Recent research progress on magnesium alloys in Korea: A review
2023-12-27SungHyukPrkYeJinKimHyunJiKimSngCheolJinJongUnLeeAlexnderKomissrovKwngSeonShin
Sung Hyuk Prk ,Ye Jin Kim ,Hyun Ji Kim ,Sng-Cheol Jin ,Jong Un Lee ,Alexnder Komissrov ,Kwng Seon Shin
aSchool of Materials Science and Engineering, Kyungpook National University, Daegu 41566, Republic of Korea
b Laboratory of Hybrid Nanostructured Materials, National University of Science and Technology, Moscow 119049, Russia
cLaboratory of Medical Bioresorption and Bioresistance, Moscow State University of Medicine and Dentistry, Moscow 127473, Russia
d Magnesium Technology Innovation Center, School of Materials Science and Engineering, Seoul National University, Seoul 08826, Republic of Korea
Abstract This review highlights the recent advancements in Mg research in South Korea with a prime focus on high-speed-extrudable Mg–Bibased alloys for high productivity and strength,innovative techniques utilizing {10–12} twinning for improved mechanical properties,and alloying and processing methods for enhanced corrosion resistance.High-alloyed Mg–Bi-based alloys possess thermally stable α-Mg matrix and secondary phase,which ensures high-speed extrusion of these alloys at elevated temperatures without hot cracking.Consequently,they exhibit outstanding extrudability with a maximum extrusion speed of up to 70 m/min.Furthermore,their high alloying contents offer excellent strength even after high-speed extrusion through strong solid solution hardening and particle hardening effects,making them suitable for high-performance extruded Mg products.The pre-twinning process utilizing {10–12} twinning and the combined process of pre-twinning and subsequent annealing have shown promise in controlling microstructure and texture of wrought Mg alloys and thus enhancing their mechanical properties.The pre-twinning process enhances tensile strength,fatigue properties,and age-hardening rate of Mg alloys.Furthermore,the combined processes of pre-twinning and subsequent annealing considerably improve their ductility,stretch formability,bending formability,and damping capacity.Efforts have been made to improve the corrosion resistance of Mg alloys through alloying additions,process treatments,and surface coatings.Alloying elements like Ca,Sc,and Sm alter the microstructural features (such as secondary phases and grain size)that affect the corrosion phenomenon.Process treatments such as multidirectional forging,screw rolling,and pulse electron beam can also improve the corrosion resistance by refining the microstructure.Furthermore,advanced surface coating technologies can create durable and corrosion-resistant layers for effectively protecting the Mg alloys.All these research activities conducted in South Korea have considerably contributed to the widespread utilization of Mg alloys in diverse applications by overcoming the inherent limitations of Mg alloys such as low extrudability,formability,and corrosion resistance.
Keywords: South Korea;Mg–Bi alloys;{10–12} twinning;Corrosion;Mechanical properties.
1.Introduction
Recently,magnesium (Mg) alloys have attracted considerable attention in various industries,particularly in automotive and aerospace applications,owing to their outstanding characteristics such as low density,high strength-to-weight ratio,and excellent damping capacity.These characteristics of Mg alloys make them as potential candidates for vehicle manufacturing as they help in reducing vehicle weight,improving fuel efficiency,and enhancing overall performance [1,2].Additionally,Mg alloys exhibit superior bioproperties such as biocompatibility,biodegradability,and an elastic modulus similar to that of human bones [3,4].Thus,they are suitable as biomaterials for bioimplant applications,offering various advantages,including enhanced bone healing,reduced risk of stress shielding,and the potential elimination of secondary removal surgeries [5].However,the widespread application of Mg alloys has been limited due to their drawbacks such as limited extrudability,strength,formability,and corrosion resistance compared to other structural metals(such as steels,Al alloys,and Ti alloys) [6,7].Extensive research has been conducted to overcome these drawbacks of Mg alloys worldwide.South Korea’s research community has played a pivotal role in advancing Mg alloy research through collaborations among academia,industry,and government agencies.Strong government support,well-equipped research facilities,and a skilled workforce have positioned South Korea at the forefront of Mg alloy research.These collaborative efforts have led to considerable advancement in Mg alloy research in terms of alloy design,processing techniques,surface treatment,and characterization methods,contributing to the remarkable progress in the commercialization of Mg alloys.
One notable area of progress in South Korea’s Mg alloy research is the development of high-speed-extrudable Mg alloys.Extrusion is a crucial metal forming process used to manufacture long components with complex geometries.Furthermore,it offers numerous advantages over casting processes such as the elimination of casting defects,the ability to produce intricate shapes in a single operation,and improved mechanical properties [8].However,the low extrudability of Mg alloys has limited their widespread applications as extruded products.Compared with Al alloys,Mg alloys have lower extrusion speeds and narrower temperature ranges,leading to longer processing times.This reduces the production efficiency and ultimately increases the cost of extruded Mg products [9].Generally,commercial Mg alloys have limited extrudability and this drawback becomes more pronounced in alloys with high alloying contents,such as AZ80,AZ91,and ZK60,due to the formation of thermally unstable secondary phases with low melting temperatures [9–13].To achieve both extrudability and strength simultaneously,researchers in South Korea have recently developed thermally stable Mg–Bi-based alloys with high alloying contents [11,12,14–24].These alloys are remarkable for their excellent extrudability and high strength,providing a potential solution to the extrusion limitations encountered with conventional Mg alloys.
Another important research area in Mg alloys focuses on the development of processing techniques to enhance the mechanical properties of wrought Mg alloys.The {10–12} twinning is an important deformation mechanism in Mg alloys that facilitates grain refinement,texture modification,and deformation accommodation [25].All these advantageous features associated with the {10–12} twinning offer a potential avenue for improving various properties of wrought Mg alloys.Recently,there has been a great deal of effort from research communities in South Korea to utilize the {10–12}twinning as an efficient deformation mechanism to control the microstructure evolution and subsequent textural characteristics for improving the mechanical properties of wrought Mg alloys [26,27].The pre-twinning (PT) process offers a costeffective and simpler alternative to conventional methods,such as the addition of rare earth (RE) elements and application of severe plastic deformation processes.Furthermore,researchers have developed a combined process of pretwinning and subsequent annealing (PTA) to overcome the limitations of pretwinned Mg alloys [28,29].The PTA process further improves the residual strain-sensitive properties of Mg alloys such as ductility and formability.Consequently,the processing techniques that utilize the {10–12} twinning have demonstrated their capability in enhancing the strength,elongation,stretch formability,bending formability,damping capacity,and fatigue resistance of rolled and extruded Mg alloys.The advancements in processing techniques using {10–12} twinning considerably contribute to the field of Mg alloy research in South Korea.These techniques show considerable potential for improving the mechanical properties of wrought Mg alloys,thereby expanding their applications in various industries.
One considerable challenge of Mg alloys is their high susceptibility to corrosion.Corrosion can occur through various mechanisms such as galvanic corrosion,pitting corrosion,and stress corrosion cracking [30–34].These corrosion processes can degrade the structural integrity,performance,and reliability of Mg alloys,considerably limiting their practical use as components exposed to external environment or in contact with other metals.Thus,understanding the corrosion behavior of Mg alloys is important for developing effective methods for improving their corrosion resistance.Recently,numerous studies conducted in South Korea have focused on enhancing the corrosion resistance of Mg alloys through several approaches such as alloying addition,process treatment,and surface coating techniques [35–40].Carefully controlling the microstructural features and use of appropriate surface coatings has resulted in considerable advancements in overcoming the challenge of poor corrosion resistance in Mg alloys.Additionally,the research conducted in South Korea has played a vital role in advancing the understanding of corrosion behavior in Mg alloys and developing practical solutions for improving their corrosion resistance.This progress has the potential to broaden the scope of applications for Mg alloys,making them a suitable choice for manufacturing components exposed to harsh or corrosive conditions.
This review aims to provide a comprehensive overview of the recent research advancements in Mg alloy research conducted in South Korea.In the subsequent sections,a structured outline of the research topics covered is systematically presented.Section 2 provides an overview of the development of high-speed-extrudable Mg–Bi-based alloys.This includes relevant discussion based on alloy composition design,maximum extrusion speed,microstructural features,mechanical properties,and commercialization potential of these alloys.Section 3 majorly focuses on the utilization of{10–12} twinning as an efficient approach to enhance the mechanical properties of wrought Mg alloys.This section also explores the microstructural evolution and underlying mechanisms during the PT and PTA processes and the resulting improvements in terms of various mechanical properties.Section 4 introduces the ongoing efforts in South Korea in enhancing the corrosion resistance of Mg alloys,including the addition of alloying elements,application of process treatments,and utilization of surface coating in preventing corrosion.The findings presented in this review demonstrate the dedicated and enthusiastic endeavors undertaken in South Korea to overcome the limitations of Mg alloys.These advancements create new possibilities for the extensive utilization of Mg alloys across diverse industries.
2.Mg–Bi-based alloys with excellent extrudability and high strength
2.1.Development background of Mg–Bi-based alloys
Extrusion is a crucial metal-forming process for fabricating long components.This process eliminates casting defects such as cavities and porosities,thereby yielding a more homogeneous and refined grain structure.Additionally,it enables the production of parts with intricate shapes and dimensions,which are challenging to obtain or even unattainable using other methods.Moreover,compared to their cast counterparts,extruded materials exhibit improved mechanical properties such as enhanced strength and ductility.In the case of Mg alloys,hot extrusion is advantageous for achieving a fine,equiaxed grain structure without casting defects,which significantly enhances their mechanical properties.The utilization of extruded Mg alloys in automotive components holds immense potential for weight reduction,such as engine cradles,subframes,bumper beams,radiator supports,and roof frames [6,41],which can eventually contribute toward improved fuel efficiency and reduced greenhouse gas emissions.
