钎焊压力对GH4099蜂窝夹层结构焊接质量影响研究
2024-01-05马平义祖清明周贤军黄裕乾石文展彭赫力
马平义,祖清明,陈 旭,周贤军,黄裕乾,石文展,彭赫力*
(1. 上海航天精密机械研究所,上海 201600;2. 上海金属材料近净成形工程技术研究中心,上海 201600;3. 上海航天技术研究院,上海 201109)
0 引 言
蜂窝夹层结构是由两层薄而强的面板材料,中间夹一层厚而轻的蜂窝芯,结合高强度的框架通过粘结或焊接而成,其较传统结构具有质量轻、强度高、刚性大、隔热隔声等一系列优点,在航空航天、船舶、车辆等领域得到了广泛关注[1-3]。金属蜂窝夹层结构作为其中一种典型的轻量化高强结构,还具有良好的耐高温、耐冲击性能,其在先进飞行器等产品结构件上的推广应用,将对产品性能提升有显著的促进作用。
钎焊是实现金属蜂窝夹层结构高性能制造的重要方法[4-5]。钎焊过程中需要将工件加热到钎料熔化温度以上,并施加一定的压力,使面板与蜂窝间的焊接间隙控制在钎料填隙能力范围内。GH4099材料已广泛应用于航空航天等耐高温部件,对镍基高温合金来说,其钎焊温度一般在选定钎料熔点以上20~50℃[6-7]。对GH4099蜂窝夹层结构来说,蜂窝芯为薄壁弱刚性结构,容易在压力作用下变形失稳,且蜂窝为线切割制得,容易翘曲变形;面板通常由钣金成型,平面精度有限,需要通过一定的钎焊压力实现面板与蜂窝型面的紧密贴合,同时避免蜂窝发生失稳变形,因此压力是影响该类结构焊接质量的重要因素。本文通过对GH4099蜂窝夹层结构不同焊接压力时的应力应变进行仿真分析,并结合试验研究了焊接压力对其钎焊成型效果的影响,从而为高性能GH4099蜂窝夹层结构的制备提供技术支撑。
1 试验材料与方法
试验采用的蜂窝芯和面板均为GH4099材料,所设计的蜂窝芯内切圆直径为10mm,面板为1mm厚的板材。蜂窝芯是由0.12mm厚的带材,经辊压成型、电阻点焊、机加工后制成的,再通过BNi2钎料实现与面板的连接。
