SiC/白炭黑/EPDM复合材料的力学与导热性能*
2024-01-05王宗江赵普志
王宗江,何 成,赵普志
(国网新疆电力有限公司 电力科学研究院,新疆 乌鲁木齐 830011)
气体绝缘金属封闭开关设备(GIS)因其可靠性高、维护量小、绝缘性能优良等优点,被广泛应用于电气装备领域。GIS设备大多采用SF6气体作为绝缘介质,在使用中需要加装橡胶密封圈来保证其密封性[1]。三元乙丙橡胶(EPDM)因具有优异的耐候、耐臭氧、耐水性能,良好的耐化学品、耐高低温、电绝缘和回弹性,常作为GIS密封圈的首选橡胶材质[2]。但在实际使用中,由于橡胶是热的不良导体,容易因热量集聚加速橡胶老化,导致橡胶密封圈使用寿命的降低。因此,为了提高橡胶制品的耐热性能,常在橡胶中填充导热材料来提高橡胶的热导率,加快橡胶与其接触部件的热传导,减少橡胶制品的热聚集,降低橡胶的实际使用温度,达到提高橡胶制品耐热和耐老化性能的目的。
导热填料是改善橡胶耐热性能的重要组成材料[3]。常见导热填料有铝、铜、银等金属粉体[4],石墨烯、碳纤维、碳纳米管等碳系材料[5-6],氧化铝、氮化硼、氮化铝、碳化硅(SiC)等陶瓷类材料[7-8]。金属粉体导热系数高,但密度大且与橡胶界面结合不良;石墨烯等碳系材料导热性能优异,但价格昂贵;陶瓷粉体中的氮化铝价格也很贵,很少在橡胶中应用,氧化铝、氧化镁、氧化锌等则导热效果不明显。相比而言,SiC的导热系数较高,为270 W/(m·K),且价格适中,选择其作为橡胶密封材料的导热填料较为合适[9]。
目前已有较多研究将SiC用于改善硅橡胶的导热性能[10-11],也有将SiC应用于提升天然橡胶、顺丁橡胶、丁腈橡胶、丁苯橡胶的力学强度、耐磨性和热导率[12-14]。尽管SiC存在这些优势,但目前关于SiC改性EPDM的研究仍较为匮乏,仅有的少量研究主要集中于考察SiC填充EPDM复合材料的非线性电阻特性[15-16]。SiC/EPDM复合材料的非线性电阻特性使其可以用作高压电缆附件绝缘材料,可以有效均化电场,避免其因内部或界面处电荷的积累而导致的老化、局部放电乃至被电击穿等问题。