However,the application of extruded Mg alloys is limited owing to their higher production costs than extruded Al alloys,which is primarily attributed to the lower extrudability of Mg alloys.As shown in the extrusion limit diagrams of Fig.1a,commercial Mg alloys demonstrate lower extrusion speeds and narrower range of extrusion temperature than Al alloys.For instance,the AA6063 alloy,widely used for fabricating extruded Al products,can be extruded at high speeds exceeding 40 m/min [42,43].Because of their excellent extrudability,extruded Al alloys find extensive applications in various industries,including construction,architecture,transportation,and aerospace.In contrast,the maximum extrusion speeds of commercial Mg alloys are 2–5 times lower than those of the AA6063 alloy [44].Specifically,Mg–Al-and Mg–Zn-based alloys with high alloying contents,e.g.,AZ80,AZ91,and ZK60,exhibit considerably limited extrudability,with maximum extrusion speeds restricted to 6 m/min [10–13,42].This limitation is caused by the formation of Mg17Al12or Mg–Zn phases with low melting temperatures (<450 °C)during extrusion.Prior research [45,46] conducted differential scanning calorimetry (DSC) analysis and confirmed the low incipient melting temperatures of AZ80 and ZK60 alloys at∼428 and 338 °C,respectively.Furthermore,the addition of Al or Zn to Mg significantly decreases the solidus temperature of theα-Mg matrix,reducing it from 650 °C to 437 °C(with Al) and 341 °C (with Zn),as shown in Fig.1b and c,respectively.This demonstrates that the incorporation of Al or Zn leads to the formation of thermally unstable secondary phases and a reduction in the overall thermal stability of the alloy.Consequently,Mg–Al-and Mg–Zn-based alloys exhibit low extrudability,and their maximum extrusion speed decreases with increasing Al or Zn content.
More recently,considerable attention has been devoted to the advancement of high-speed extrudable Mg alloys [10–12,19–23,44,47–54].However,the melting point of the alloy typically decreases as the quantity of alloying elements in Mg is increased for its strength enhancement,thereby restricting high-speed extrusion.Accordingly,most studies on highspeed extrusion have focused on low-alloyed Mg alloys,characterized by a total amount of added alloying elements below 4 wt% [44,47–54].Unfavorably,extruded Mg alloys with low alloying contents exhibit diminished mechanical strength due to the weakening of various strengthening factors enforced by the alloying elements,such as solid solution hardening,particle hardening,and precipitation hardening.In order to simultaneously achieve increased manufacturing productivity and high strength,it is essential to develop high-speed extrudable Mg alloys with significant alloying contents.These alloys have the potential to demonstrate superior mechanical strength by harnessing the diverse strengthening mechanisms offered by the added alloying elements.Nevertheless,a significant challenge in the development of these alloys is to maintain their thermal stability,even when incorporating high alloying contents.
Recent investigations conducted by the Kyungpook National University in South Korea reported Mg–Bi-based alloys with exceptional strength and excellent extrudability.The Mg–Bi binary phase diagram indicated a considerable maximum solubility limit(7.7 wt%)of Bi in Mg(Fig.1d).Furthermore,the addition of Bi induces a substantially smaller reduction in the solidus temperature of theα-Mg matrix compared to Al or Zn additions.In particular,the minimum solidus temperature within the Mg–Bi system (557 °C) exceeds those observed in the Mg–Al and Mg–Zn systems (437 °C and 341 °C,respectively) (Fig.1b–d).DSC results also revealed that the incipient melting temperature of the Mg–Bi alloy(550 °C) surpasses those of the Mg–Al (428 °C) and Mg–Zn (338 °C) alloys [14,45,46].Additionally,a thermally stable Mg3Bi2phase with an exceptionally high melting temperature of 823 °C is formed in Mg–Bi alloys.These elevated solidus temperatures and the thermally stable secondary phase permit the high-speed extrusion of Mg–Bi alloys without encountering hot-cracking issues.In Sections 2.2–2.5,we provide an overview of recently developed Mg–Bi-based alloys (including binary,ternary,and quaternary systems) that demonstrate an extraordinarily high maximum extrusion speed of 70 m/min,while retaining remarkable strength even after high-speed extrusion.
2.2.Mg–Bi, Mg–Bi–Sn, and Mg–Bi–Al alloys
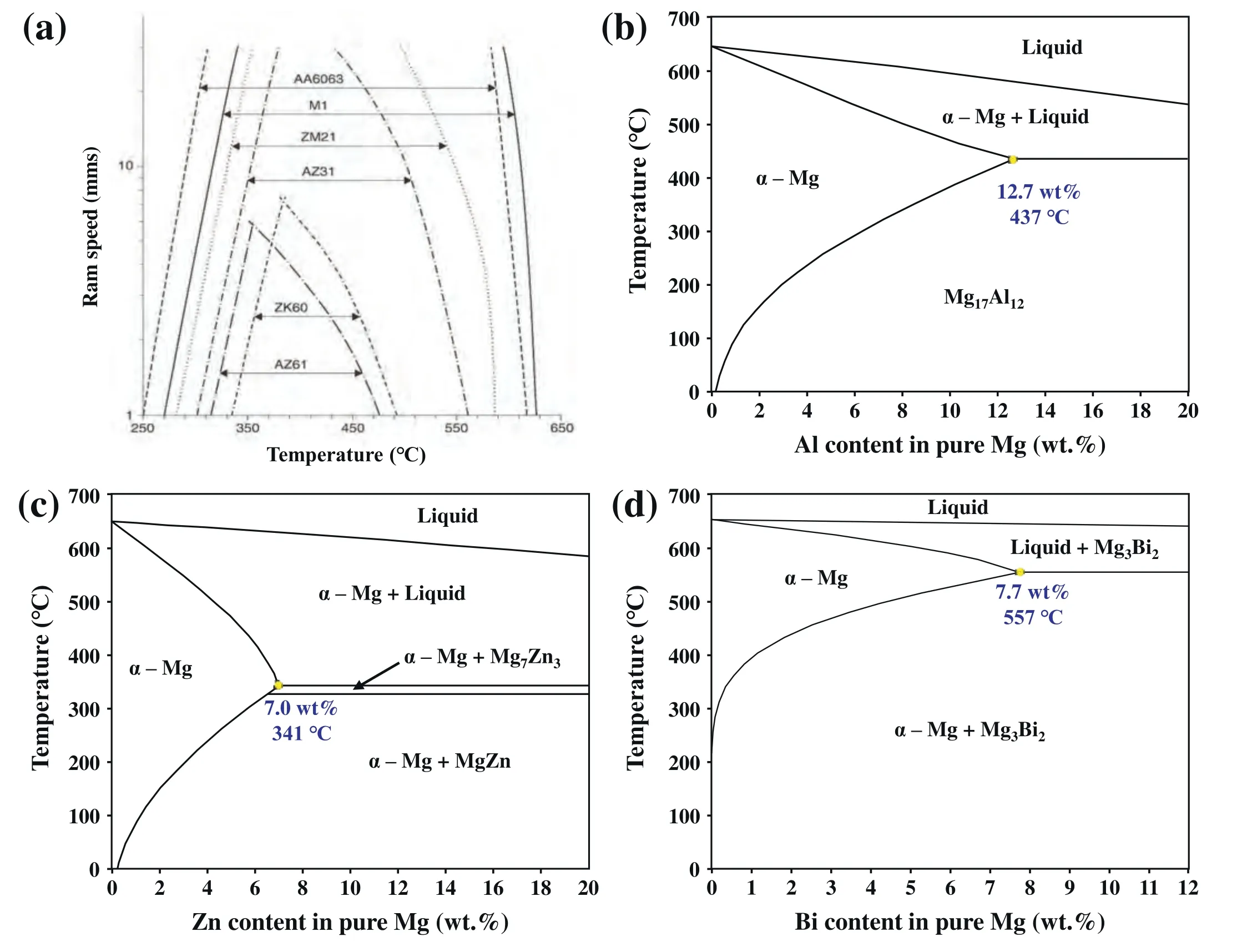
Fig.1.(a) Extrusion limit diagrams for AA6063 Al alloy and commercial Mg alloys and [43].(b–d) Equilibrium phase diagrams of Mg–Al,Mg–Zn,and Mg–Bi binary systems,calculated using PANDAT and FactSage software.
Go et al.[14] investigated the influence of Bi addition to pure Mg on the dynamic recrystallization (DRX) behavior during extrusion,as well as the resulting microstructural characteristics and mechanical properties of the extruded material.Homogenized billets of pure Mg,Mg–6Bi,and Mg–9Bi (all in wt%) were extruded at 350 °C with an extrusion speed of 1.2 m/min.The incorporation of 6 and 9 wt% Bi resulted in the formation of abundant fine Mg3Bi2precipitates during extrusion,which effectively hindered DRXviaZener pinning effect of the fine precipitates.Consequently,the extruded pure Mg material exhibited a fully dynamically recrystallized (DRXed) microstructure,whereas the extruded Mg–6Bi and Mg–9Bi materials demonstrated a partially DRXed bimodal microstructure comprising fine DRXed grains and coarse unDRXed grains (Fig.2a–c).The cast Mg–6Bi and Mg–9Bi alloys contain coarse undissolved Mg3Bi2particles (>1 μm in size) even after homogenization treatment.Typically,these coarse particles present in an extrusion billet promote the DRX behavior during hot extrusionviathe particle-stimulated nucleation (PSN) effect [55,56].
