奥氏体不锈钢不退火直轧工艺研究
2024-01-07伊璞
伊 璞
(山西太钢不锈钢股份有限公司制造部,山西 太原 030003)
0 引言
304 不锈钢因其具有良好的加工性能和耐腐蚀性能,被广泛应用在石油化工、食品加工、装饰面板和焊管等行业[1-4]。传统的冷轧2B 表面304 不锈钢卷在热连轧经过板坯加热、粗轧、精轧和卷取后,表面的氧化皮尚未去除,此时钢卷表面仍为黑色。为去除表面氧化皮并得到良好的力学性能,还需进行热卷退火酸洗、轧制、冷卷退火酸洗、平整或拉矫等工序。
为了探究热卷退火对不锈钢冷板综合性能的影响,在不锈冷轧厂进行了304 不锈钢不退火直接酸洗轧制工艺(全文简称“直轧”)试验,为现场生产提供数据支撑。
1 试验内容
1.1 试验材料
本试验将200 mm 厚304 不锈钢连铸坯在热连轧产线轧至2 mm,在后续试验各流程均进行取样并检测其性能。为确保试验准确性,在热线对热处理炉进行灭炉,待炉温降至室温时对此钢卷进行试验,经过破鳞、抛丸和酸洗后,再冷轧轧至1.2 mm,最终在冷线退火酸洗。本试验所用304 不锈钢化学成分如表1 所示。
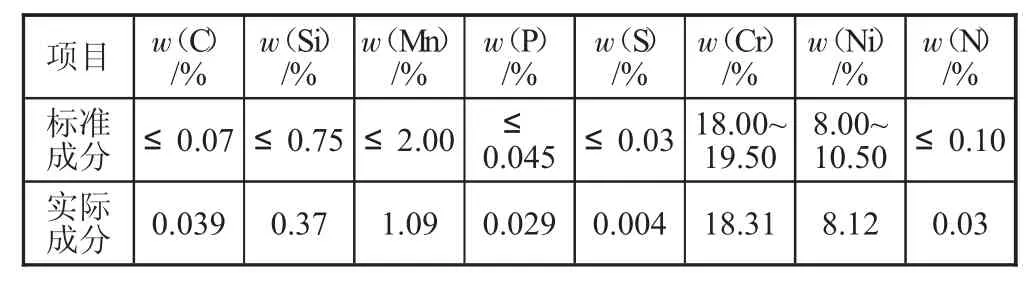
表1 试验用304 不锈钢化学成分
1.2 热线工艺参数
本试验采用热线不退火直接酸洗工艺,热线热处理炉温保持室温,钢卷过线速度为50 m/min,首先将钢卷传送至破鳞辊反复弯折拉伸,延伸率为2%,破鳞的目的是根据铁鳞与带钢的延伸率不同,通过机械弯曲去除钢卷表面的铁鳞。随后钢卷经过抛丸机,将抛丸机转速调整至1 850 r/min,电流为105 A,此操作同样用于铁鳞的去除。最后经过酸洗段对钢卷表面进行预处理(HCl 酸洗)和混酸酸洗(HNO3+HF),具体酸洗参数如表2 所示。
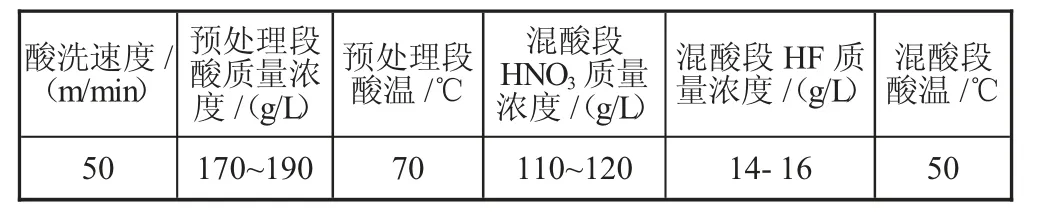
表2 试验用304 不锈钢热线酸洗参数
1.3 轧机及冷线工艺参数
酸洗结束后,需要在轧机上将2 mm 厚钢卷轧至1.2 mm,由于304 不锈钢在冷变形过程中会产生加工硬化,为防止产生开裂,在轧制时需时刻关注轧辊之间压力变化,此试验卷共轧制5 道次。
为了得到最终成品卷,还需进行最后的退火酸洗,此试验卷退火温度为1 100 ℃,速度为75 m/min,经中性盐Na2SO4电解和混酸酸洗使表面钝化,增强不锈钢的耐腐蚀性,最后经过平整便成为了最终的2B 表面。
2 试验结果
在钢卷轧制前、轧制后和冷线退火酸洗后分别进行取样,并对试样进行加工,检测其表面粗糙度、金相组织和力学性能。