目前也有少量研究关注SiC对EPDM复合材料机械性能、热稳定性、阻燃性能的影响[17]。Kumar等[18]研究发现SiC可以显著提高碳纤维/EPDM复合材料的热稳定性,也可起到一定的力学增强作用。Bartosik等[19]研究发现SiC及其杂化材料对EPDM阻燃性能的提升非常明显。
本工作通过机械共混法制备了SiC/白炭黑/EPDM复合材料,探讨了SiC用量对复合材料硫化特性、力学、耐老化、导热及电绝缘性能的影响。本工作的开展为开发具有优异导热性和耐久性的GIS用EPDM橡胶基密封圈提供了良好的基础。
1 实验部分
1.1 原料
EPDM:4045,中国石油吉林石化公司;SiC:GCW0.5,山东金蒙新材料股份有限公司;气相法白炭黑:Aerosil200,德国德固赛公司;偶联剂:KH550,国药集团化学试剂北京有限公司;石蜡油:HP6010,邢台铨德化工有限公司;氧化锌、硬脂酸:南京鼎文油脂化工有限公司;二叔丁基过氧化异丙基苯(无味DCP),上海方锐达化学品有限公司;助交联剂三烯丙基异氰脲酸酯(TAIC):上海阿拉丁生化科技股份有限公司;其他助剂均为市售工业品。
1.2 仪器及设备
XK-160型冷辊开炼机:上海橡胶机械一厂;RM-2000型哈克密炼机:哈尔滨哈普电气技术有限责任公司;RM-2000型无转子硫化仪:北京环峰机械制造厂;XLB-D型平板硫化机:湖州顺力橡胶机械有限公司;DHG-9023A型鼓风干燥箱:上海精宏实验设备有限公司;GT7017-E型老化试验箱:高铁仪器检测(东莞)有限公司;SHR5L型高速混合机:广东利拿实业有限公司;XY-1型橡胶硬度计:上海化工机械四厂;AI-7000S1型万能材料试验机:台湾高铁科技有限公司;MZ-4065型橡胶冲击弹性试验机:广东科建仪器有限公司;PC68型数字高阻计:上海第六电表厂;DTC-300型导热系数分析仪:美国TA仪器公司。
1.3 实验配方