The amount of the coarse particles in the homogenized Mg–9Bi extrusion billet (2.4%) is higher than that in the homogenized Mg–6Bi extrusion billet (0.7%).Accordingly,the promotion of DRX due to the PSN effect of the coarse particles is more pronounced in the Mg–9Bi alloy than in the Mg–6Bi alloy.Hence,the area fraction of the DRXed grains of the extruded Mg–9Bi material (89.9%) is higher than that of the extruded Mg–6Bi material (76.4%),causing finer microstructure of the former (average grain size: 41.3 and 15.7 μm for Mg–6Bi and Mg–9Bi,respectively) (Fig.2b and c).The tensile yield strengths (TYSs) of the extruded pure Mg,Mg–6Bi,and Mg–9Bi materials are 88,129,and 141 MPa,respectively (Fig.2d and Table 1).The consierable enhancement in the TYS induced by adding Bi is primarily attributed to the enhanced grain boundary and precipitation hardening effects by grain refinement and fine precipitates.
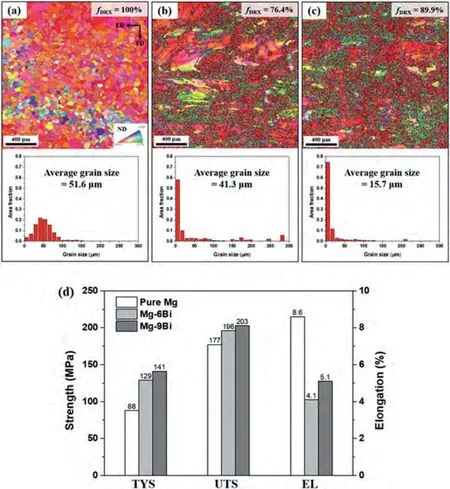
Fig.2.(a–c) IPF maps and grain size distributions of extruded (a) pure Mg,(b) Mg–6Bi,and (c) Mg–9Bi materials and (d) their tensile properties [14].
Several scholars have attempted to enhance the mechanical properties of Mg–Bi binary alloys [15–18].A representative method for improving the mechanical properties of Mg alloys involves the addition of alloying elements.Jin et al.[15] demonstrated that the addition of Sn to the Mg–Bi binary alloy considerably enhances the tensile strength of the extruded material.Homogenized billets of Mg–5Bi(B5),Mg–5Bi–2Sn (BT52),Mg–5Bi–4Sn (BT54),and Mg–5Bi–6Sn (BT56) alloys were extruded at 300 °C with an extrusion speed of 0.6 m/min.All the extruded materials exhibited typical basal fiber texture and bimodal microstructure(Fig.3a–d).As the Sn content increased from 0 to 6 wt%,the average size of the DRXed grains decreased from 4.2 to 2.8 μm,which is attributed to the enhanced grain boundary pinning effect resulting from increased Mg2Sn precipitates.The TYSs of the extruded B5,BT52,BT54,and BT56 materials are 136,212,239,and 264 MPa,respectively,and their UTSs are 205,262,282,and 301 MPa,respectively (Fig.3e and Table 1).With the addition of 2 wt% Sn,the TYS of the extruded material increased by 76,27,and 25 MPa,and the UTS increased by 57,20,and 19 MPa for the B5,BT52,and BT54 alloys,respectively (Fig.3f).The increments in TYSand UTS resulting from the addition of 2 wt% Sn to the B5 alloy were substantially higher than those achieved by adding 2 wt% Sn to the BT52 and BT54 alloys.The results of this study indicate that the addition of 2 wt% Sn to the B5 alloy significantly enhances the strength of the extruded material,primarily because of the robust solid solution hardening effect induced by the presence of Sn solute atoms.
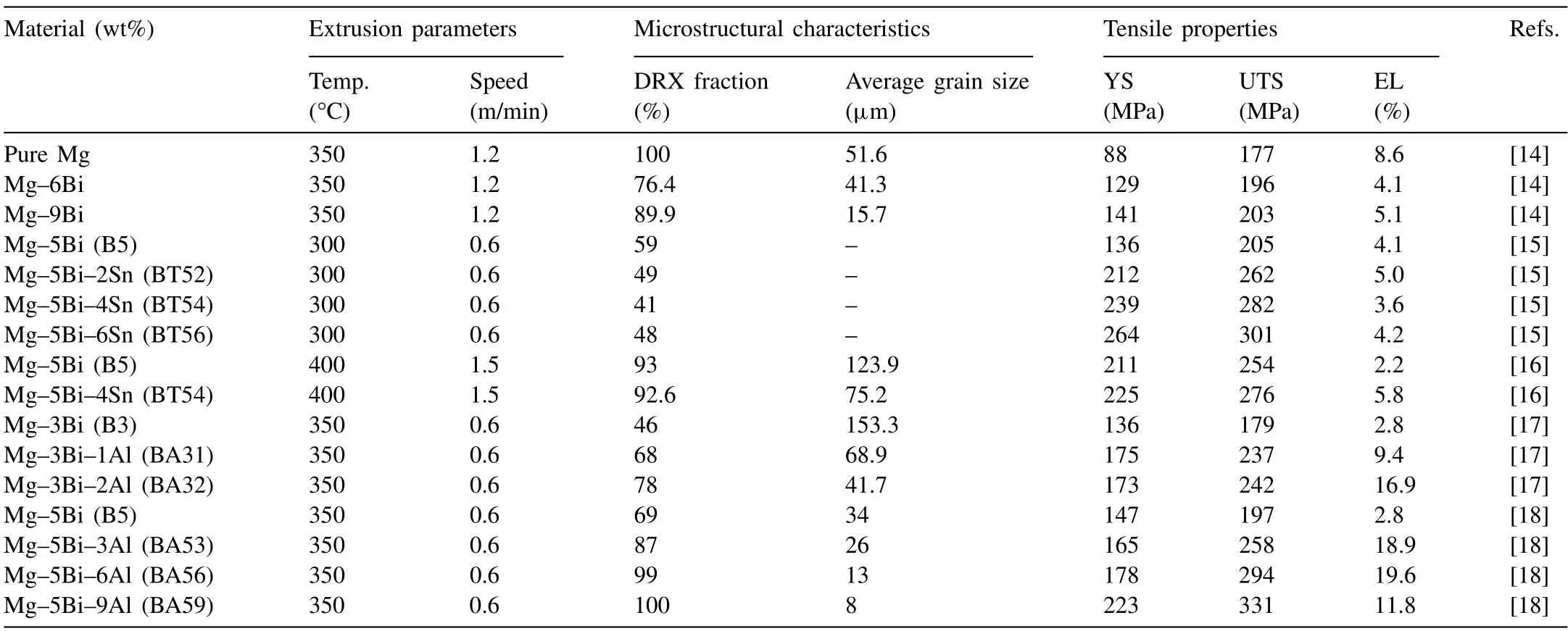
Table 1 Extrusion parameters,microstructural characteristics,and tensile properties of Mg–Bi,Mg–Bi–Sn,and Mg–Bi–Al alloys [14–18].
Furthermore,Jin et al.[16] examined the influence of Sn addition to the B5 alloy under different extrusion conditions.In the previous study by Jin et al.[15],extrusion was conducted at 300 °C and 0.6 m/min,whereas herein,extrusion was conducted at 400 °C and 1.5 m/min.Only Mg3Bi2precipitates were present in the extruded B5 and BT54 materials due to high extrusion temperature.The Sn solute atoms in the BT54 alloy increased the critical resolved shear stress for slip systems,thereby suppressing the activation of dislocation slip during extrusion.Consequently,this reduction in the accumulated residual strain energy during extrusion weakened the grain growth during air cooling after the material exited the die,yielding a finer microstructure.The average grain size of the extruded BT54 material,75.2 μm,was significantly smaller than that of the extruded B5 material (123.9 μm)(Fig.4a and b).The addition of Sn to the B5 alloy improves the tensile properties of the extruded material.The TYS and UTS of the extruded BT54 material were 225 and 276 MPa,respectively,which were higher than those of the extruded B5 material (211 and 254 MPa,respectively) (Fig.4c).The enhanced strength of the BT54 material can be attributed to the combined effects of the refined grains,Sn solute atoms,and increased dislocation density.Furthermore,the extruded BT54 material exhibited a much higher tensile elongation(5.8%) compared to the extruded B5 material (2.2%).The fractographs of the fractured tensile specimens revealed that the size of the cleavage planes in the BT54 material (60–100 μm) was significantly smaller than that in the B5 material (80–180 μm) (Fig.4d and e).The finer grain size of the extruded BT54 material effectively suppressed the formation of twins,which served as crack initiation sites during tension,thereby improving tensile elongation.