首先,运用间接法顺序耦合,采用ANSYS有限元软件对蜂窝夹层结构钎焊加压过程进行结构—热模拟分析。针对钎焊加压过程,做出如下假设:结构初始温度恒定,热输入为辐射加热,忽略其与周围环境对流换热,结构受热受压均匀。GH4099的物理及力学性能数据列于表1。蜂窝夹层结构模型及八节点六面体实体单元网格划分模型如图1所示。
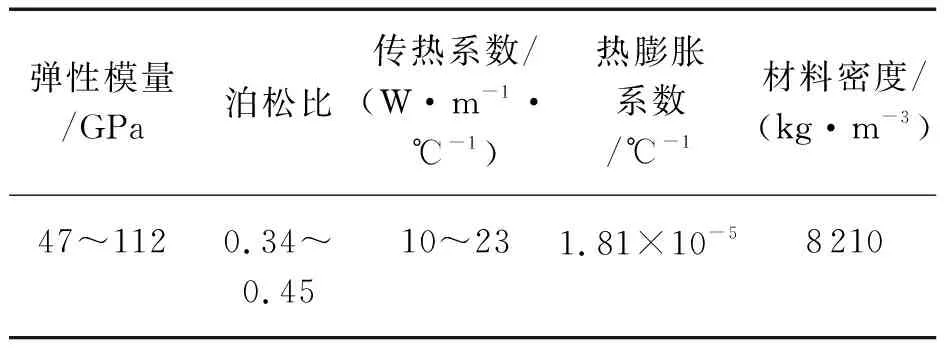
表1 GH4099合金材料的物理和力学性能参数
其次分别采用0.05~0.20MPa 4种工装压力,在1020℃保温20min后降温至1000℃保温1h的参数下进行钎焊试验,用金相显微镜(Axio Scope.A1)对获得的夹层结构进行金相检验,分析接头组织,采用非标自制三轴超声C扫描自动检测系统对结构焊合情况进行检测;对夹层结构制取压缩试样,用CMT5504型电子万能试验机对接头进行压缩试验,测试速度为1mm/min。
2 结果与讨论
2.1 夹层结构有限元模拟
运用间接法对夹层结构钎焊过程的结构—热耦合进行模拟,首先对结构进行热分析,求得温度场,将模型中的单元转换为对应的结构分析单元,并将求得的热分析结果当作载荷施加到节点上,同时施加应力载荷,对夹层结构进行分析。
研究表明,钎焊后,在某一温度下对接头进行长时间等温扩散,有利于进一步提高接头性能[7-8]。这里针对GH4099材料及BNi2钎料,设计焊接等温扩散保温温度为1000℃。钎焊压力一般是通过工装施加的,并且在整个焊接过程中保持不变。为保证焊接质量,工装需要保证能够施加足够大的焊接压力。对此,分别定义耦合场:等温扩散温度为1000℃,工装压力分别为0.05, 0.10, 0.15和0.20MPa。对上述模型进行结构—热耦合场分析,得到不同压力作用下构件的应力、应变和变形量等分布情况。
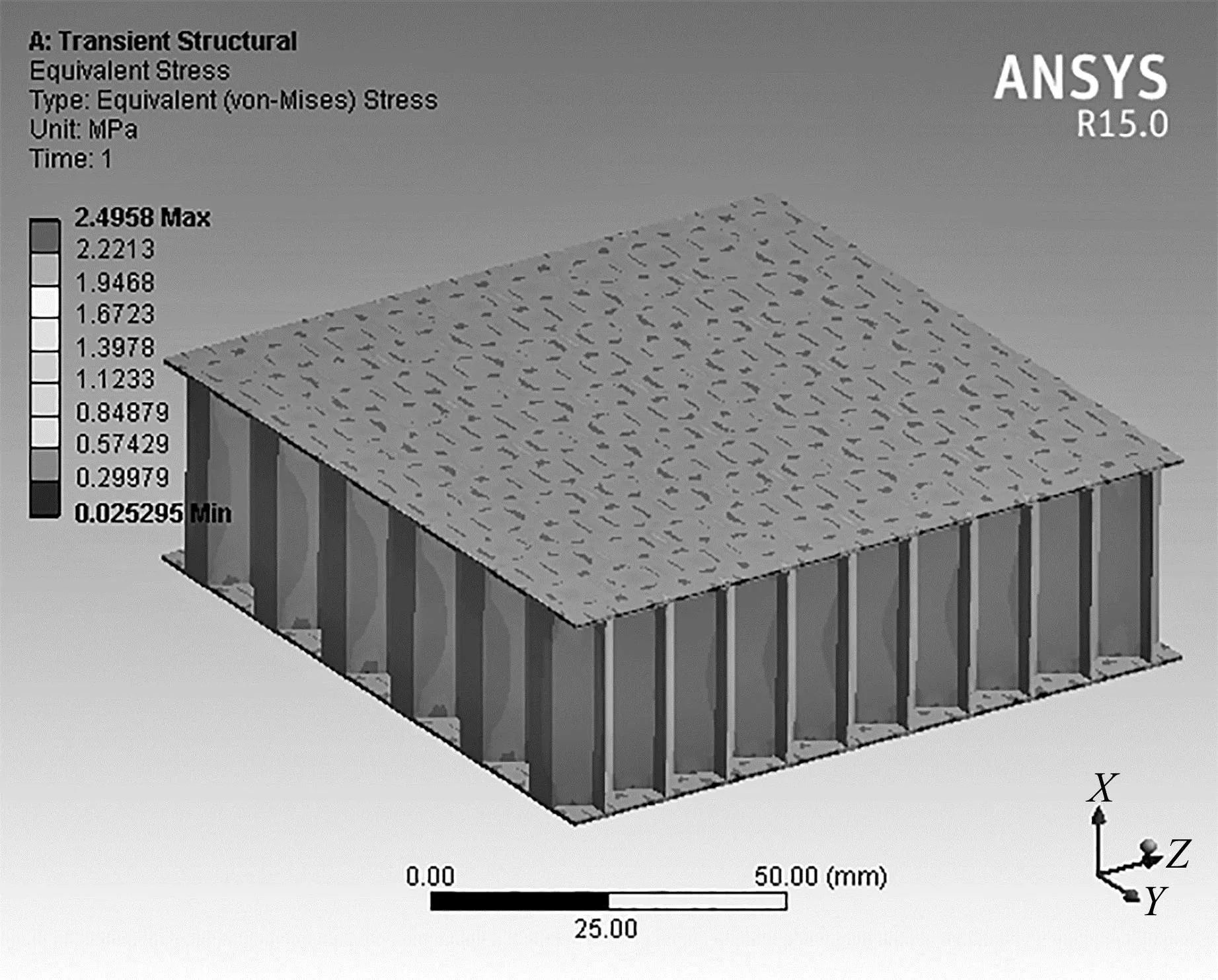