基础配方(质量份)为:EPDM生胶 100,氧化锌 5,硬脂酸SA 2,白炭黑 30,石蜡油 5,防老剂RD 1.5,防老剂MB 1.5,硫磺 1,促进剂DM 1.5,促进剂NS 1.5,DCP 2,TAIC 2.5,SiC 为变量(0、10、20、30、40和50),偶联剂KH550为变量(2.50、2.63、2.77、2.90、3.03和3.17)。
1.4 试样制备
先将SiC、白炭黑和EPDM生胶置于80 ℃的干燥箱中处理12 h,去除其中的水分;采用高速混合机对SiC和偶联剂以及白炭黑和偶联剂进行预混合;设置哈克密炼机的温度和转速分别为100 ℃和30 r/min,将EPDM生胶投入到密炼机中,2 min后加入氧化锌、硬脂酸和防老剂,混炼4 min后分三次交替加入混有偶联剂的SiC和白炭黑,随后加入增塑剂,提高转速至45 r/min,继续混炼5 min后排胶;将上述混炼胶投入开炼机中,混炼2 min后加入硫磺、促进剂、过氧化物DCP和助交联剂TAIC,辊温控制在50 ℃以下,待吃料完成后左右翻刀三次,调小辊距,打四次三角包后下片;混炼胶停放12 h后在平板硫化机上以165 ℃和15 MPa、正硫化时间(tc90)进行硫化,得到SiC/白炭黑/EPDM复合材料;停放16 h后进行性能测试。
1.5 性能测试
胶料的硫化特性按照GB/T 16584—1996进行测试,测试温度为165 ℃;邵尔A硬度按照GB/T 531.1—2008进行测试;拉伸性能按照GB/T 528—2009进行测试,采用I型哑铃型试样;撕裂性能按照GB/T 529—2009进行测试,采用直角型试样;压缩永久变形按照GB/T 7759.1—2015进行测试,测试温度为25 ℃,时间为72 h;加速老化实验按照GB/T 3512—2014进行测试,老化温度为100 ℃,时间为72 h;体积电阻率按照GB/T 2439—2001进行测试;橡胶的热导率采用导热系数分析仪进行测定,圆片试样的尺寸直径为12.7 mm、厚度为2 mm,测试温度为30~150 ℃。
2 结果与讨论
2.1 硫化特性