To enhance the mechanical properties of the extruded Mg–Bi alloys,Al is considered a suitable alloying element owing to its cost-effectiveness and ability to improve material strength.Jin et al.[17] investigated the effects of adding Al to an Mg–3Bi (B3) alloy in terms of microstructural characteristics and mechanical properties of the extruded material.Homogenized billets of B3,Mg–3Bi–1Al (BA31),and Mg–3Bi–2Al (BA32) alloys were extruded at 350 °C with an extrusion speed of 0.6 m/min.As the Al content increased from 0 to 2 wt%,the average grain size significantly decreased from 153.3 to 41.7 μm,and the maximum texture intensity decreased from 13.8 to 4.6 (Fig.5a–c).These variations were potentially caused by the reduction in the area fraction and size of unDRXed grains with the addition of Al.The addition of 1 wt% Al to the B3 alloy increased the TYS from 136 to 175 MPa because of grain refinement and the presence of Al solute atoms (Fig.5d).However,further addition of 1 wt%Al to the BA31 alloy failed to improve the strength,possibly because of the weakened texture hardening and strain hardening effects.The extruded B3 material exhibited an extremely low tensile elongation of 2.8% owing to the formation and coalescence of relatively large cracks in the coarse unDRXed grains during tension (Fig.5e).Nonetheless,the reduction in the area fraction and size of the unDRXed grains with increasing Al content suppressed the formation and coalescence of large cracks,thereby yielding a remarkable improvement in elongation from 2.8% to 16.9%.Consequently,the addition of 2 wt% Al to the B3 alloy substantially improved the comprehensive tensile property (expressed as TYS × elongation)of the extruded material from 381 to 2924 MPa·%.
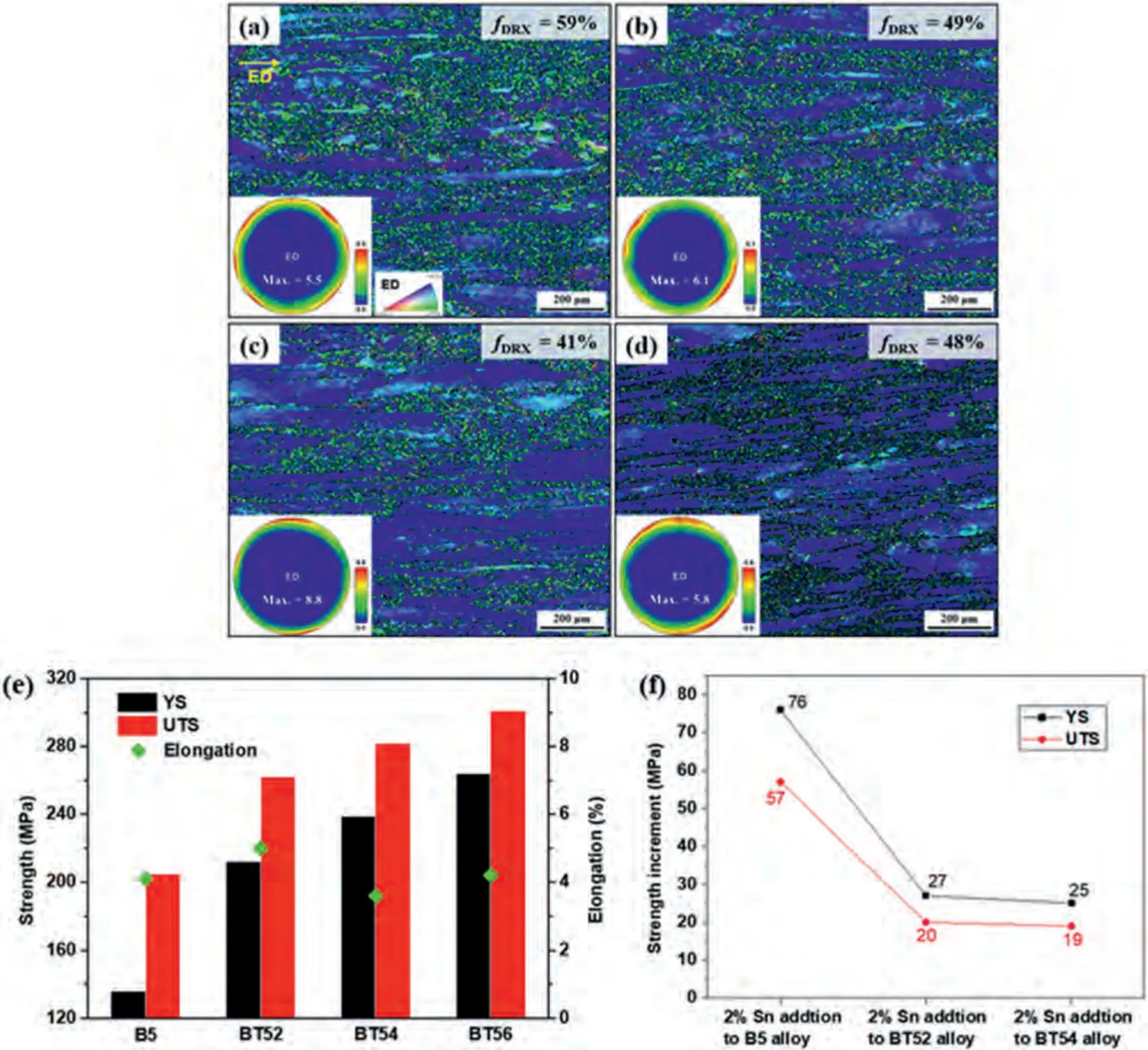
Fig.3.(a–d) IPF maps and (0001) pole figures of extruded (a) B5,(b) BT52,(c) BT54,and (d) BT56 materials.(e) Tensile properties of extruded materials and (f) increments in TYS and UTS caused by the addition of 2 wt% Sn to B5,BT52,and BT54 alloys [15].
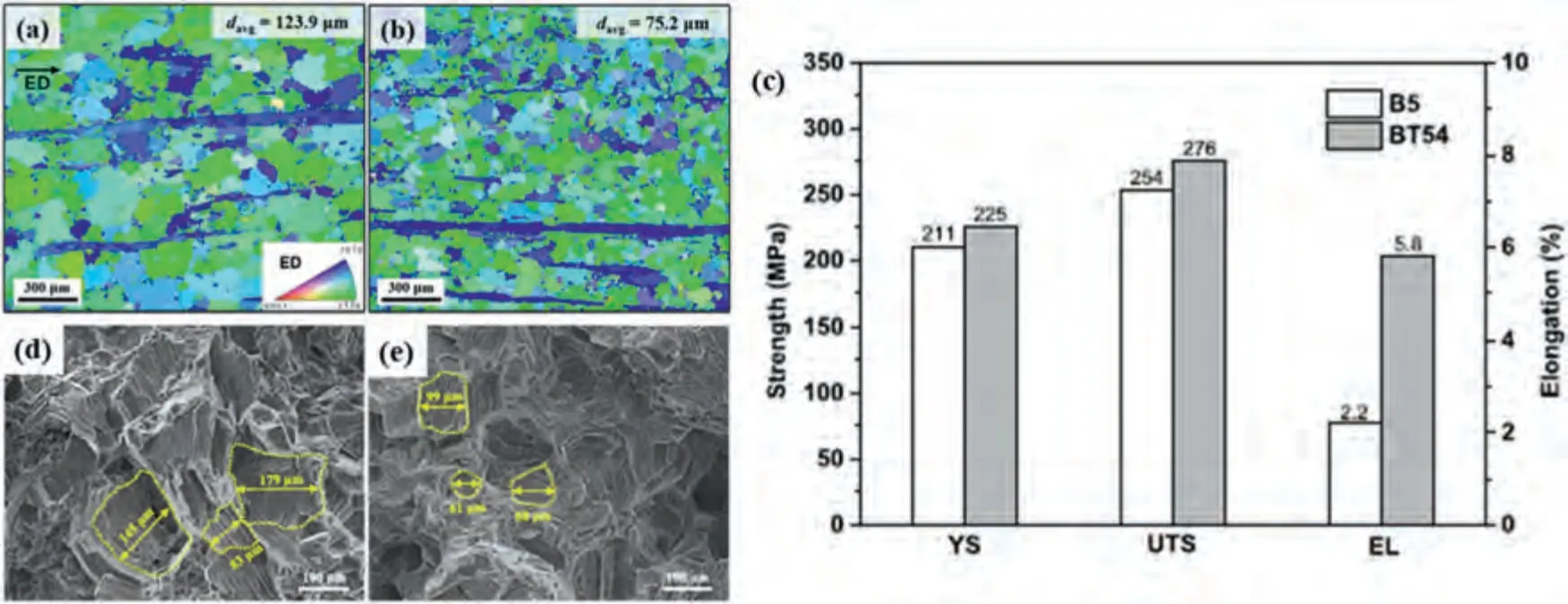
Fig.4.IPF maps of extruded (a) B5 and (b) BT54 materials and (c) their tensile properties.SEM fractographs of fractured tensile specimens of extruded (d)B5 and (e) BT54 materials [16].
