挖补参数对低能量冲击损伤层合板修理性能的影响研究
2023-12-29刘逸众聂明明
刘逸众,李 敏,聂明明,陈 律
(1.空军航空维修技术学院,湖南 长沙 410124;2.湖南省飞机维修工程技术研究中心,湖南 长沙 410124)
近年来,碳纤维层合板由于具有强度高、质量轻、耐腐蚀、耐高温等优良品质,在飞机结构上得到了广泛应用,使用部位也逐渐从非承力结构过渡到了次承力结构[1,2]。但层合板结构在使用过程中易受到各种不同冲击源(工具掉落、操作不当、砂石、冰雹)的冲击,这对结构的寿命和安全性造成了不同程度的影响[3-5],成为研究者关注的一个重要问题。其中,对损伤层合板的修理工艺参数及修理质量影响因素的研究对于碳纤维层合板的生产制造、日常维修等工作有重要的现实意义。
挖补修理法是层合板修理的一种典型工艺,国内外学者对挖补修理工艺进行了研究。周喜辉、Kashfuddoja 等采用有限元方法研究了相对冲击位置及补片形状、大小、厚度等因素对修理后层合板的静强度的影响,结果表明挖补修理对于层合板的强度恢复率较高[6-11];刘国春、Darwish 等对层合板胶接修理后的静力学性能进行了试验研究,分析了挖补角度、挖补形式等因素对修理后层合板的拉伸性能的影响,得到了最佳挖补角度范围,对比了阶梯形和斜切形修理的修理效率[12-15];苏雨茹、Jen 等对挖补修理后层合板的疲劳性能进行了试验研究,分析了损伤孔径、接头搭接方式对疲劳寿命的影响[16-18]。综合上述研究可知,对于修理后层合板的性能,目前已有了大量的数值研究,并建立了合适的模型,而试验研究主要集中于分析修理参数对拉伸性能、疲劳性能的影响,从压缩性能着手的研究较少。
层合板的压缩强度及冲击后的保持率是复合材料的重要性能指标,基于此,本文进行了不同低能量冲击源下,挖补修理后层合板的压缩强度试验,探讨了不同冲击源、修理参数对层合板修理强度恢复率的影响,分析总结了修理后层合板的压缩破坏机理,为碳纤维层合板低能量冲击损伤的修理设计提供了可靠依据。
1 试验过程与方法
1.1 试样制备
试验用碳纤维层合板采用预浸料T700/DS1202铺层,顺序为[0°/+45°/90°/-45°],含胶量32%,采用热压罐成型,固化工艺如图1 所示。试样尺寸为150 mm×100 mm×3.0 mm。为减小复合材料试验的分散性对试验结果的影响,每组取5 件试样。
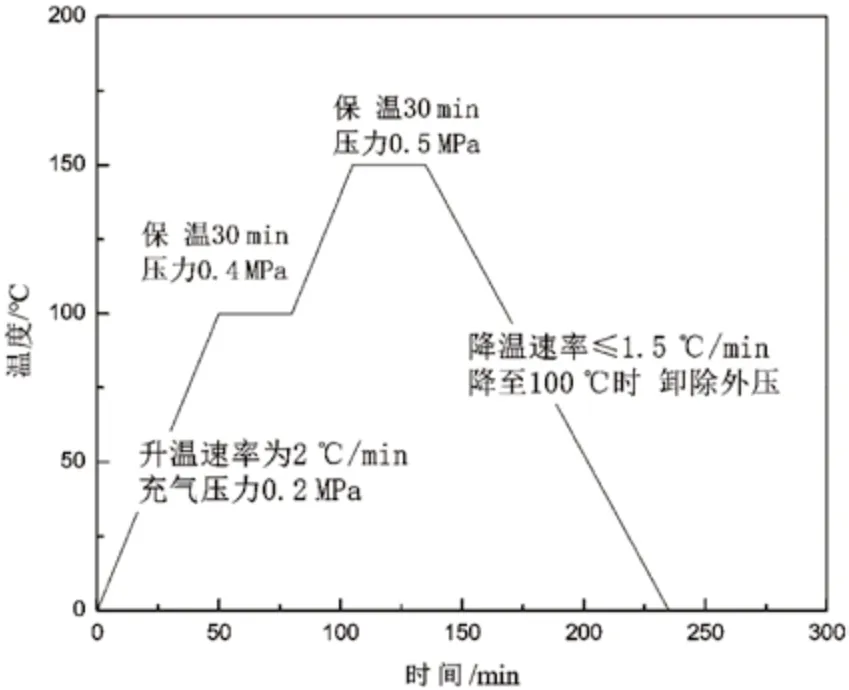
图1 T700/DS1202 固化制度
1.2 损伤制备及测试
1.2.1 落锤冲击试验
