转炉汽化烟道漏水原因分析及改进措施
2024-01-07李原野王洪军张学武
李原野,王洪军,张学武
(唐山钢铁集团有限责任公司,河北 唐山 063606)
0 引言
转炉汽化烟道作为转炉工序重要组成部分,主要作用就是将转炉吹氧过程中产出的高温烟气与烟道循环的软水实现热量交换[1],实现烟气冷却的同时使循环的软水加热变成蒸汽,这样回收的饱和蒸汽主要用于饱和蒸汽发电,是实现转炉工序负能炼钢的重要组成部分[2]。转炉汽化冷却烟道主要分为移动段、固定段、斜烟道段、弯曲段四部分。在转炉生产过程中汽化烟道经常处于多尘、高温、高压的环境下,当氧枪开始吹炼时,高温、高压烟气经过烟道量很大,造成烟道热负荷剧增;而当停止吹炼时,烟道中热负荷又急剧减小。在这种冶炼周期工况下,热负荷波动非常频繁,使得汽化烟道长期处在恶劣的环境条件下,从而影响汽化烟道的使用时间,经常出现烟道管壁开裂和漏水问题,直接影响炼钢工序的生产组织的节奏,进而增加维修费用和冶炼的安全风险[3]。因此,以转炉汽化冷却烟道实际运行情况为分析点,分析漏水形成机理,并提出改进措施,将有助于转炉汽化冷却烟道破损机理研究,对增加汽化冷却烟道设备的使用时间和饱和蒸汽吨钢回收量具有着非常重要的意义。
1 存在的问题
某钢厂200 t 顶底复吹转炉投产7 个月后,转炉汽化系统出现内部漏点,随后的每次定修均需进行烟道漏点处理。汽化烟道内的软循环冷却水有较高的压力,会从管壁裂开的地方喷射出来,造成软水消耗增加,其中软水补水量与回收蒸汽质量之比为1.45,比设计值高38%。当瞬时流量很大时,部分冷却水流入炉内前未及时被高温烟气汽化,如果喷射出来的水与熔融的钢水发生接触,会引起爆炸,发生严重的安全事故[4];此外,冷却烟道漏的水带走热量,影响饱和蒸汽的回收,进而影响饱和余热发电量[5],蒸汽吨钢回收量仅为75 kg,处于行业较低水平,同时,烟道内的漏水问题增加了烟道设备维修费用和检修时间,进而也会影响转炉工序当月作业率。
烟道内漏主要集中在两个位置:一是移动段爬坡位置(见图1),二是移动段与斜烟道接口位置(见图2)。以上两个位置漏点主要表现是烟道管壁厚减薄严重,形成窝状减薄坑洞,进而发生泄漏。
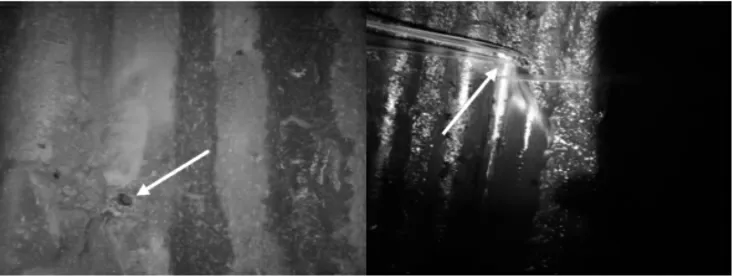
图1 移动段爬坡位置漏点
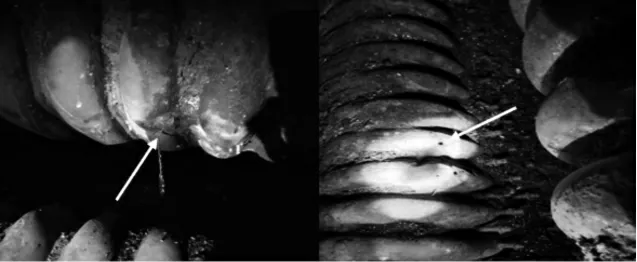
图2 移动段与斜烟道接口位置坑洞漏点
汽化烟道外部漏点主要集中体现为拉蒙管焊口漏气,蒸汽联箱弯管位置漏气,烟道脚手架孔、音频化渣孔等开孔补板位置漏气,此类漏气表现为漏气位置和时间均存在不确定性(见图3)。

图3 汽化烟道外部漏点
2 烟道漏水原因分析
2.1 烟道内漏原因分析
移动段烟道爬坡烟气转向位置有漏点,主要原因为:吹炼过程中高速烟气夹杂着各种颗粒状粉尘冲刷,引起烟道管壁厚部分减薄[6],特别是由于一次风机选型偏大,在高风速状态下将较大颗粒的含铁物料吸入烟道,引起烟气转向区域烟道管冲刷磨损较快。