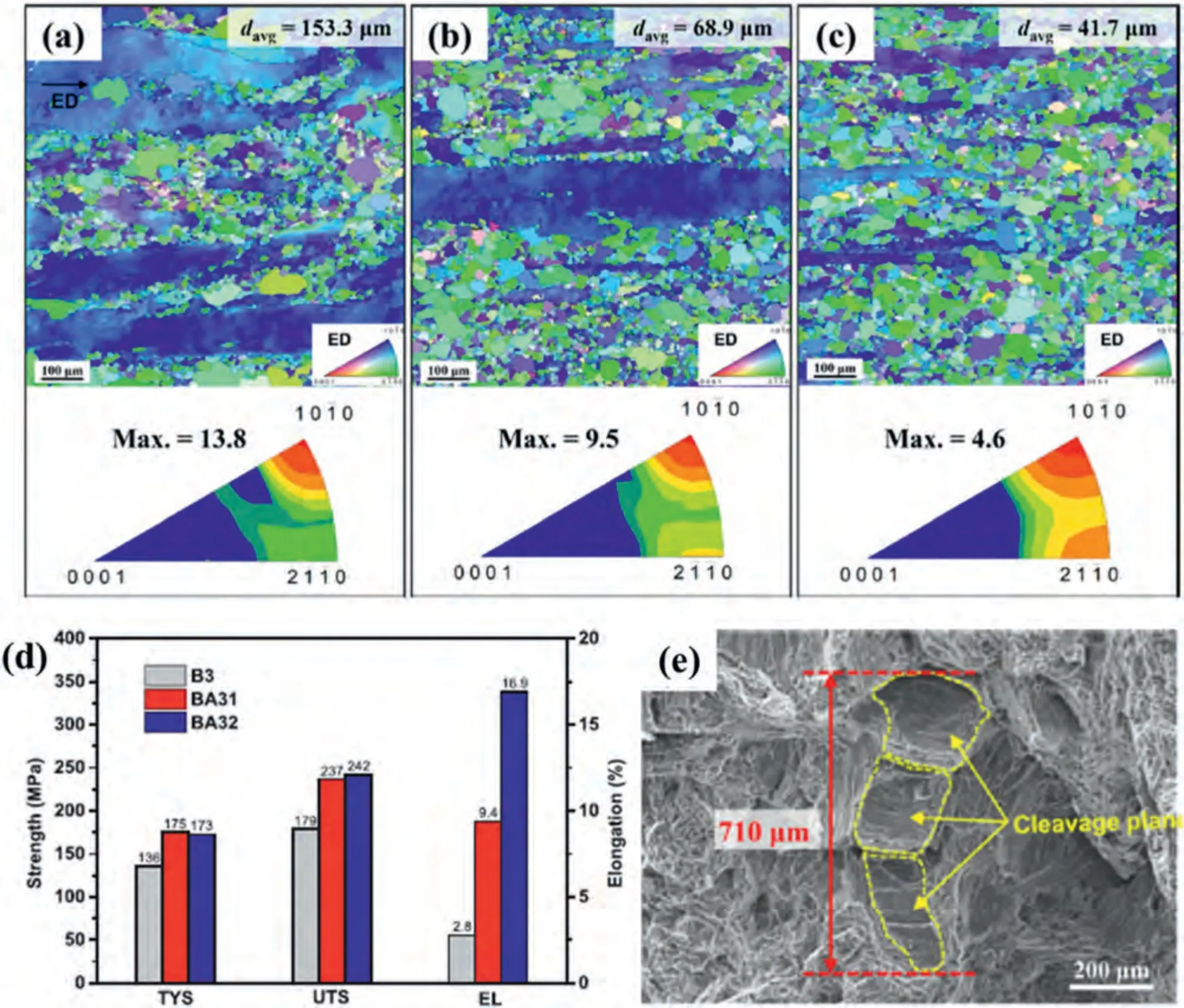
Fig.5.IPF maps and inverse pole figures of extruded (a) B3,(b) BA31,and (c) BA32 materials and (d) their tensile properties.(e) SEM fractograph of fractured tensile specimen of extruded B3 material [17].
Go et al.[18] further investigated the effect of Al addition on the B5 alloy.Homogenized billets of B5,Mg–5Bi–3Al(BA53),Mg–5Bi–6Al (BA56),and Mg–5Bi–9Al (BA59) alloys were extruded at 350 °C with an extrusion speed of 0.6 m/min.As the Al content increased from 0 to 9 wt%,the DRX fraction increased from 69.3% to 100% and the average grain size decreased from 34 to 8 μm(Fig.6a).The increased DRX fraction is attributed to the promoted DRX behavior by the reduced billet grain size,increased number of undissolved particles,and decreased stacking fault energy.Moreover,the TYS of the extruded material significantly increased from 147 to 223 MPa and compressive yield strength (CYS) increased from 116 to 205 MPa (Fig.6b and Table 1).The tensile elongations of the extruded BA5xmaterials (11.8%–19.6%)were considerably higher than that of the extruded B5 material (2.8%).Consequently,upon adding 6 wt% Al to the B5 alloy,the product of TYS × elongation of the extruded material remarkably increased from 412 to 3489 MPa·%.Moreover,the tension–compression yield ratio (i.e.,CYS/TYS) increased from 0.79 to 0.92 with the Al content(Fig.6c).These results indicate that the addition of Al to the B5 alloy comprehensively improves the tensile properties of the extruded material,including TYS,CYS,elongation,and yield symmetry.Considering both strength and ductility,we can conclude that the extruded BA53 and BA56 materials exhibited wellbalanced mechanical properties.
2.3.Extraordinary high-speed extrudability of Mg–5Bi–3Al alloy
High-speed extrusion offers potential advantages for increasing industrial productivity and reducing material costs;however,it increases the extrusion pressure.A tenfold increase in extrusion speed can cause an∼50% increase in extrusion pressure [57].Therefore,to limit the extrusion pressure from reaching excessively high pressure levels,highspeed extrusion should be conducted at elevated temperatures,thereby necessitating the use of Mg alloys capable of withstanding high temperatures.In particular,the rapid deformation rate of the material during high-speed extrusion increases the temperature more considerably than that performed at lower speeds,which aggravates the risk of hot-cracking issues [57].The Mg–Bi–Al alloys with small amount of Al can exclusively produce thermally stable Mg3Bi2phase,ensuring their suitability for high extrudability [18].However,excessive addition of Al to Mg–Bi alloys can result in the formation of the thermally unstable Mg17Al12phase during extrusion,causing hot cracks and a significant reduction in extrudability.Therefore,to ensure a combination of high extrudability and desirable strength and ductility,the BA53 alloy emerges as an appropriate high-alloyed Mg alloy for high-temperature and high-speed extrusion processes.
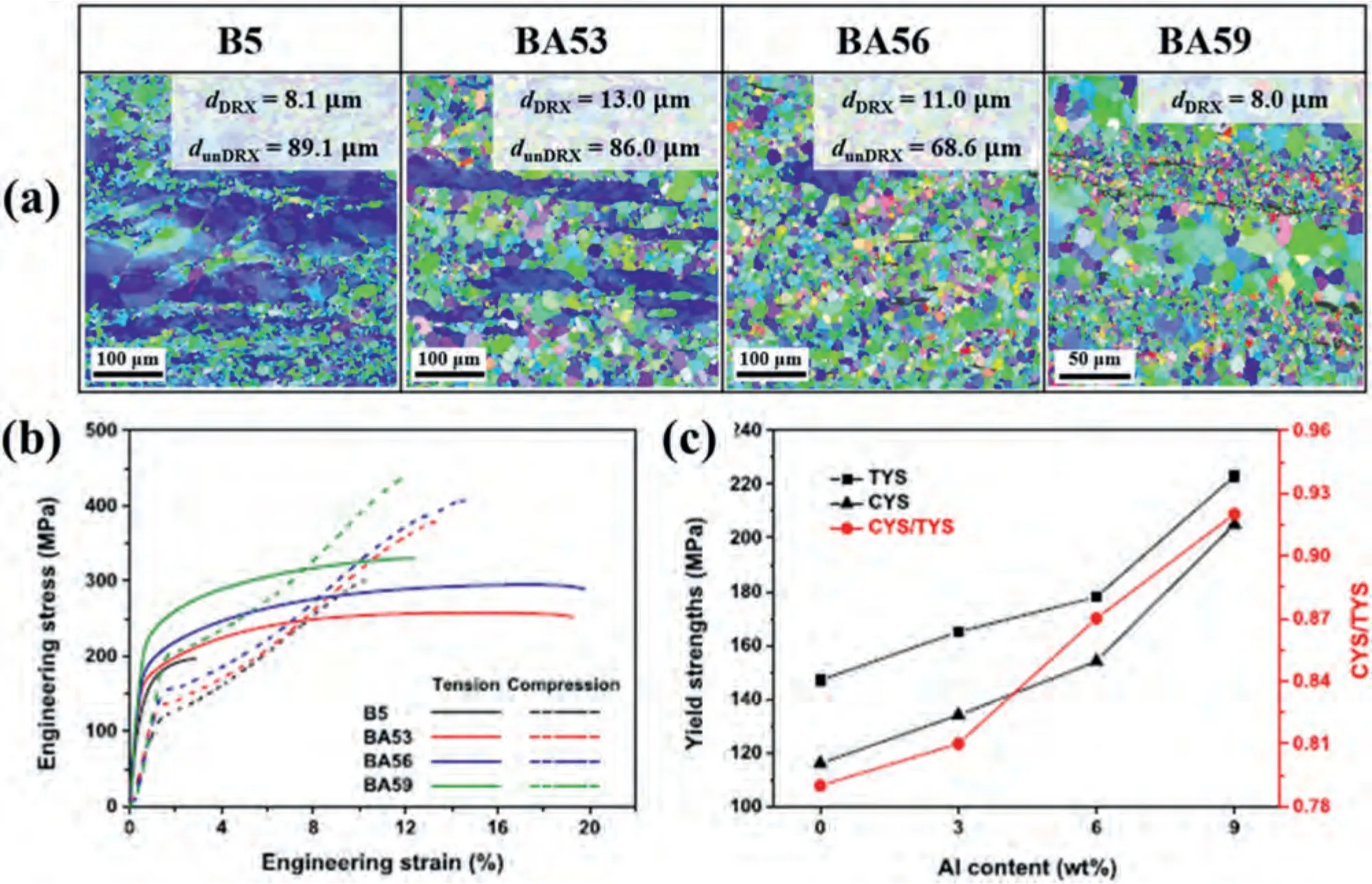
Fig.6.(a) IPF maps and (b) tensile and compressive curves of extruded B5,BA53,BA56,and BA59 materials.(c) Variations in TYS,CYS,and yield ratio of extruded material with Al content [18].