利用落锤冲击试验预制低能量冲击损伤,试验按照ASTМ D7136 标准进行,采用济南东测试验机技术有限公司生产的JLW-100 落锤冲击试验机,仪器及冲头如图2 所示。试验冲击能量等级分别取1.67 J·mm-1、3.34 J·mm-1、5 J·mm-1、6.67 J·mm-1、 8.34 J·mm-1,每组取5 件试样。
1.2.2 无损检测
采用千分尺及深度尺进行表面损伤的初步检查,为准确表征试样的尺寸,采用Keyence VHX-5000 超景深三维显微镜进行表面损伤深度及大小的测量。
采用РXUT-350+/SIUI 32Р 水浸超声特征扫描成像系统对试样内部损伤进行检测,探头为10М 水浸聚焦探头,扫描方式为沿试样表面平行线方向移动,设备如图3 所示。

图3 超声特征扫描成像系统
1.2.3 压缩强度试验
参考ASTМ D7137/D7137М-12 标准,采用WDW-100L 万能试验机进行,试验加载速率为1.25 mm/min。对层合板进行压缩试验时,必须保证试样不会发生整体失稳,试样两边需要加侧向支持,试验仪器及夹具如图4 所示。

图4 压缩试验装置
1.3 修理工艺选择
1.3.1 修理材料选择
为减少其他不确定性因素,并参照工程应用实际,修理补片采用母板原材料T700/DS1202 预浸料。综合考虑母板、胶膜、补片三者的力学性能的匹配性、固化温度以及线膨胀系数等因素,胶膜采用黑龙江省科学院石油化学研究院生产的中温固化胶黏剂J-47,性能参数如表1 所示。

表1 胶膜J-47 性能参数
1.3.2 修理参数选择
阶梯形挖补修理是层合板损伤修理的典型工艺,如图5 所示。在挖补修理中,补片的搭接宽度是重要的修理参数,结合文献和生产实际,发现并非补片越大修补效果就越好。在对宽度100 ~200 mm 之间的层合板进行阶梯挖补修理时,当修理补片大于10 mm,基体开裂、分层、纤维断裂初始载荷几乎保持不变,因此,本试验的补片搭接宽度定为10 mm,其他修理参数如表2所示。
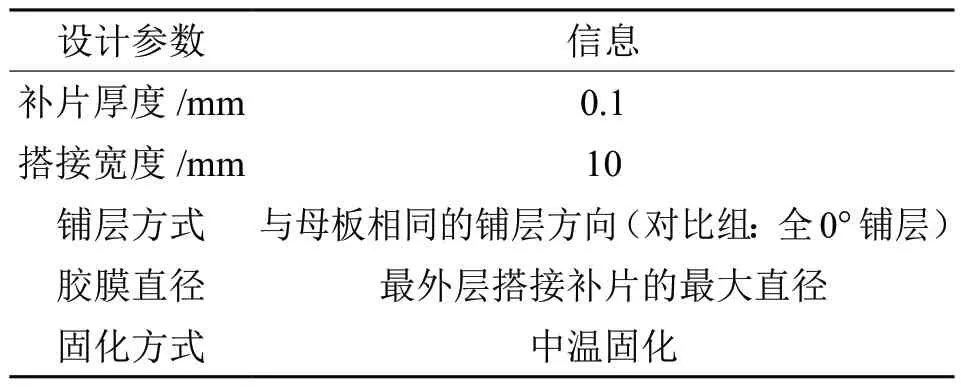
表2 修理工艺主要参数

图5 阶梯形挖补修理示意图
1.3.3 修理质量评估
为了说明修理质量,采用压缩试验的方法测试损伤层合板修理后的压缩强度,以强度恢复率Q0来衡量修理效率,如式(1)所示。
其中,P为层合板修理后的压缩强度,P0为无损层合板的压缩强度。
同时,为表征层合板的修理增重,对修理后的层合板的质量进行了测量,取平均值后与未损伤层合板的质量进行了比较。
2 试验结果分析
2.1 层合板修理质量的影响因素分析