2.1 试验卷表面情况
热线酸洗后钢板铁鳞洗净,色泽均匀,无欠酸、过酸现象。轧制后进行冷线退火酸洗后钢板表面如图1所示,发现表面较为粗糙,有白色条纹出现,经粗糙度仪测试Ra为1.981 μm,正常钢卷表面粗糙度Ra值在0.8 μm 以下,粗糙度高会影响对表面要求较高的用户的后续使用。

图1 冷线退火酸洗后表面情况
2.2 金相组织观察
将最终退火酸洗后的钢卷经剪切机剪成尺寸为10 mm×10 mm×1.2 mm,在金相镶嵌机上对试样进行镶嵌,经过粗磨、精磨、抛光和侵蚀等工序,在金相显微镜下对试样横截面进行观察。图2 和图3 分别为试验卷和正常工艺生产的304 不锈钢金相组织,发现试验卷中部尚有部分晶粒未回复,仍存在带状组织,晶粒度评级为7.5 级,与正常生产工艺一致。
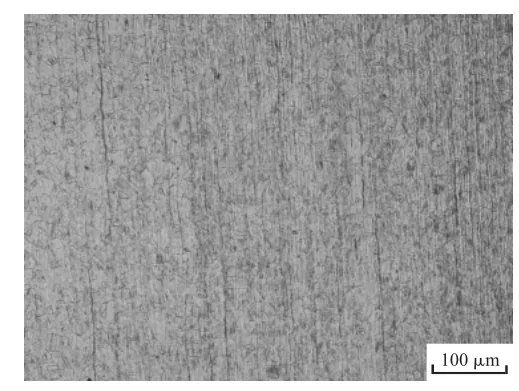
图2 试验卷金相组织
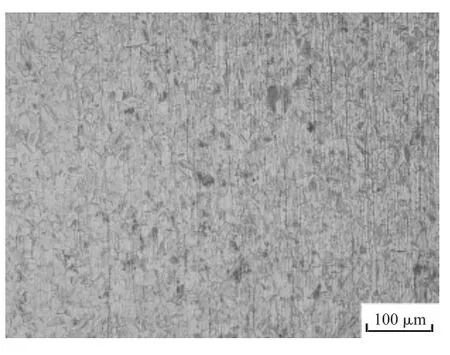
图3 正常工艺生产卷金相组织
2.3 力学性能
表3 是试验卷和正常卷的力学性能对比,由表3可知,当在热线不退火时,钢卷屈服强度和抗拉强度分别为522 MPa 和803 MPa,但当厚度轧至1.2 mm时,变形量达到40%,由于304 不锈钢在冷变形过程中会发生加工硬化[5],并产生形变马氏体,变形量越大,产生的形变马氏体量也越多,此时材料的强度和硬度也随着升高,延伸率显著下降[6],以至于轧制后屈服强度和抗拉强度分别变为1 096 MPa 和1 308 MPa,延伸率也降至6%。在冷线进行退火酸洗后,由于在高温下碳化物都熔入奥氏体组织中,通过回复再结晶消除加工硬化,经快速冷却(水冷)后,碳及其他合金元素来不及析出便得到了室温单相奥氏体组织,屈服强度和抗拉强度也相应降低,延伸率升高,使得材料有良好的冷加工性能。试验卷力学性能均符合标准,同正常卷力学性能差异不大,说明热线不退火直轧工艺对后续冷卷性能影响较小。

表3 试验卷和正常卷力学性能对比
3 结论
1)热线酸洗后钢卷表面铁鳞洗净,色泽均匀,无欠酸、过酸现象,与常规工艺表面一致。
2)试验卷最终成品的金相组织晶粒度及力学性能良好,与常规2B 表面性能相差不大,均符合国家标准要求。
3)通过对轧机轧制速度、道次和压下率进行调整,在防止材料开裂的情况下,热线不退火直接轧制工艺试验可行,但试验卷表面粗糙度较高,且轧制过程中对操作、工艺和设备要求较高,加工硬化严重,很容易对设备造成停机或损坏,继而影响生产效率。
