综合提取效果与能量消耗等因素,选择300W作为SSd 提取的超声功率。
2.1.4 超声时间对SSd 产量的影响 超声时间对SSd 产量的影响结果见图4。
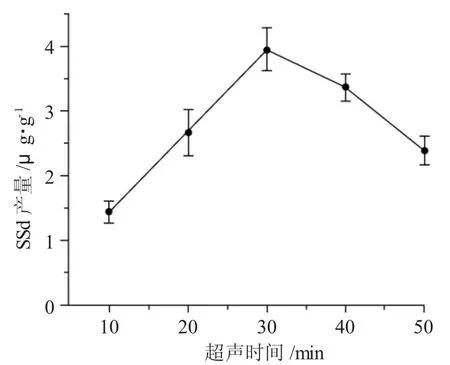
图4 超声时间对SSd 产量的影响Fig.4 Effect of ultrasonic time on SSd production
由图4 可见,随着超声时间的增加,SSd 的产量呈现出先升高后降低的趋势。超声提取过程初期,随着超声时间的增加,组织与细胞破碎程度加大,有利于SSd 的溶出,从而提高SSd 产量;当超声时间进一步延长(>30min),其它成分的含量增加影响了SSd的溶出及稳定性,使得SSd 产量下降。因此,选择20、30、40min 作为响应面分析中超声时间的水平。
2.1.5 超声温度对SSd 产量的影响 超声温度对SSd 产量的影响见图5。
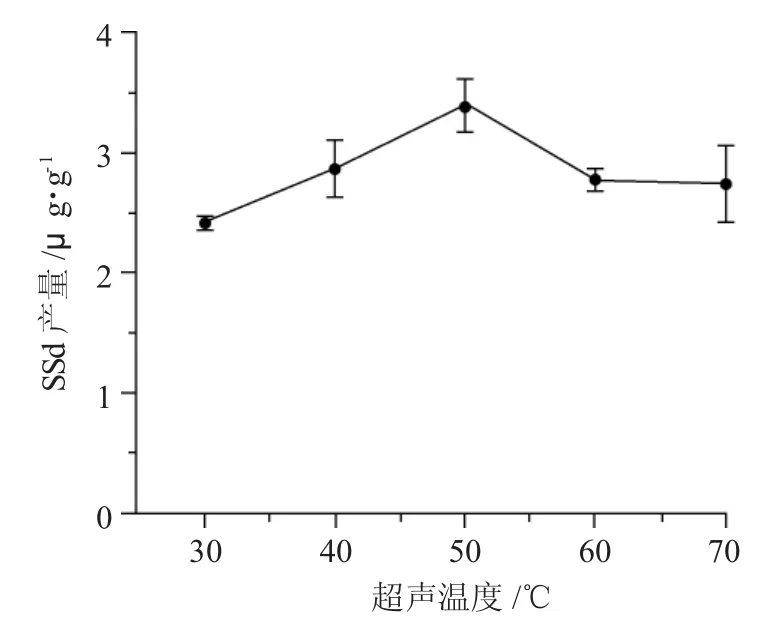
图5 超声温度对SSd 产量的影响Fig.5 Effect of ultrasonic temperature on SSd production
由图5 可见,随着超声温度的升高,SSd 产量呈上升趋势,当超声温度为50℃时,SSd 产量达到最大值;此后,随着超声温度的进一步升高,SSd 产量呈下降趋势。提取温度升高能够促进SSd 的分子扩散,提高SSd 溶出速度与产量,但温度过高会影响SSd在溶液中的稳定性,降低SSd 产量。因此,选择40、50、60℃作为响应面分析中超声温度的水平。
2.2 响应面优化实验结果分析
2.2.1 响应面实验结果 基于Box-Behnken 实验设计进行响应面分析,结果见表2。

表2 响应面实验设计结果Tab.2 Results of response surface test
2.2.2 模型拟合与方差分析