以0.10MPa工装压力为例,分析结构应力分布,此时蜂窝与面板应力分布如图2所示。结果显示,六边形蜂窝芯边缘中心位置存在应力集中,由边缘中心向内和向两边逐渐减小,呈圆形发散。三边交界的柱状支持处应力最小,该位置处结构支持强度最大,因此不存在先行失稳的情况。面板应力分布结果显示,表面形成与蜂窝芯尺寸对应的六边形应力分布,最大应力分别为蜂窝芯支撑位置和中心无支撑位置处。由于缺少结构约束,中心无支撑位置极易发生失稳。
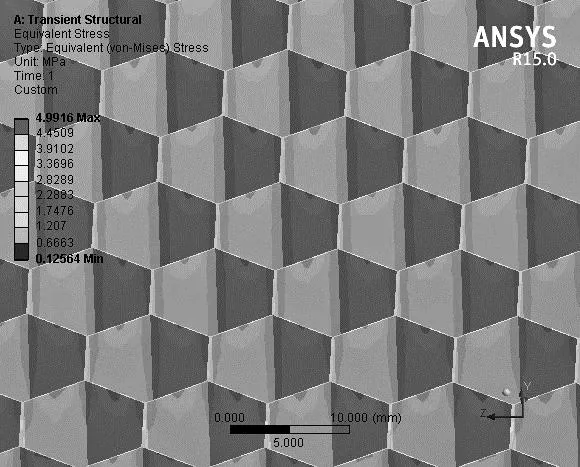
(a) 蜂窝芯应力分布
不同工装压力作用下构件的应力应变及变形量分布如图3所示。由图3(a)~3(d)所示应力分布可知,随着压力的增加,蜂窝结构整体应力分布没有明显变化,面板呈六边形点阵式的应力分布,蜂窝芯在与面板的结合位置存在一定应力集中,蜂窝芯中部应力最小。最大应力由2.5MPa呈线性逐渐增加至9.98MPa,该应力值未超过该温度下材料的屈服极限。由图3(e)~3(h)所示应变分布可知,随着压力的增加,蜂窝结构整体应变分布也没有明显变化。整体应变分布与应力分布接近,面板呈六边形点阵式的应变分布,蜂窝芯在与面板的结合位置处存在较大的应变,蜂窝芯中心部位应变最小。最大应变由7.80×10-5线性逐渐增加至3.12×10-4。由图3(i)~3(l)所示变形量分布可知,随着压力的增加,蜂窝结构整体变形量分布没有明显变化。面板表面出现点阵状变形坑,这是中心位置应力值大,且缺少蜂窝芯支撑和约束导致的。随着压力的增加,最大变形量由1.29×10-3mm线性逐渐增加至5.16×10-3mm。由于该温度下蜂窝芯结构稳定,固定约束下相对变形量较小,变形分布也相对较均匀,结构未出现失稳迹象,因此需进一步开展相应压力下的钎焊试验,对仿真结果进行验证,同时对夹层结构钎焊质量进行分析。
(a) 0.05MPa下应力分布
2.2 夹层结构钎焊试验
采用前述钎焊参数开展蜂窝夹层结构钎焊试验,焊后效果如图4所示,可见面板表面未出现溶蚀或变形坑。不同工装压力下夹层结构钎焊前后高度变化量如表2所示,可以看出,随着工装压力的增加,蜂窝结构厚度方向的变形量逐渐升高并近似呈线性增加趋势,与仿真结果呈现较好的一致性,但由于该温度下中间钎料层熔化,变形量整体较仿真结果有所偏大。

