高炉开口机雾化冷却稳压技术在中金公司炼铁厂的应用
2024-01-01莫祖杰张朗铭冯飞

摘 要:针对柳钢集团中金公司2号高炉开口机使用过程中存在的问题进行分析,通过对高炉开口机实施改造并应用了雾化冷却稳压新技术。实践表明,改造后能够显著提升开口机雾化冷却效果并保证设备运行稳定性,保障生产安全和减少二次粉尘污染,降低炉前职工劳动强度的同时降低炉前耗材成本,对提高生产效率和经济效益具有重要意义。
关键词:高炉开口机;雾化冷却稳压技术;生产安全;生产效率;经济效益
Abstract:An analysis was conducted on the issues encountered during the operation of the No. 2 blast furnace tap hole machine at ZhongJin Company, a subsidiary of Liugang Group. The machine was renovated and a new atomizing cooling and stabilizing pressure technology was applied. Practical results have shown that the renovation significantly enhances the atomizing cooling effect of the tap hole machine, ensuring equipment stability, production safety, and reducing secondary dust pollution. This not only decreases the labor intensity of front-line workers and cuts down on front-line material costs but also holds significant importance in improving production efficiency and economic benefits.
Key words:BF tap hole machine;Atomization cooling and stabilization technology;production safety;production efficiency;economic benefits
0 前 言
开口机是高炉重要的炉前设备之一,用于钻开由泥炮封堵的铁口。它的性能和效率直接影响到高炉的正常生产。开口时产生的二次烟尘又是钢铁企业的主要污染源之一,开口时间越长则污染越大[1]。
目前大型高炉采用的开口机基本上都具备旋转和冲击功能。在打开铁口的过程中,经高温固化后的炮泥被冲击破碎,碎屑被压缩空气吹出形成较大的粉尘。同时高温环境中钻头在钻开坚硬的泥炮时极易发热,硬度降低。在铁口钻至1.5 m左右时钻头经常与铁口中的残渣粘结,出现开铁口难,钻头损耗严重的现象。因此在开铁口的过程中,强化开口机钻头冷却是一个值得探讨的课题。
1 现状分析
中金公司炼铁厂2#高炉建设容积为1-680-m3,设置2个铁口,每个铁口布置有1套KD-IA型液压开铁口机,于2021年5月建成投产。投产初期开口机开炉前铁口时采用压缩空气冷却。在开铁口过程中,开口机凿岩机密封件易老化或过热烧损而出现漏油现象。由于高炉铁口深度增加,炉墙厚度增大,炮泥强度提高,开铁口时间延长,开口机振打杆、弧形螺母及钻杆螺纹等处易断裂损坏,钻头和钻杆消耗量增大。并且开一次铁口有时需要多次更换钻头和钻杆,振动马达中旋转结构的齿轮和轴承磨损严重,在钻开铁口阻力大时经常发生旋转齿轮打滑或钻杆卡死等现象,职工劳动强度增大[2]。