Furthermore,Jin et al.[11] compared the extrudability and mechanical properties of the BA53 and AZ80 alloys.The BA53 and AZ80 alloys were extruded at a high temperature of 400°C,with extrusion speeds ranging from 3 to 40 m/min.Severe hot cracking was observed in the AZ80 alloy when extruded at exit speeds of 4.5 m/min or higher.In contrast,the BA53 alloy could be successfully extruded at high exit speeds of 21–40 m/min without any surface cracking.Despite having similar total alloying content,the maximum extrusion speed of the BA53 alloy exceeded that of the AZ80 alloy by over 10 times.The AZ80 alloy extruded at 3 m/min(AZ80–3) and the BA53 alloy extruded at 40 m/min (BA53–40) exhibited a fully DRXed microstructure,characterized by a typical 〈10–10〉 basal texture,as portrayed in Fig.7a and b,respectively.However,the average grain size of BA53–40(32.1 μm) surpassed that of AZ80–3 (17.0 μm) owing to the enhanced grain coarsening during high-speed extrusion.Despite the high extrusion temperature and speed,BA53–40 exhibited a high TYS of 188 MPa (Fig.7c and Table 2),primarily attributable to the strong particle hardening effect induced by numerous fine Mg3Bi2particles.Notably,AZ80–3 exhibited a higher TYS (203 MPa) than BA53–40 (188 MPa),and this difference in TYS between the two alloys can be regarded as insignificant considering the remarkable difference in their extrusion speed.
Go et al.[12] explored the extrudability of the BA53 alloy at high speeds of 60 and 67 m/min at 400 °C.Despite its high alloying element contents (∼8.0 wt%),the BA53 alloy demonstrated successful extrusion at 67 m/min without hot cracking (Fig.8a).This speed surpasses that of the commercial high-alloyed AZ80 alloy (3.0 m/min) by over 20 times,and its value is more than double that of the commercial lowalloyed AZ31 alloy(30 m/min)[43].Furthermore,the extrudability of the BA53 alloy is comparable to that of commercial Al alloys,such as AA6061 and AA6063.Despite the hightemperature and high-speed extrusion,the extruded BA53 alloy exhibited relatively smaller grain size of 45 μm compared to other Mg alloys extruded at high speeds (Fig.8b).For instance,the grain size of Mg–1Mn (wt%) alloy extruded at 10 m/min was 70 μm and that of Mg–6.81Sn–1.10Al–1.07 Zn(TAZ711) alloy extruded at 27 m/min was 84 μm [58,59].Generally,as the extrusion speed increased,the temperature near the deformation zone proximate to the extrusion die underwent expansion because of the heightened heat generation,which accelerated the grain coarsening mechanism[60].However,in the case of the BA53 alloy,grain coarsening during extrusion was effectively suppressed by the grain-boundary pinning effect of fine Mg3Bi2particles,resulting in a smaller grain size.
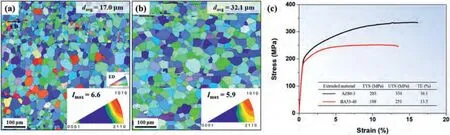
Fig.7.IPF maps and inverse pole figures of (a) AZ80–3 and (b) BA53–40.(c) Tensile stress–strain curves and tensile properties of AZ80–3 and BA53–40[11].
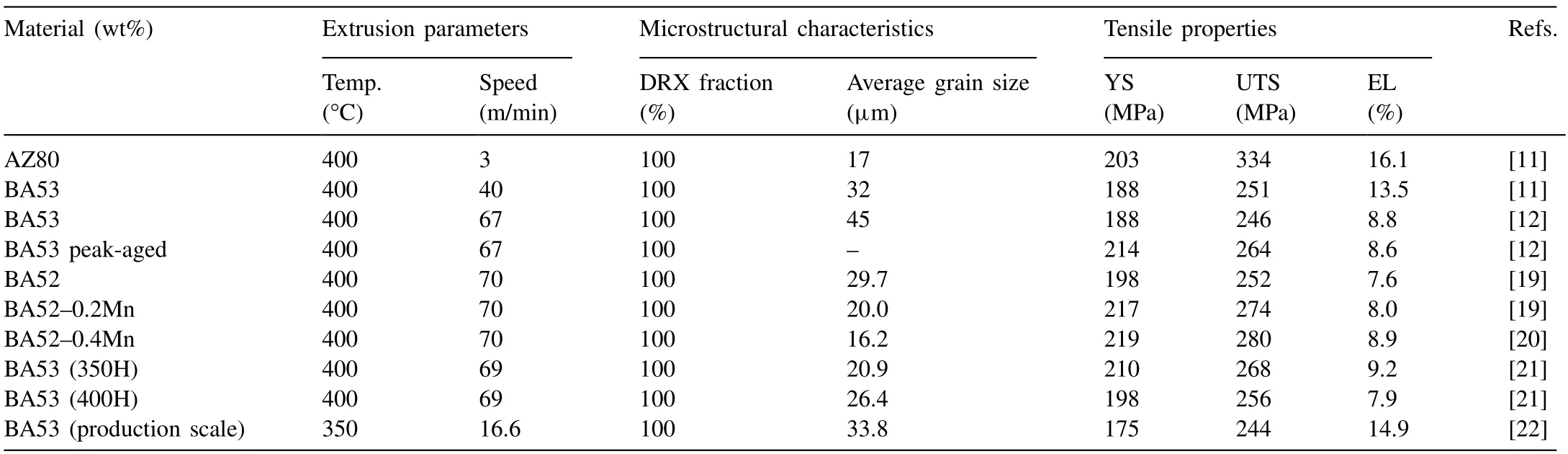
Table 2 Extrusion parameters,microstructural characteristics,and tensile properties of high-speed-extruded Mg–Bi–Al alloys [11,12,19–22].
The mechanical strength of the high-speed-extruded BA53 alloy can be further enhanced through aging treatment.Following peak aging at 180 °C for 128 h,the hardness of the extruded BA53 alloy increased from 50.3 to 55.7 Hv owing to the formation of Mg3Bi2precipitates (Fig.8c).This aging treatment considerably improved the TYS (from 188 to 214 MPa) and UTS (from 246 to 264 MPa),without reducing ductility (Fig.8d).Consequently,owing to its costeffectiveness,exceptional processing efficiency,superior age hardenability,and high mechanical properties,the BA53 alloy holds significant potential for widespread utilization as a material in the fabrication of various extruded Mg products.
2.4.Improving tensile properties of high-speed-extruded Mg–5Bi–Al alloys
Despite its high alloying content,the BA53 alloy exhibited impressive extrudability.Furthermore,the mechanical properties of the high-speed-extruded Mg–5Bi–Al alloys can be further enhanced by incorporating additional alloying elements.Recent studies [19,20] have demonstrated that adding small amounts of Mn to the Mg–5Bi–2Al (BA52) alloy improves its mechanical properties without any loss of extrudability.Notably,the BA52,BA52–0.2Mn,and BA52–0.4Mn alloys can be successfully extruded at an extremely high speed of 70 m/min without any instances of hot cracking.The addition of small amounts of Mn to the BA52 alloy causes considerable grain refinement in the homogenized billet and the formation of a semicontinuous network of coarse particles along the grain boundaries [19].In principle,the increased presence of grain boundaries and coarse particles serves as nucleation sites for DRX during extrusion,which further refines the grain structure in the extruded material.As the Mn content in the BA52 alloy increased from 0 to 0.4 wt%,the average grain size of the high-speed-extruded material decreased from 29.7 to 16.2 μm (Fig.9a–c) because of the enhanced DRX and the suppressed grain coarsening during extrusion.
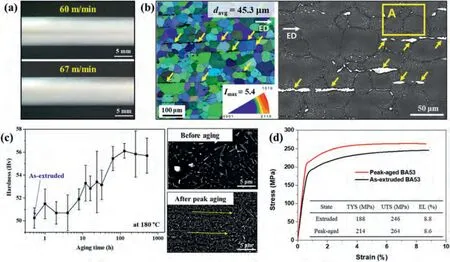
Fig.8.(a) Images of surface quality of BA53 alloy extruded at 60 and 67 m/min.(b) IPF map and SEM micrograph of BA53 alloy extruded at 67 m/min(BA53–67).(c) Variation in hardness of BA53–67 with aging duration at 180 °C and SEM micrographs at as-extruded and peak-aged states.(d) Tensile stress–strain curves of BA53–67 at as-extruded and peak-aged states [12].