表2 不同工装压力下夹层结构钎焊前后高度变化量
不同压力下夹层结构钎焊接头金相组织如图5所示。由图5可知,钎焊接头组织分为扩散区、界面区、钎缝中心区,其中扩散区是由钎料中的低熔点元素向母材扩散形成的,界面区为固溶体组织,钎缝中心区为共晶组织。各压力下接头扩散区宽度相当,采用界面区和钎缝中心区的宽度表征不同压力下焊缝宽度。金相结果显示,当压力为0.05MPa时,焊缝较宽,钎料仅对蜂窝端部有润湿作用。当压力达到0.10MPa及以上时,钎脚饱满。金相软件测得焊缝宽度随压力变化曲线如图6所示,由图6可知当压力从0.05MPa增加到0.10MPa时,焊缝宽度显著减小,并且随着钎焊压力进一步增加,焊缝宽度随之减小。由于焊接压力直接影响焊缝间隙,焊缝间隙与焊缝组织形态关系密切,进而影响接头的强度等性能。当焊缝间隙小于某一值时,焊缝组织由镍基固溶体构成,对应的接头强度和塑、韧性均较高。而当焊缝间隙大于这一值时,焊缝中出现的化合物相将导致接头脆性[9-10]。焊缝宽度主要通过焊接过程中工装施加的压力载荷控制,因此,通过增加压力载荷进一步降低面板和蜂窝间隙是提高焊缝强度的有效方法。
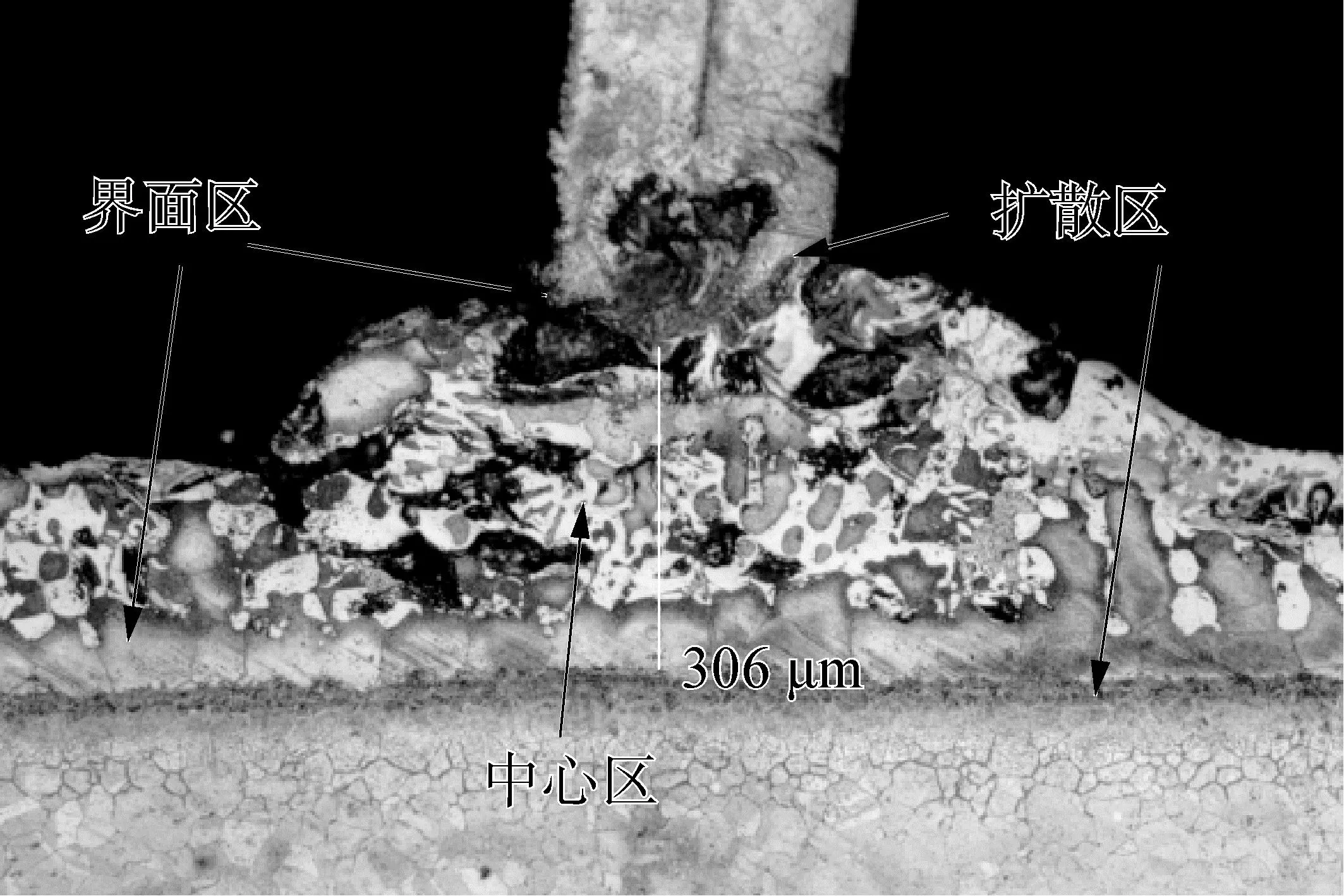
(a) 0.05MPa

图6 焊缝宽度随钎焊压力变化曲线Fig.6 Curve of the width of brazing seam changing with brazing pressure
对焊后夹层结构进行超声C扫描无损检测,结果如图7所示,由图7可知,当压力仅为0.05MPa时,蜂窝与面板连接处存在部分未焊合区域,这是蒙皮由于翘曲变形,0.05MPa的焊接压力不足以使蒙皮与蜂窝紧密接触;当压力达到0.10MPa及以上时,蒙皮与蜂窝接触良好,连接界面各处均焊合较好。