正常生产时开口机在打开铁口过程中,铁口通道的温度随着钻杆的深入由200 ℃上升到1-400-℃,为一个多梯度的温度变化的复杂环境。开铁口机钻头刀片材质为钨钴类硬质合金,耐热程度一般在800℃左右。钻头在进铁口2 m 后,炮泥温度已经超过800℃,再往里钻进,环境温度很快将达到1-000-℃以上。钻头承受着高温和机械力的共同作用,在高温和机械力的共同作用下,钻杆强度下降并发生弯曲变形,钻销效率降低,钻头开始出现较大的缩性变形,刀片与刀头体刀槽之间产生裂纹,刀片从刀槽中脱落,致使钻头失效。特别是当铁口红硬层较厚时,由于压缩空气中含有大量氧气使得钻杆烧红、融化折断,甚至无法打开铁口。
投产初期KD-IA型液压开口机钻头冷却介质主要是压缩空气,通过支管路流向凿岩开口机→钻杆→钻头,实现开铁口作业通气冷却。由于压缩空气压力低,约为0.6 MPa,在开铁口冲钻过程中容易堵塞,压缩空气不能有效流通冷却,因此液压开口机钻头极易损坏,严重影响生产节奏。
目前通常所用的钻头壳体材料采用40Cr钢材, 硬度为HRC30-40。钻杆材质采用40Cr钢材,硬度为HRC28-35,钻杆螺纹端硬度≥HRC40。使用工况为高温高粉尘区域,生产时环境温度>50 ℃,可钻铁口深度≥3 m。合格的钻头及钻杆产品质量总体要求为在炉况正常、凿岩机设备运转正常的情况下,保证单个钻头出铁次数不低于使用2次;钻杆在正常使用情况下不低于使用5次。如果开铁口时间过长,开一次铁口有时需要多次更换钻头、钻杆。为解决高炉开铁口钻头符合高性能的要求,急需深入探究高炉开口机雾化冷却技术,来扭转当前这种被动的局面。
2 高炉开口机雾化冷却稳压技术概述
中金公司炼铁厂相关技术人员通过试验研究,于2021年12月研究开发具有自主知识产权的高炉开口机雾化冷却稳压新技术,设计出一种高炉开口机钻头雾化冷却装置,该新型装置于2023年6月获得国家实用新型专利,并通过生产实践验证,取得了显著效果。
2.1 高炉开口机雾化冷却稳压技术的基本原理
常见冷却方式两种:风冷与水冷。由于介质的比热容不同,水冷具一定的急剧性,急剧冷却会造成内部气化急剧膨胀而形成爆裂,因此使用水冷钻头会有一定风险。所以要求设计一种水雾化装置产生水雾作为冷却介质,可结合两种介质的优点。开口机雾化冷却稳压技术目的就是提供一种水雾化装置,将冷却水与气体充分混合成雾化状态,充满开口机钻头作业腔内,增大冷却效果,以解决高炉开口机开炉前铁口时,钻头作业处于高温环境的问题。
在目前KD-IA型液压开口机基础上改造高压水雾化装置,管道工业水压力仅为0.4 MPa,管道氮气为主要动力源,压力为2.0 MPa。将工业水加压雾化并与氮气充分混合并输送到开铁口钻头作业腔内对钻头进行冷却的一套雾化冷却稳压装置。该装置由增压供水包、雾化发生器两个部分组成:①增压供水包采用氮气为动力源,给水包冷却水加压,提供雾化动力,并在供水包基础上整合了其他气动元件。例如:压力表、排气阀、及单向阀(避免冷却水倒流,造成压力损失)等。②雾化发生器由冷却水喷头与氮气源并联组成,在高压氮气作用下与水充分混合形成水雾化,并以高压形式打入开铁口钻头作业腔内,具有灵活、冷却效果好、可操作性强的优点。
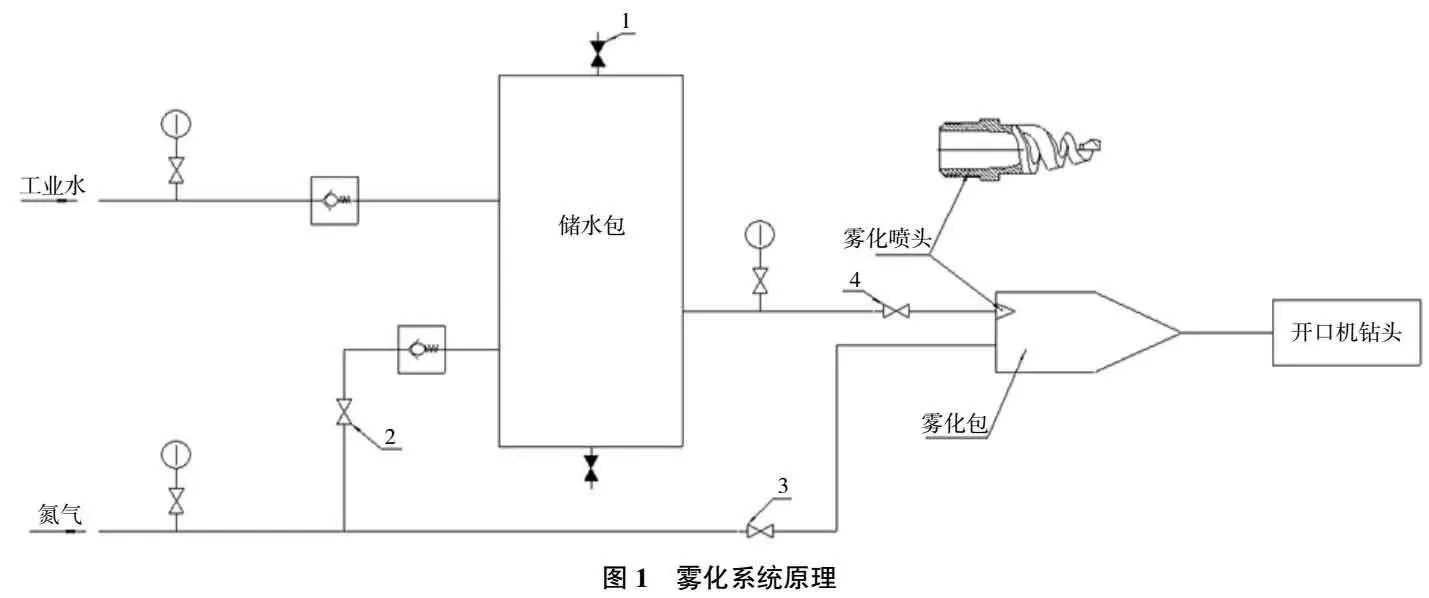
结合图1所示的一种高炉开口机雾化冷却稳压装置的雾化系统原理图,打开球阀1利用储水包进行储水,储满水后关阀球阀1并打开球阀2进入运行状态,调节球阀3球阀4为开口机钻提供雾化冷却介质。当钻头受到负载时,氮气自动给储水包补压,为开口机钻头提供持续雾化水介质,以满足开口机钻头冷却问题。
2.2 技术关键点