在前期研究中发现:采用圆形冲头进行冲击,当冲击能量等级≥6.67 J·mm-1,损伤深度≥0.315 mm时,层合板背面开始出现裂纹;而采用锥形冲头进行冲击时,当冲击能量等级≥5 J·mm-1,层合板背面即开始出现裂纹[4]。当层合板出现贯穿厚度的裂纹时,其压缩强度就会大幅度退化。因此,当层合板仅正面出现损伤时,采用单面挖补修理;当背部出现裂纹时,采用双面挖补修理。修理铺层方式选择与母板相同的铺层角度(设置对比组,修理铺层方式全部为0°铺层),修理后强度恢复率如表3 所示。
表3 修理试样的强度恢复率
由表3 可知,无论采用何种铺层方式,修理后层合板的强度均有一定的恢复,甚至在单面挖补修理时部分组别强度恢复率超过了100%,证明T700/DS1202 预浸料、J-47 胶膜与损伤层合板具有良好的匹配性,本试验所采用的修理工艺能够较好地恢复损伤层合板的强度。同时,平均修理增重较小,仅1.8%,对比组为-1.31%,都在可接受的范围。
2.1.1 冲击源的影响
图6 分别描述了不同冲击源造成损伤后的修理强度恢复率,可以看出:在试验所涉及的冲击能量等级下,无论何种冲击源造成的损伤,挖补修理均能在一定程度上恢复层合板的压缩强度(105%~77.6%)。当冲击源为圆形冲头时,能量等级≤5 J·mm-1时,强度恢复率较高(105%~96.4%);当冲击源为锥形冲头,能量等级≤3.34 J·mm-1时,强度恢复率与圆形冲头基本相当。这是因为锥形冲头对层合板造成的损伤有较大的深度,在较小能量时即出现了穿透性损伤,需要采用双面挖补修理,导致强度恢复率降低了。因此,可以发现:锥形冲击源更易造成穿透性损伤,在同等能量等级冲击下,进行挖补修理后强度恢复率较低。看出:当采用单面挖补工艺时,对比组的强度恢复率明显高于试验组,这是因为压缩强度测试方向为层合板的0°方向,而全部采用0°方向的铺层对该方向上的压缩性能起到了较强的增强作用;当采用双面挖补工艺时,试验组的强度恢复率则高于对比组,但仅恢复了-0.4%~12.1%(对比组为-5.7%~5.4%)。并且,单面挖补时强度恢复率的离散系数较低(3.6%~6.3%),双面挖补时离散系数较大(6.0%~14.2%)。因此,可以看出:单面挖补工艺的强度恢复率更高,修理质量更加稳定;双面挖补工艺由于工艺复杂,胶接面多,挖补阶梯容易产生应力集中,导致了强度恢复率低,修理质量稳定性差,甚至还可能出现性能下降的情况。

图6 不同冲击源损伤层合板的修理强度恢复率
2.2 修理后层合板压缩试验损伤形式分析
2.1.2 修理工艺的影响
本试验采用的修理铺层角度与母板铺层角度一致,并采用全部0°铺层为对比组。从图6 可以
为研究修理参数对修理层合板压缩损伤形式的影响,观察了修理层合板的压缩破坏断口,损伤形貌如表4 所示。