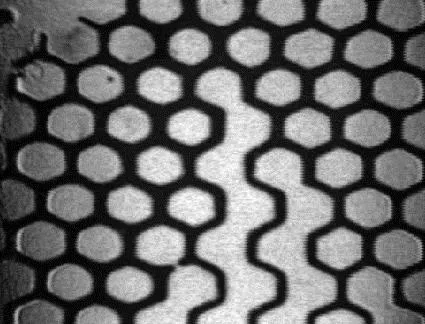
(a) 0.05MPa
综合以上钎焊试验可以看到,工装压力增加,焊缝宽度随之减小,接头性能会有所提升。但根据图6所示焊缝宽度和钎焊压力曲线,当压力达到0.10MPa并进一步增加时,焊缝宽度降低有限,接头性能进一步提升空间有限。并且由于钎焊压力是通过工装配重施加的,若继续增加压力,会显著增加工装用量,加大蓄热,导致加热效率降低。为保证蜂窝夹层结构的焊合质量并减少蓄热,施加0.10MPa的工装压力即可。对0.10MPa压力下获得的夹层结构进行室温平面压缩试验,压缩曲线如图8所示。可以看出,蜂窝夹层结构在压缩过程中无明显屈服阶段,平均压缩强度为10.40MPa。蜂窝压缩后的宏观形貌如图9(a)所示,可见在高度方向,夹层结构中间部位发生屈曲变形,面板无明显扭曲变形,对压缩后的试样进行超声C扫描无损检测,结果如图9(b)所示,可见在结构发生屈服失效后,面板与蜂窝之间未发生脱焊。

图8 焊接压力0.10MPa时,蜂窝夹层结构平面压缩曲线Fig.8 Plane compression curves of honey-comb sandwich structure under bonding pressure of 0.10MPa

(a) 压缩失效后宏观形貌
3 结 论
对不同钎焊压力下GH4099蜂窝夹层结构焊接效果进行了仿真和试验研究,可以得出以下结论:
(1) 随着钎焊(仿真)压力增加,面板应力应变分布特征无明显变化,应力应变集中区域呈现与蜂窝芯格一致的六边形分布特征,芯格中心处面板缺少约束,易发生变形,结构变形量呈线性增长趋势;
(2) 随着钎焊(试验)压力增加,焊缝宽度逐渐减小;压力较小时,夹层结构存在部分未焊合区域;当压力达到0.10MPa及以上时,焊缝宽度显著降低,面板基本完全焊合;
(3) 为保证蜂窝夹层结构的焊合质量并减少蓄热,最佳钎焊压力为0.10MPa,此时夹层结构等效平面压缩强度为10.40MPa。