The tensile testing results for the high-speed-extruded BA52,BA52–0.2Mn,and BA52–0.4Mn materials are discussed as follows (Table 2): The TYS of the three alloys was 198,217,and 219 MPa;their UTS were 252,274,and 280 MPa;and the elongations were 7.6%,8.0%,and 8.9%,respectively.Thus,the addition of Mn to the BA52 alloy simultaneously improved the tensile strength and elongation,while preserving its remarkable extrudability.In Fig.9d,the extrusion speed and UTS of the BA52–0.4Mn alloy are graphically compared with those of various other Mg alloys.As illustrated,the UTS of the extruded material gradually decreased as the extrusion speed increased.However,the BA52–0.4Mn alloy overcomes this inverse relationship between the extrusion speed and UTS.Even when extruded at a rapid speed of 70 m/min,the BA52–0.4Mn alloy exhibited superior strength compared to other Mg alloys.Therefore,the BA52–0.4Mn alloy is capable of ultrahigh-speed extrusion and can enhance the industrial productivity as well as reduce the cost of extruded products,while displaying excellent mechanical properties owing to the grain refinement effect resulting from the addition of Mn.
In addition to adding alloying elements,the control and optimization of the processing parameters can contribute to the improvement of mechanical properties in extruded materials.Cha et al.[21] proposed a method to enhance the tensile properties of the high-speed-extruded BA53 alloy by controlling the billet homogenization temperature before extrusion.In particular,they utilized two BA53 cast billets: one was subjected to homogenization at 450 °C (450H billet),and the other underwent homogenization at 350 °C (350H billet).Both billets were extruded at 69 m/min at 400 °C.The 350H billet exhibited a smaller grain size and a higher abundance of fine Mg3Bi2particles than the 450H billet (Fig.10a).During high-speed extrusion,DRX occurred more vigorously in the 350H billet owing to the presence of finer grains and an increased number of particles.Furthermore,the growth of recrystallized grains was impeded by the grain-boundary pinning effect caused by the abundant particles in the 350H billet.Consequently,the material extruded from the 350H billet contained smaller grains,a greater proportion of Mg3Bi2particles,and displayed higher internal strain energy than the extruded material from the 450H billet(Fig.10b).Consequently,the TYS,UTS,and elongation of the extruded material from the 350H billet were determined to be 210 MPa,268 MPa,and 9.2%,respectively,which exceeded those of the material extruded from the 450H billet (198 MPa,256 MPa,and 7.9%,respectively) (Fig.10c).These findings indicated that reducing the homogenization temperature from 450 to 350 °C improved both the strength and ductility of the high-speed extruded BA53 material.
2.5.Mg–5Bi–3Al alloy: industrial-scale extrusion and fatigue properties
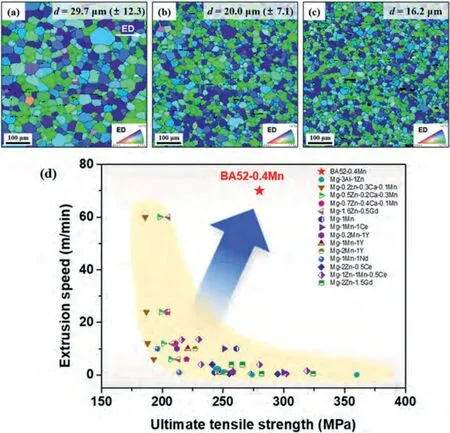
Fig.9.(a–c) IPF maps and average grain sizes of materials extruded at 70 m/min: (a) BA52,(b) BA52-0.2Mn,and (c) BA52-0.4Mn.(d) Relationship between extrusion speed and UTS for various extruded Mg alloys and BA52-0.4Mn alloy [19,20].
Materials having excellent mechanical properties at the laboratory scale frequently fail to demonstrate their high properties when manufactured on an industrial scale using mass production equipment.All aforementioned Mg–Bi-based alloys were extruded using a billet with a diameter of 68 mm and an extrusion machine with a capacity of 300 tons.However,extruded Mg or Al products for automotive components are generally manufactured using billets with a diameter exceeding 120 mm and extrusion machines with capacities over 1000 tons.To apply the developed Mg–Bi-based alloys to automotive componentsviaextrusion,the scope of achieving excellent extrudability with these materials using mass-production equipment must be verified.To this end,BA53 billets with a diameter of 178 mm were extruded at temperatures ranging from 300 to 400 °C and extrusion speeds ranging from 5 to 60 m/min,utilizing a hydraulic extrusion machine of 1800-ton capacity (owned by an extrusion company) (Fig.11a and b).The results confirmed that BA53 materials can be successfully extruded beyond a length greater than 15 m without hot cracking at an extrusion speed of 60 m/min (Fig.11c).This finding signifies that the BA53 alloy developed for highspeed extrusion can undergo a maximum extrusion speed of over 60 m/min,even at an industrial scale.
As most structural and vehicle components inevitably undergo repeated loading or vibration during service[61],the fatigue properties of materials must be comprehensively examined prior to their industrial applications.Cha et al.[22] studied the high-cycle fatigue properties of the BA53 material extruded at 350 °C and 16.6 m/min using an extrusion machine of 1,800-ton capacity.The extruded BA53 material exhibited a fully DRXed microstructure with an average grain size of 33.8 μm,containing numerous fine lath-type Mg3Bi2particles(Fig.12a).The material displayed high tensile properties,with a TYS of 175.1 MPa,UTS of 244.4 MPa,and elongation of 14.9%.Upon stress-controlled fatigue testing with a stress ratio of-1,fatigue cracks were initiated on the specimen surface at all stress levels (Fig.12b),indicating that the Mg3Bi2particles present in the material did not act as fatigue crack initiation sites.The fatigue strength of the extruded BA53 material was 110 MPa,and its fatigue ratio,defined as the ratio of fatigue strength to UTS,was 0.45 (Fig.12c and d).The relationship between the fatigue strength and UTS for various extruded materials of commercial Mg–Al–Zn alloys is depicted in Fig.12d,including the high-speed-extruded BA53 material.As observed,the fatigue strength and UTS of metallic materials are linearly correlated,implying that materials with higher UTS tend to exhibit higher fatigue strength [62].
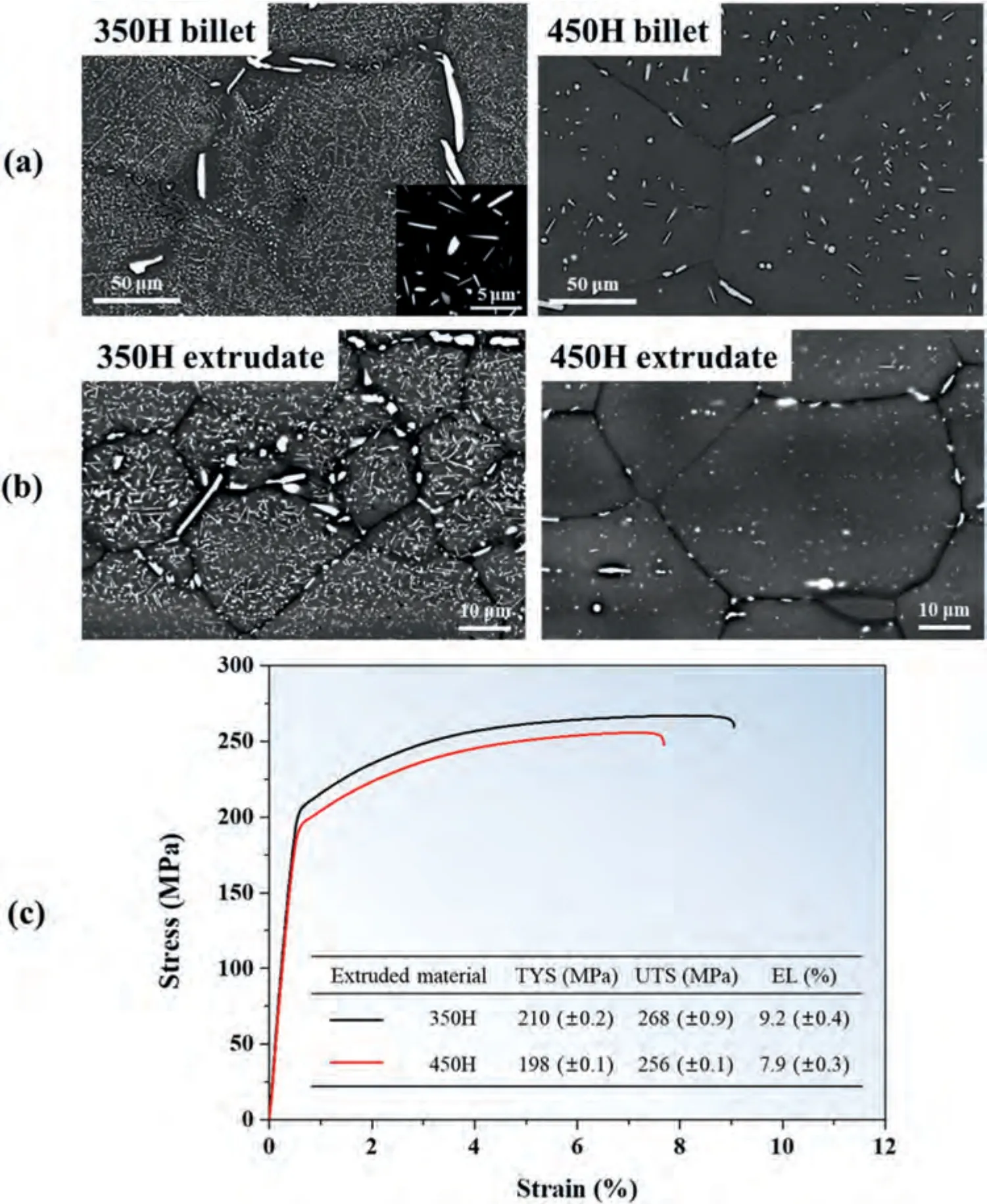
Fig.10.SEM micrographs of (a) homogenized billets and (b) materials extruded at 69 m/min.(c) Tensile curves and tensile properties of extruded 350H and 450H materials [21].