SiC用量对SiC/白炭黑/EPDM复合材料硫化特性的影响见表1。
从表1可以看出,随着SiC填充份数的增加,复合材料的焦烧时间(tc10)和tc90均呈现先增加后减小的趋势。添加少量SiC(≤10份),tc10和tc90略微增长的原因是SiC的加入导致少量硫化剂和促进剂被吸附在SiC表面,造成硫化速度的变慢。随着SiC用量的增加,复合材料中SiC偶联KH550的用量也在增加,对橡胶的硫化反应起到促进作用,使胶料的硫化速度加快、交联密度变高。此外,随着SiC用量的增加,由于SiC在KH550改性下能够与橡胶分子链连接,这也提高了体系的有效交联密度,从而使其最大转矩(MH)和最小转矩(ML)之差(ΔM)逐渐变大。
2.2 力学性能
SiC用量对SiC/白炭黑/EPDM复合材料力学性能的影响见表2。
从表2可以看出,随着SiC填充份数的不断增加,SiC/白炭黑/EPDM复合材料的硬度、100%定伸应力、300%定伸应力和撕裂强度都有不同幅度的上升。一方面,经偶联剂改性的SiC的加入,提高了复合材料的硫化速度和交联密度;另一方面,SiC本身的硬度很大,莫氏硬度为9.5级,仅次于世界上最硬的金刚石(10级),且SiC经过偶联剂改性后,与橡胶基体间界面结合牢固,能够有效传递SiC粒子与橡胶基体间的应力,从而使复合材料的硬度和强度得到提高。但复合材料交联密度的提高以及SiC粒子对界面区分子链的束缚作用,也减弱了橡胶分子链的取向能力,使其在拉伸变形过程中受力不均、取向程度不一,部分分子链易被提前破坏形成应力集中点,导致材料断裂伸长率的降低。由于断裂伸长率的下降,材料的拉伸强度没有同硬度、定伸强度和撕裂强度一样同步提升,在某些填充份数下甚至略有降低。随着SiC的添加,压缩永久变形略有降低(除SiC用量为40 份外),但变化规律不太明确。总体而言,SiC加入后,复合材料的交联结构相对更为完善,在长时间压缩过程中,交联键中的多硫键发生断裂和重组的程度相对更小,使材料拥有相对更低的压缩永久变形。
2.3 耐老化性能
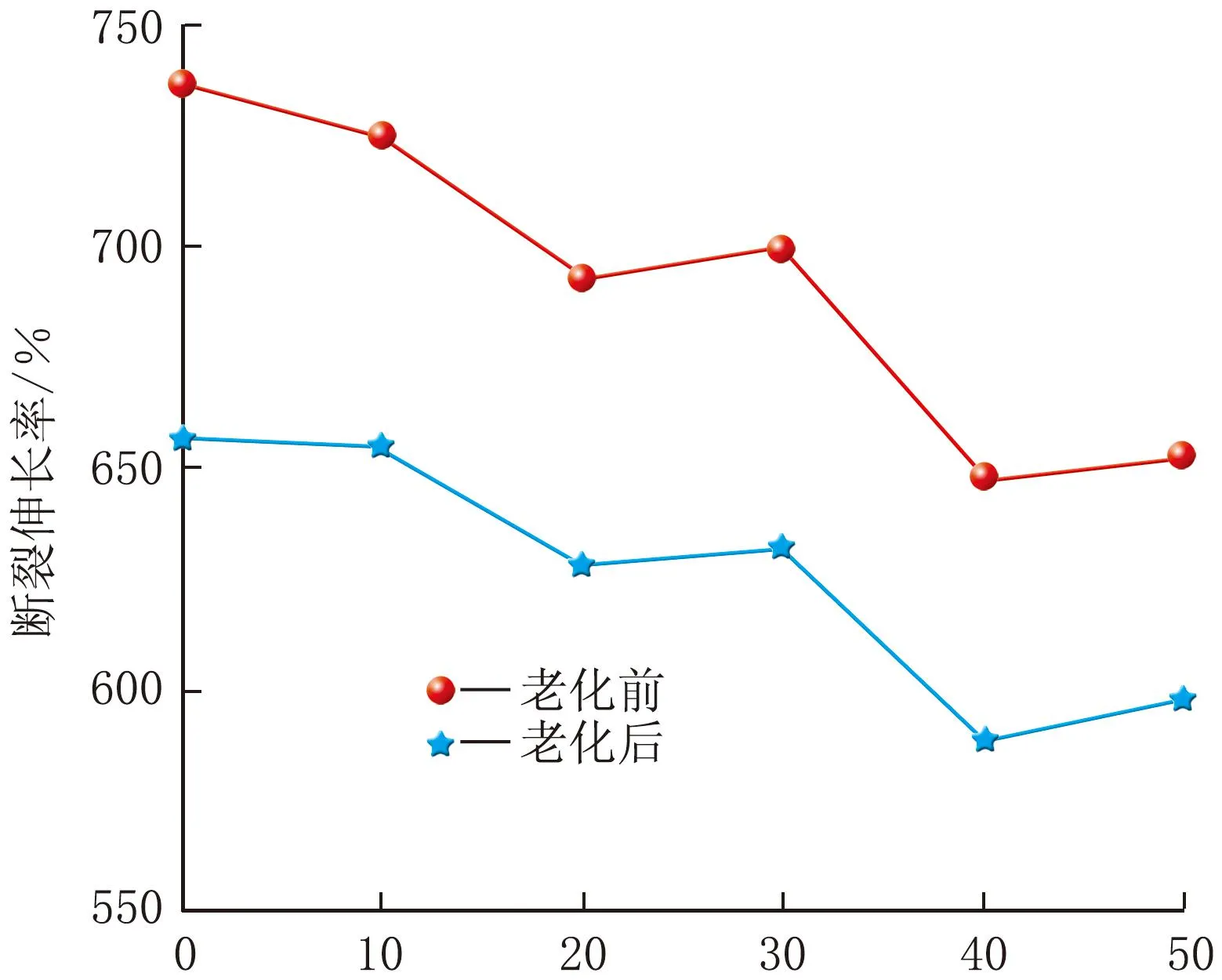