利用Design-Expert 13.0 对响应面实验结果进行分析,得到SSd 产量(Y)与实验因素的二次多元回归方程:Y=3.83-0.015A+0.225B-0.1625C+0.3375D+0.4900AB-0.0350AC+0.1150AD+0.0825BC+0.0725BD+0.0250CD-0.5482A2-0.5132B2-0.2969C2-0.3594D2。式中:Y为SSd 产量;A 为乙醇浓度;B 为料液比;C 为超声时间;D 为超声温度。方差分析结果见表3。
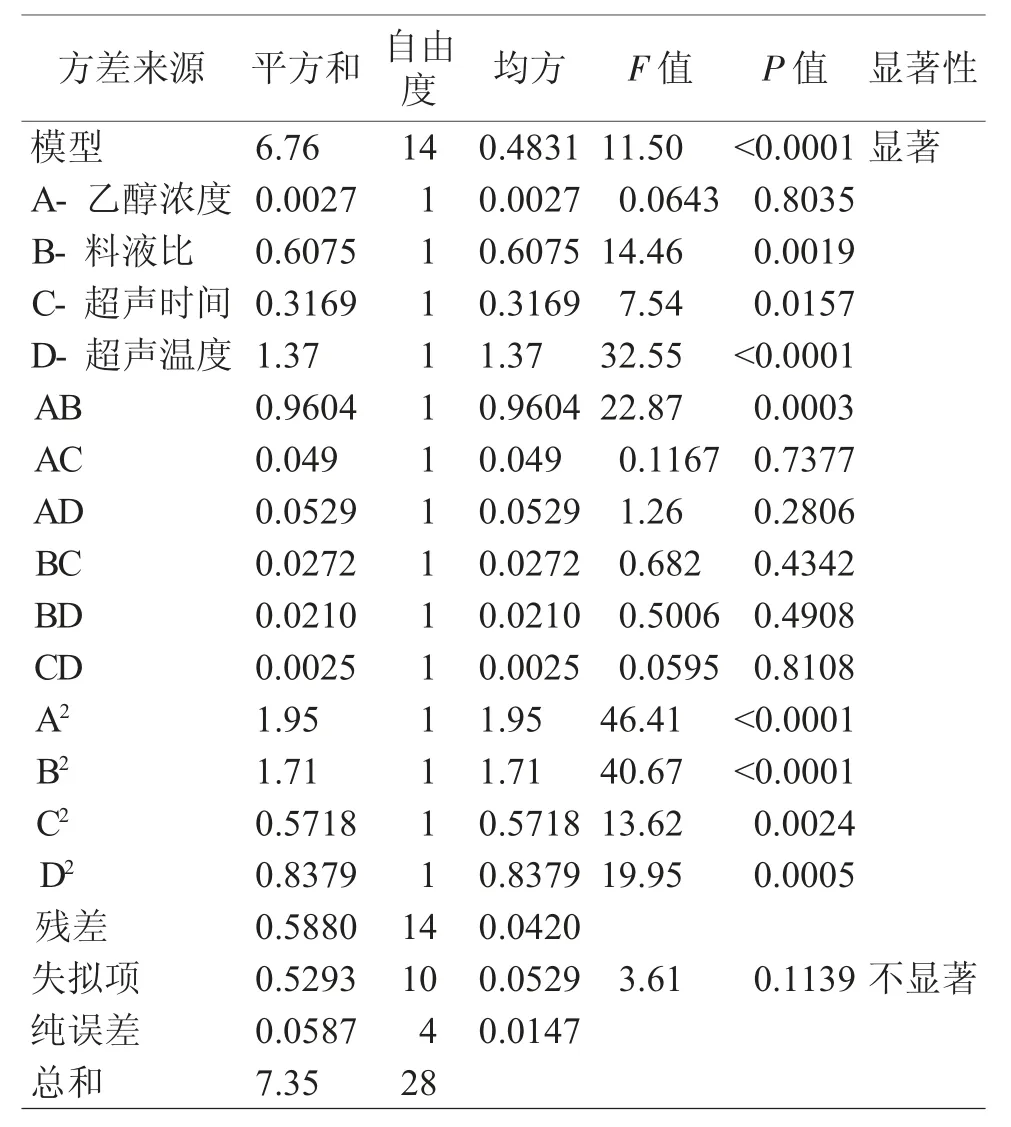
表3 二次回归模型的方差分析结果Tab.3 Variance analysis results of quadratic regression model
由表3 可见,模型F=11.50,P<0.0001,表明回归模型极显著;失拟项F=3.61,P=0.1139(P>0.05),影响不显著。分析结果表明模型拟合程度良好,可用于SSd 产量的预测与分析。
2.2.3 响应面交互作用分析及提取工艺优化结果响应面分析中各因素间交互作用结果见图6~8。

图6 乙醇浓度与料液比、超声时间、超声温度交互作用对SSd 产量的影响Fig.6 Effect of the interaction between material liquid ration, ultrasonic time, ultrasonic temperature and ethanol concentration on the yield of SSd
响应面分析相互作用图中,曲面的斜率与等高线的形状是各因素间相互作用关系的直观体现[7]。由图6(a)可见,乙醇浓度(A)与料液比(B)交互作用曲面图中,曲面陡峭,等高线图呈椭圆形,表明在SSd 提取过程中乙醇浓度与料液比间相互作用显著。由图6(b)可见,乙醇浓度(A)与超声时间(C)交互作用曲面图中,曲面平缓,等高线近椭圆形,表明在SSd 提取过程中乙醇浓度与超声时间相互作用不显著。此外,由图6(c)、图7 及图8 可见,乙醇浓度(A)与超声温度(D)、料液比(B)与超声时间(C)、料液比(B)与超声温度(D)以及超声时间(C)与超声温度(D)的交互作用曲面图中曲面斜率均较低,曲面平缓,等高线均近圆形,表明在SSd 的提取过程中,乙醇浓度与超声温度、料液比与超声时间、料液比与超声温度、超声时间与超声温度的交互作用不显著。