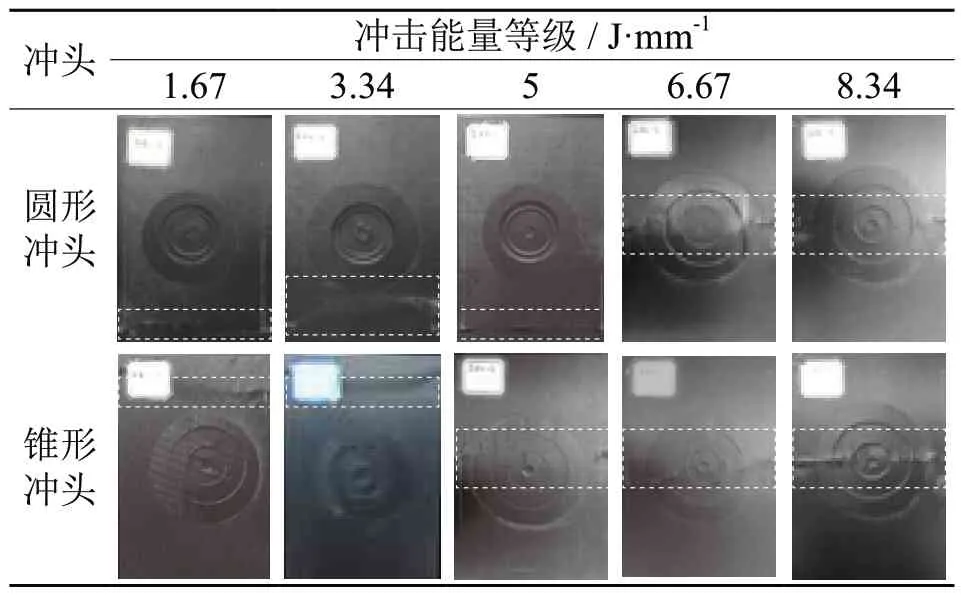
表4 修理后层合板的压缩破坏形貌
当冲击源为圆形冲头,冲击能量等级≤5 J·mm-1,或冲击源为锥形冲头,冲击能量等级≤3.34 J·mm-1时,采用单面挖补修理工艺。从表4 可知,采用单面挖补修理工艺时,压缩失效均发生在层合板的端部,这说明单面挖补并没有造成修理区域局部过大的应力集中,并且修理补片对压缩方向上的强度有了加强,致使修理区域的压缩强度高于母板。相反,当采用双面挖补修理工艺时,在修理区域上发生了横向断裂,且裂纹贯穿整个补片直径,说明双面挖补时修理区域更易造成应力集中,挖补区域变成了整个层合板的薄弱部分。
图7 为单面挖补修理层合板的压缩试验损伤截面形貌。由图7(a)可知,单面挖补修理后层合板的压缩损伤从正面垂直贯穿到背面,表面铺层出现了严重的屈曲现象。从图7(b)(c)中可以观察到,层合板内部出现了局部压溃,纤维断裂和基体开裂现象严重,并伴有少量分层。这说明造成层合板失效的主要模式为基体和纤维的压缩破坏。图8 为双面挖补修理层合板的压缩试验损伤截面形貌。由图8(a)可知,双面挖补修理后层合板的压缩截面出现了阶梯形的分层,表面铺层同样出现了屈曲和纤维断裂的现象。从图8(b)(c)中可以观察到,子层之间的分层呈现明显的台阶状,并且内部失效主要以大量的微小分层组成。这是由于双面挖补的打磨台阶较多,单层修理补片和母板的胶接处应力集中严重,层间出现了大量的剪切破坏,随着载荷的增加,分层不断扩大,最终导致层合板的失效。因此,在双面挖补时,可考虑斜坡式挖补,以减少应力集中,提高修理质量。
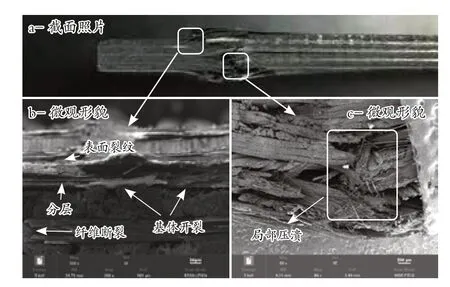
图7 单面挖补修理试样的压缩破坏截面形貌

图8 双面挖补修理试验件的压缩破坏截面形貌
3 结论
本文对不同冲击源造成的层合板损伤进行了阶梯形挖补修理,对修理结果进行了分析和讨论,并分析了修理后的压缩破坏模式。通过研究得到了以下结论:
(1)无论是何种冲击源(圆形冲头或锥形冲头),损伤层合板均能够得到较好的强度恢复率(达到了79.9%以上),可以证明此修理工艺适用于不同冲击源下层合板的损伤修理,但锥形冲击源更易造成穿透性损伤,同等冲击能量等级下,强度恢复率较低。
(2)单面挖补工艺的强度恢复率更高,质量更加稳定;双面挖补工艺由于工艺复杂,胶接面多,挖补阶梯容易产生应力集中,导致了强度恢复率低,修理质量稳定性差,甚至还可能出现性能下降的情况。
(3)单面挖补修理后层合板的压缩破坏主要为基体和纤维的压缩破坏;而双面挖补修理后主要以分层破坏为主,因此当采用双面挖补时,优先考虑斜坡式挖补,以减少应力集中。