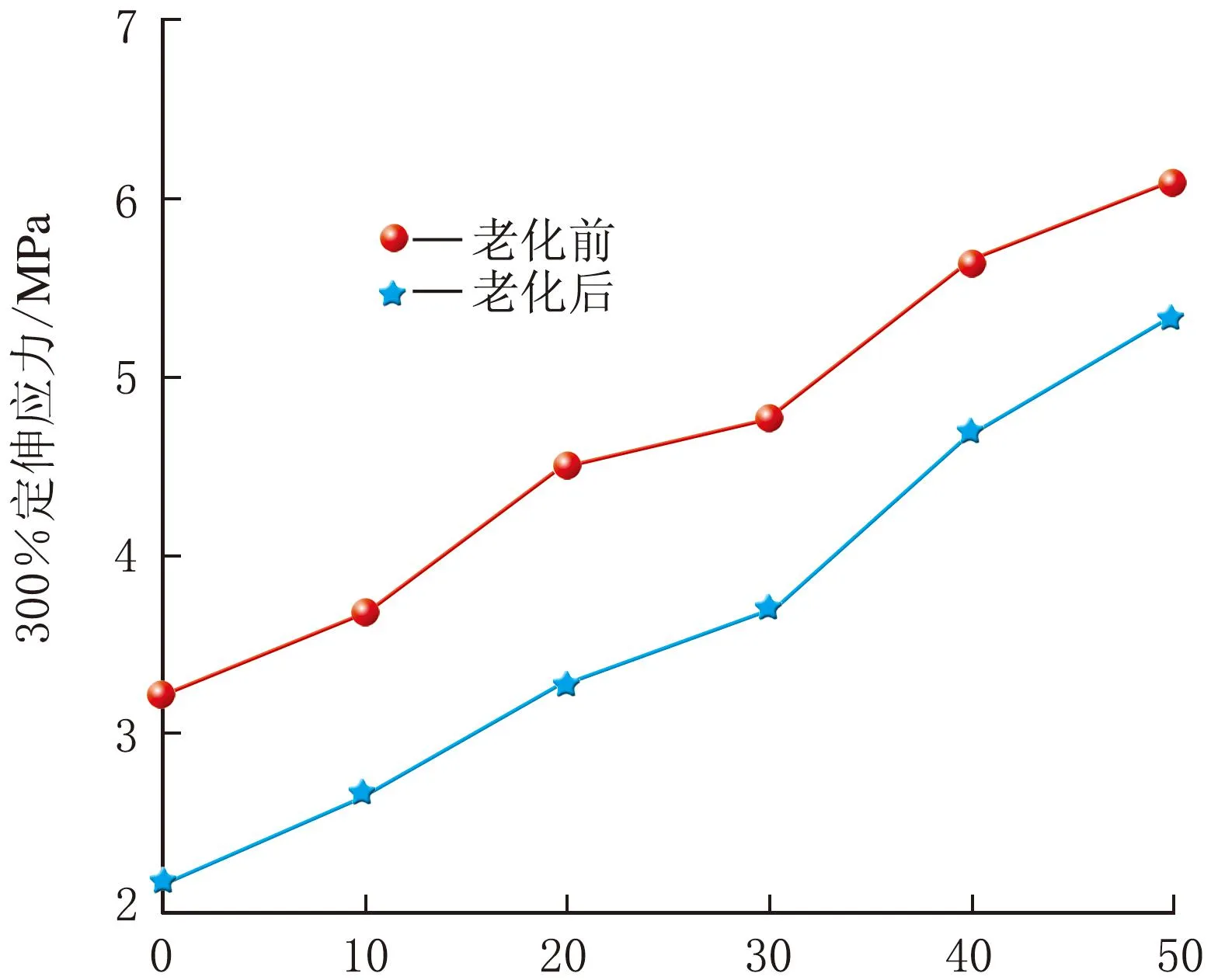
SiC/白炭黑/EPDM复合材料经过100 ℃×72 h老化前后的力学性能对比如图1所示。

SiC用量/份(a)
SiC用量/份(b)
SiC用量/份(c)
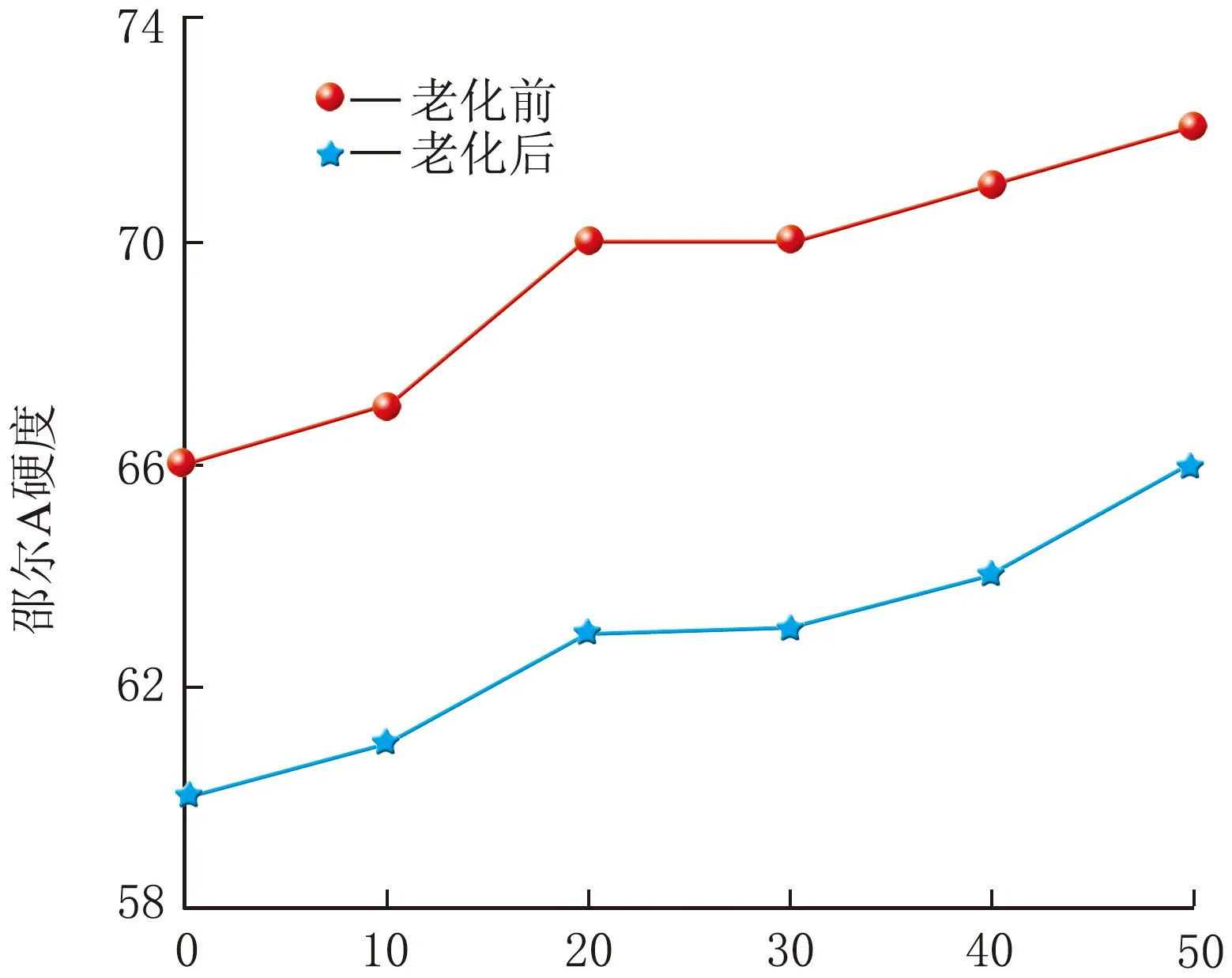
SiC用量/份(d)图1 SiC用量对SiC/白炭黑/EPDM复合材料老化前后力学性能的影响
从图1可以看出,老化前后,复合材料的力学性能随SiC用量的变化趋势基本一致。老化后,材料的拉伸强度和断裂伸长率均发生了一定下降,但硬度和定伸应力却出现了一定增长。橡胶的热氧老化实质是橡胶分子链的断裂或交联。图1中的变化趋势表明,EPDM在老化过程中以交联反应为主。这一方面可能是由于复合材料中还含有一定量前期硫化交联过程中残留下来的硫磺和促进剂,在热氧老化过程中继续发生交联反应,另一方面硫磺硫化产生的多硫键在后续热氧老化过程中发生了断裂和重组,形成了更多更短的交联键,比如双硫键和单硫键,提高了体系的交联密度,从而最终导致了复合材料硬度和定伸强度的提高以及拉伸强度和断裂伸长率的下降。随着SiC含量的增加,橡胶老化前后性能变化率[(老化后性能-老化前性能)/老化前性能×100%,即老化前后性能曲线的相互靠近程度]总体略微下降,但不太明显。这是因为SiC加入EPDM中后,在硫化过程中形成的交联结构更为完善,使热氧老化导致的交联密度升高程度略低于未添加SiC的体系。
2.4 导热性能
SiC用量对SiC/白炭黑/EPDM复合材料热导率的影响如图2所示。从图2可以看出,SiC的用量越大,复合材料的热导率越高。填料填充份数为50份时,材料的热导率达到0.423 5 W/(m·K),相比未添加SiC的体系提高了42%。根据逾渗理论,当填料超过某一填充份数,形成导通网络后,材料的热导率将会有一个明显的跃升。但图2并没有表现出该趋势,当SiC填充份数为50份仍未达到逾渗值,填料之间被EPDM橡胶隔绝而没有形成稳定的导热通路。