Q235B 热轧钢带冲折开裂分析
2024-01-07董继亮郑英辉李建生刘冠华
董继亮,赵 光,郑英辉,李建生,刘冠华,薛 强
(河钢集团唐钢公司,河北 唐山 063016)
0 引言
Q235B 产品作为低牌号一般结构用钢,产品广泛用于结构件、方(圆)管制品以及冲折配件等,市场需求量大。作为低牌号的普材产品,成分结构随原材料价格波动变化较为灵活,生产工艺以及有害元素控制范围较大,在制作一些变形量较大的零件时,易产生不合格品。某厂Q235B 热轧钢带在客户冲折使用过程中出现边部开裂问题,本文通过对开裂样品进行理化分析,并对材质依照零件形貌进行仿真模拟,分析出Q235B 冲折开裂的主要原因,提出改进措施加以改进,有效提升了产品的质量水平。
1 开裂零件形貌及产品材质信息
开裂零件形貌如图1 所示。取冲压开裂零件和原始板料进行材料成分、组织及夹杂物和拉伸性能检验,分析开裂原因。原始板料的测试项目有成分、拉伸性能。开裂零件的测试包括成分、组织及夹杂物分析。开裂零件和原始板料成分一致,测试结果见表1。

表1 化学成分

图1 开裂零件1
2 检测结果分析
2.1 原始板材横纵向拉伸性能
原始板材横纵向拉伸性能如图2 所示,屈服强度、抗拉强度及延伸率均满足Q235B 要求。
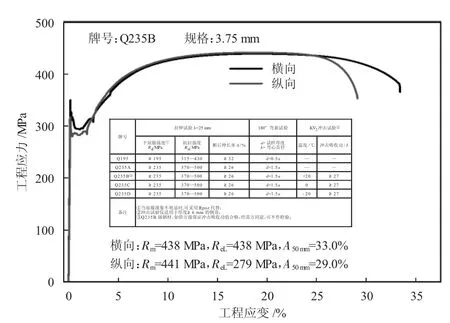
图2 横纵向拉伸曲线及指标
2.2 显微组织及夹杂物检验
从零件的开裂位置截取金相样品,其纵向组织及夹杂物如图3 和图4 所示。其显微组织为铁素体和珠光体混合组织,晶粒细小,但在纵向组织中发现明显的大尺寸MnS 类夹杂,横穿多个晶粒,破坏了晶粒的连续性,选取最恶劣的一个视场进行评级,为细系A2。此外,还存在明显的中心偏析现象。组织与成分有很好的对应关系,该材料的S 含量明显偏高,易产生硫化物类夹杂。
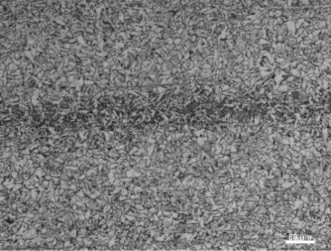
图3 开裂零件显微组织

图4 开裂零件夹杂物检验(评级:A2)
3 成形过程分析
板料在冲压过程中,中间部位受约束不发生位移,开裂部位为典型的翻边成形,如图5 所示。

图5 零件成形分析
板料成形仿真失效分析结果如图6 所示(为提高计算效率简化了图形,零件中的圆孔未画出)。
零件失效判定准则采用厚度法和FLC 成形极限曲线进行预测[1-3],仿真结果最大减薄处和最大应变位置均与实际零件相同,仿真结果显示:变形区域处于安全变形范围之内,即零件不会发生开裂。由于仿真输入的材料属性无法考虑夹杂物的影响,如果Q235B 中不存在大量的夹杂物,其力学性能就能够满足此零件的加工要求。因此,板料中存在大尺寸MnS类夹杂是导致成形失效的诱因。
4 MnS 生成原因分析
由成分化验结果以及板材夹杂物检测结果,结合仿真零件成形失效分析,确定了板料中存在的大尺寸MnS 类夹杂是导致成形失效的诱因[4-5]。由金相组织可以看出,材料钢带中心区域存在明显的偏析带以及贯穿多个晶粒的MnS 类夹杂物,因此,对MnS 夹杂物产生机理及控制方向进行分析。
通过相关文献可知,MnS 的大量生成发生于3个温度区间:凝固末端和高、低温奥氏体温度区间。随着钢液温度的降低,钢液凝固进入到固液两相区内,钢中的锰和硫原子在枝晶前沿不断富集。当温度继续降低到某一临界温度,锰和硫的实际浓度积超过其平衡浓度积时,MnS 开始析出,并大量生成。钢中存在细小的氧化物质夹杂点会促进MnS 析出。在凝固末端生成的MnS 尺寸一般较大,偏聚在连铸坯凝固树枝晶之间,分布在晶界处,呈板片状,通常对材质的成型性有害。因此,重点分析MnS 在凝固末端的析出行为。
夹杂物形貌为600 μm 的长条状,根据板材中夹杂物形貌,结合钢板、连铸坯厚度,推断夹杂物在铸坯中为10~15 μm 长度的棒状或纺锤状夹杂。夹杂物处于偏中心位置,说明铸坯内柱状晶发达,中心位置S浓度高,钢中存在氧化物质点,促进了MnS 非均质化形核析出,析出的MnS 对氧化物质点进行包裹。因此,可以推断出铸坯中MnS 夹杂中心氧化物质点直径应小于5 μm。
5 改进措施
由上文分析的MnS 夹杂析出原理,可从以下几点进行改进:
1)控制钢水中的S 含量。
2)减少钢中氧化物数量,减少促进MnS 析出的质点。
3)抑制柱状晶生长,加速等轴晶生长,将液态钢水均匀分割,降低中心部位S 浓度。
针对Q235B 存在的内部质量问题,结合MnS 生成原因分析,对钢水成分和炼钢工艺进行优化[6-8],具体包括:
1)S 成分优化控制:材质w(S)由当前的0.024%降低到≤0.015%。
2)转炉出钢后强搅2~3 min,保证渣料熔化效果,促进一次夹杂物上浮去除。
3)精炼增强钙处理前搅拌,促进夹杂物碰撞长大,根据钢包搅拌能公式,结合现场实际搅拌效果,制定吹氩搅拌参数。
4)优化二冷水量,在原有基础上将二冷水量上调8%,增加铸坯凝固速度及坯壳厚度。在后续生产中,中心偏析问题有所减轻。
5)加连铸辊缝精度管理,辊缝精度从原来的±0.2 mm,提高到±0.1 mm 以内,定期校核。
6 结语
Q235B 热轧钢用途为翻边成形,要求材料具有良好的局部成形性,通过Q235B 热轧钢产品化学成分、组织及夹杂物分析,板料中存在大量的大尺寸MnS夹杂,属于塑性夹杂物,在材料整体均匀变形过程中对材料的性能影响不大(如拉伸试验的性能检验是合格的),但对于局部成形而言,在某些位置变形量很大,即便是塑性夹杂物也会造成应力集中,使材料产生裂纹,进而扩展导致开裂,材料成形仿真失效分析,也证明了这一点。
通过优化控制S 成分、去除炼钢过程中的夹杂物、调整连铸二冷水量及辊缝精度,Q235B 钢再未出现冲折开裂问题。