1)开口机雾化冷却稳压技术的应用建立在不改变生产设备主体管道结构和原有生产设备工艺的基础上实施。这样既可以确保高炉开口机冷却系统的完整性,也能让开堵铁口设备安全可靠的运行,将成本降到最低。操作简便、维修容易、布局合理、便于实施。雾化装置管路设计简单又灵巧,氮气管道起动力源效果,既能满足氮气压力,同时补偿水压力,平衡压差。单向阀与水管路相连,又能起到供能保压通水作用。
2)水雾化装置通过串接水管及气管、增加单向阀、安装蓄能水箱、调节控制阀等使得冷却水形成与氮气均压条件,雾化效果显著,避免钻头孔在工作过程中被渣铁堵塞出现水雾化断续现象。实现高效冷却效果,完全满足了辅助生产工艺的需求,功能匹配上满足高炉铁口开口作业高强度需求。
3)水雾化装置通过增加压力调节阀门、机械压力表,即可实时调压也可现场监测压力值,与生产节奏同步,便于生产操作过程中及时得到设备运行状况的反馈,调定更合理的压力值,有效监测压力损失,完全符合设计预期。运行稳定,结构简单,安全可靠,成本低,方便维护保养,运行效果好。实际场景见图2。
3 应用效果
2021年12月中金公司炼铁厂在2号高炉南、北出铁场分别改造了开口机水雾冷却稳压装置。工业冷却水和氮气的流量、压力均可以调节,水与气混合后产生均匀细腻的水雾达到抑尘和冷却设备的目的。投用后经过生产实践验证,达到了预期效果,并具有5个优点。
3.1 铁口的维护得到了保障
简化了铁口的维护,并且在炮泥强度逐步提高的过程中,泥套渗铁情况逐步消除,泥套深度基本稳定。出铁场铁口泥套深度稳定在3 m左右,泥套断裂的现象明显减少,泥套深度合格率提高。铁口深度也得到了保证,使出铁更加的平稳且耐侵蚀。
3.2 铁口作业率得到了提高
提高了铁口钻开率、正点率、出铁均匀率,原来正常开铁口的时间为12 min左右,减少到目前的5 min左右。同时也降低了铁口钻不开或卡钻杆而进行烧氧开铁口的频率,极大地提高了开铁口的工作效率。
3.3 铁口烟尘粉尘污染得到了降低
开口机在钻进过程中,开口机的水雾冷却稳压装置使得冷却水和压缩空气混合后产生细腻均匀的水雾,旋转及冲击所产生的粉尘污染在雾化水的吹扫下受到压制和凝结,在一定程度上降低了粉尘烟尘的排放。由于开铁口时间缩短,扬尘时间也减少,符合公司对环保除尘、节能降耗的要求。
3.4 岗位工劳动强度得到了减轻
开铁口时间缩短,开口机在铁沟上受到铁水高温烘烤的时间变短了,开口机漏油及其他设备故障相应的减少了,延长了设备的使用寿命,设备的正常运行使得维护简单易行。岗位工在铁口区域烧氧、处理设备问题的作业时间缩短了,岗位工的劳动强度得到了减轻。
4.5 炉前钻具的消耗得到了降低
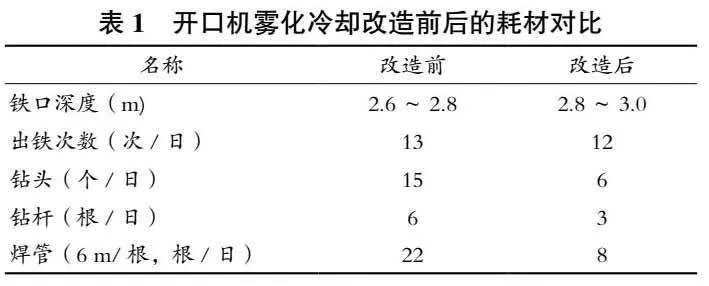
由于水雾对钻头、钻杆达到了冷却降温作用,解决了钻头、钻杆被铁水烘烤变形和烧毁的难题。使得钻头、钻杆多次使用,降低了钻具的消耗,延长了设备使用寿命。开口机水雾冷却稳压装置投用后,每月可节省钻具费用57%以上。见表1,通过对开口机雾化冷却改造前后的耗材对比,可以直观的观察到:每天可以节约钻头9个,每个钻头32元;每天可以节约钻杆3根,每根钻杆230元,每天可以节约氧管14根,每根39元。一年可以节省高炉钻具耗材的生产成本56万元。
4 结 语
中金公司炼铁厂通过对开口机应用了雾化冷却稳压新技术,缩短了开铁口时间,降低了钻头、钻杆等采购经费,满足了生产需求,改善了炉前操作环境,减轻了操作人员的劳动强度。开口机水雾冷却稳压装置的应用,提高了开口机在高温环境中钻杆的使用性能,使得钻进速度更高效,并为稳定连续的生产提供了可靠的保证。
参考文献
[1] 郭进华,秦洪冰,王键.2 000 m3高炉开口机改造与实践[J].冶金设备,2013(01):54-56+14.
[2] 杨士岭,董英.炼铁高炉开口机雾化冷却装置[J].设备管理与维修,2011(02):67.
第一作者:莫祖杰,男,44岁,高级工程师
收稿日期:2024-07-04