刘涛[20]研究了SiC对硅橡胶结构和性能的影响,发现SiC填充份数为100份时,硅橡胶的热导率可提高至1.26 W/(m·K),为硅橡胶自身热导率的4.7倍,但SiC填充份数超过60份后,将对复合材料的力学性能造成不良的影响。为了进一步提高EPDM的热导率,同时兼顾其综合力学性能,后期可考虑与其他导热填料并用形成相互搭接或双逾渗的导热网络结构。橡胶导热性能的提高,可以加快其散热效率,减少热量在橡胶内部的集聚,降低橡胶的热氧老化速率,从而起到延长橡胶制品寿命的目的。

SiC用量/份图2 SiC用量对SiC/白炭黑/EPDM复合材料导热性能的影响
2.5 电绝缘性能
GIS设备在高压输电领域得到广泛应用,其橡胶密封圈作为重要部件,需要满足较高的电绝缘要求。由表3可知,SiC/白炭黑/EPDM复合材料的体积电阻率大约在1017Ω·m,远大于一般绝缘材料所要求的107Ω·m,因而具有优异的电绝缘性。从表3也可看出,复合材料体积电阻率基本不受SiC添加量的影响,这是因为EPDM的电绝缘性很高,而SiC本身就是一种导热绝缘材料,填充进橡胶基体后不会明显影响到材料的电绝缘性。

表3 SiC用量对EPDM复合材料体积电阻率的影响
3 结 论
(1)添加少量SiC将略微延长SiC/白炭黑/EPDM复合胶料的tc10和tc90,但随着SiC用量的进一步增加,硫化速度加快,胶料的ΔM逐渐变大。
(2)随着SiC填充份数的增大,复合材料的硬度、定伸应力和撕裂强度都有不同幅度的上升,但断裂伸长率发生一定下降,拉伸强度和压缩永久变形的变化规律不明显;总体而言,SiC对EPDM具有一定补强作用。
(3)SiC/白炭黑/EPDM复合材料在老化后,拉伸强度和断裂伸长率发生下降,但硬度和定伸强度出现一定增长;随着SiC用量的增加,老化前后性能的变化率略低于未添加SiC的体系。
(4)SiC用量越大,复合材料的热导率越大,当SiC填充份数为50份时,热导率提高了42%。
(5)SiC是一种导热绝缘材料,其添加不会影响EPDM橡胶优异的电绝缘性。