在移动段与斜烟道接口区域冲刷变薄,发现有窝状坑洞漏水点,通过与厂家沟通,确认漏水主要是由于高速烟气在烟道结合部位造成烟气涡流,反复冲刷该位置,引起该区域磨损严重。
2.2 烟道外漏原因分析
近期在开孔补板区域频繁发现漏点,如烟道脚手架孔、音频化渣孔等。分析原因主要是厂家设计制作时未考虑全面,没有设置膨胀缝。
直烟道和弯曲烟道集箱出口弯头非受热面漏水、弯曲烟道集箱支管漏水,此两处漏水原因为烟道制作过程中存在焊接缺陷,由厂家对重点部位进行修复。
2 号炉氧枪分叉管、1 号炉北溜槽分叉管及2 号炉固定罩均出现过纵向开裂漏水,是由于烟道局部应力集中,没有完全消除,引起焊接薄弱部位裂开漏水。
3 改进措施
3.1 转炉吹炼阶段匹配不同转速
由于原设计风机选型偏大,造成在高风速状态下将较大颗粒的含铁物料吸入烟道,造成烟气转向的地方烟道管壁冲刷磨损很大。针对一次风机选型偏大问题,通过对除尘风机匹配不同生产状态的风量来实施改造,设置合理的风机转速,根据吹氧量将一次除尘风机由原先的6 个转速段调整到10 个转速段自动控制,实现合理匹配风机转速,降低烟道冲刷磨损强度。同时,结合工艺冶炼参数对除尘系统风量进行优化改造,以减少烟气冲刷。
3.2 安装维护标准化
改进设备维护的操作规范,在烟道脚手架孔、音频化渣孔等开孔补板地方放置膨胀节;管道对接用抛光机打磨,氩埋弧焊焊接,严格把控焊接质量。
3.3 修订烟道壁厚替换标准
每个炉役测量区域内烟道管原壁厚为5 mm,当壁厚不足4 mm 时对其进行更换,更换完毕后对接口部位重新填充耐火料。使用新的耐磨堆焊技术进行现场改造,并将其应用于后续备件制作过程。
3.4 严格把控备件质量
传统的热处理消除应力的方式存在消除不彻底的问题,因此消除焊接应力可采用振动法。振动消除应力原理是采用受控振动能量对工件进行处理,达到消除、匀化应力的目标。严格把控弯管烟道管,确保材质、弯管壁厚、探伤等检查100%全检;逐根对弯曲后的每1 根受热管进行通球实验,通球直径为25 mm,通球不合格的受热管一律不得用于生产。
3.5 严格把控软水水质
在转炉汽化冷却水系统内,随着冷却水的不断蒸发,水质会越来越差,产生一些具有腐蚀性的盐类,这会引起管壁腐蚀,造成管路变薄,进而发生开裂漏水;保证除氧器正常投用,杜绝循环水中的氧腐蚀管壁,严格把控软水水质,对汽包和除氧器水质进行每日检测,针对化验指标,及时进行加药和排污处理,保证循环水质在规范的范围内。
4 结语
经对某炼钢车间200 t 转炉汽化烟道管壁漏水原因进行分析,并采取针对性的改进措施后,实现汽化烟道在正常的使用期限内不发生开裂漏水问题。在能源软水消耗和蒸汽回收方面也取得很大的进步,其中软水补水量与回收蒸汽质量之比由优化前的1.45 降低到优化后的1.08,日平均降低补水量24%;吨钢蒸汽回收量由75 kg 提高到105 kg 以上,生产成本降低3.3 元/t,取得了良好经济效益。