图7 料液比与超声时间、超声温度交互作用对SSd 产量的影响Fig.7 Effect of the interaction between ultrasonic time, ultrasonic temperature and material liquid ratio on the yield of SSd

图8 超声时间与超声温度交互作用对SSd 产量的影响Fig.8 Effect of the interaction between ultrasonic temperature and ultrasonic temperature on the yield of SSd
利用Design-Expert 13 对CHS3 中SSd 的提取工艺进行优化,得到最优条件为:乙醇浓度为71.998%;料液比为1∶22.289(g∶mL);超声时间为28.359min;超声温度为55.80℃。此条件下模型预测SSd 产量为3.962μg·g-1。
2.2.4 优化条件的验证实验 为方便实际操作,将分析所得最优提取条件调整为:乙醇浓度为72%;料液比为1∶22(g∶mL);超声时间为28min;超声温度为56℃;超声功率300W。在此条件下,取CHS3 发酵产物进行5 次平行实验进行验证。结果显示,5 次验证实验中,SSd 的产量分别为3.934、3.886、3.929、3.974、3.916μg·g-1,SSd 平均产量为3.928μg·g-1,RSD 值为0.81%,与预测值接近。实验结果表明,模型预测性良好,所得工艺条件可靠。
3 结论
本研究通过单因素分析结合Box-Behnken 实验设计,对从真菌CHS3 发酵产物中提取柴胡皂苷d的工艺方案进行优化。结果表明,CHS3 发酵产物中提取SSd 的最优工艺为:72%的乙醇超声提取,料液比为1∶22(g∶mL),超声功率为300W,超声时间为28min,超声温度为56℃;该工艺条件下SSd 平均产量为3.928μg·g-1。本研究结果为利用发酵工程生产SSd 提供理论与实验参考。