Fig.11.Images of extrusion of BA53 alloy using mass-production equipment: (a) BA53 billet with diameter of 178 mm,(b) 1800-ton horizontal-type hydraulic extrusion machine,and (c) extruded bars fabricated at extrusion speed of 60 m/min.
Consequently,the fatigue ratio can be employed to assess the fatigue characteristics of metallic materials.As observed in Fig.12d,the extruded Mg–Al–Zn materials displayed fatigue ratios ranging from 0.29 to 0.42,whereas the high-speedextruded BA53 material exhibited a relatively high fatigue ratio of 0.45.Therefore,further enhancements of the UTS of the BA53 alloy through various methods,such as alloying with Mn,conducting low-temperature homogenization treatment prior to extrusion,and performing aging treatment after extrusion,could facilitate the fabrication of extruded products with superior fatigue properties compared to commercial Mg–Al–Zn alloys.
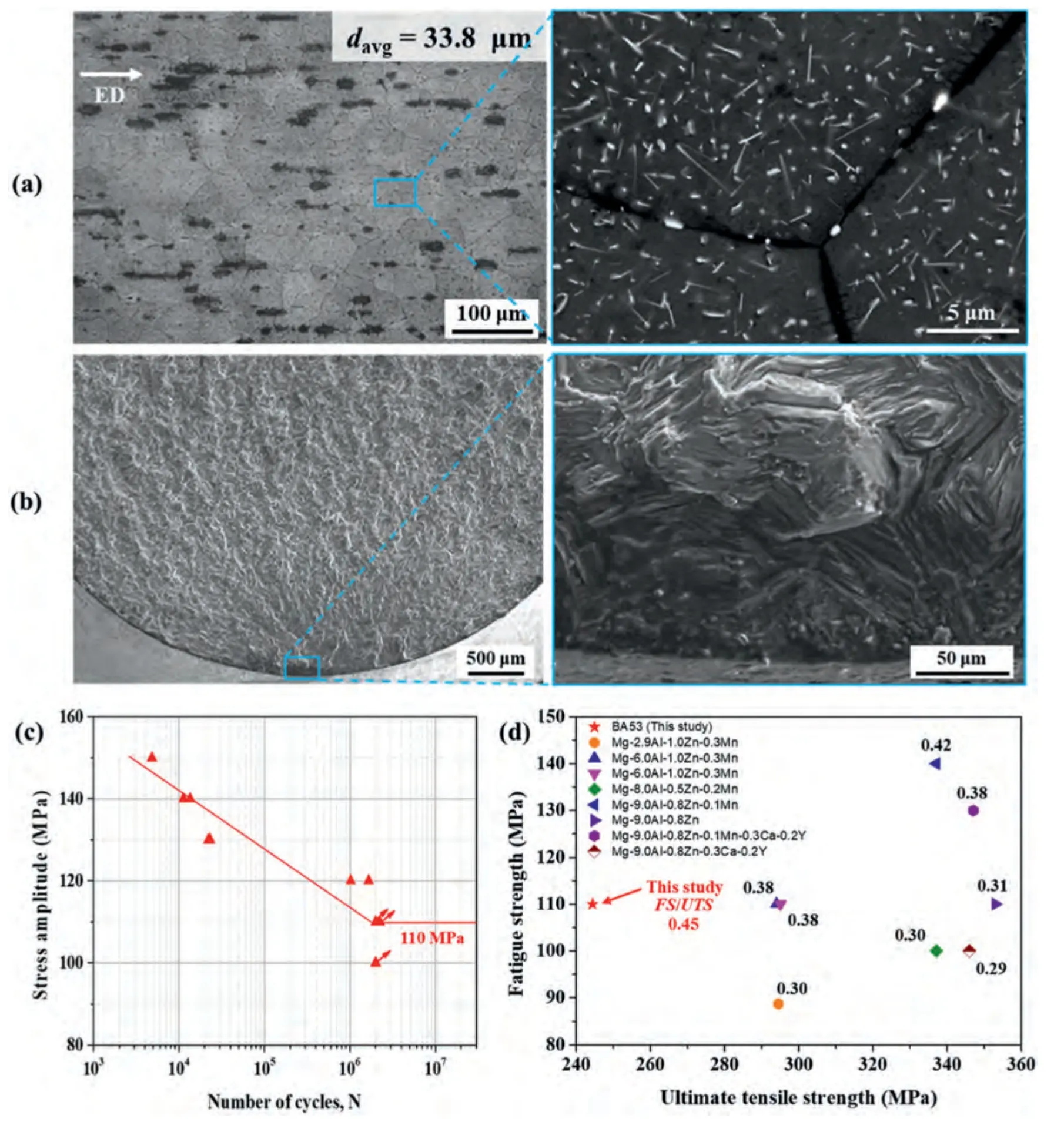
Fig.12.(a) Optical and SEM micrographs of extruded BA53 material.(b) SEM of fractured fatigue test specimen of extruded BA53 material.(c) High-cycle fatigue test results (S–N curves) of extruded BA53 material.(d) Relationship between fatigue strength and UTS for various extruded Mg materials,including extruded BA53 material [22].
Herein,we provided a comprehensive overview of the high-alloyed Mg–Bi-based alloys recently developed in South Korea,which exhibit excellent extrudability and high strength.The high thermal stability of these Mg–Bi-based alloys reduces the susceptibility to hot cracking during hot extrusion,thereby rendering them suitable for high-temperature and high-speed extrusion processes.Additionally,the high alloying contents of these alloys ensure their elevated strength even after high-speed extrusion,through enhanced strengthening effects such as solid solutions and particle hardening.For instance,the BA52–0.4Mn alloy has been successfully extruded at an extremely high speed of 70 m/min,displaying high tensile properties with a TYS of 219 MPa,UTS of 280 MPa,and elongation of 8.9%.Furthermore,these tensile properties can be further improved by generating additional fine Mg3Bi2particles through billet homogenization at low temperatures before extrusion and applying post-aging treatment after extrusion.Consequently,the BA alloys overcome the low extrusion speed of commercial Mg alloys and break the usual trade-off relation between the extrusion speed and strength.Although materials developed at the laboratory scale often encounter challenges during their application to mass production processes,the BA53 alloy is demonstrated to be able to extrude at a high speed of 60 m/min in an industrialscale extrusion process.In addition to its exceptional extrudability and high strength,the high-speed extruded BA53 material exhibited a higher fatigue ratio compared to commercial Mg–Al-based alloys.These outstanding characteristics of Mg–Bi-based alloys render them suitable materials for manufacturing extruded products that require weight reduction,high productivity,and superior mechanical properties.
Bi and its compounds are less toxic than Pb and Po,which are the elements present immediately before and after Bi in the periodic table [63].Additionally,Bi does not undergo bioaccumulation and demonstrates negligible biological reactivity,distinguishing it from other metallic elements [64].Purified Bi metal has displayed application in the formulation of diverse pharmaceutical products [64].Anin vivorabbit study was conducted to investigate the use of extruded Mg–Bi–Ca alloys as implants[65].Despite the occurrence of rapid corrosion,an absence of inflammatory cells,including neutrophils and macrophages,is observed,which infiltrates the vicinity of the corroding Mg–Bi–Ca alloy implant[65].Moreover,enhanced bone formation activity was discerned around the corroding implant,manifesting as early as 2 weeks after surgery[65].These results suggest the potential utility of Mg–Bi-based alloys as biomaterials,such as stents,intravascular coils,and implant screws,through further studies and efforts in the future.Therefore,their extensive utilization is foreseen across diverse industries,including automotive,urban air mobility,aerospace,defense,leisure sports,and biomedical implant industries.
3.Improving mechanical properties of wrought Mg alloys via {10–12} twinning
3.1.Research background
Twinning plays a significant role as a deformation mechanism in Mg alloys possessing hexagonal close-packed structure,especially at ambient and low temperatures.In Mg alloys with ac/aratio of 1.623,slightly below the ideal value of 1.633,the activation of twinning systems,specifically {10–12} and {10–11},arises under stress conditions associated withc-axis extension and contraction,respectively [6].{10–11} twinning typically occurs under high stress levels,and the presence of {10–11} twins can serve as sites for crack initiation due to the high strain concentration within these regions during deformation [66,67].Conversely,{10–12} twinning can be readily activated under low stress levels due to its low Peierls stress,enabling relatively significant plastic deformation through the growth of {10–12} twins,facilitated by the high mobility of twin boundaries.Moreover,the presence of {10–12} twin boundaries acts as obstacles [68],hindering dislocation movement and thereby reducing the effective grain size.Additionally,the {10–12} twinned region undergoes a lattice reorientation of 86.3°,which has a profound impact on the microstructural evolution and deformation behavior of Mg alloys.
{10–12} twinning induces the formation of twin boundaries and lattice reorientation within the twinned region,leading to grain refinement and texture alterations,respectively.Theoretically,{10–12} twinning can manifest on six equivalent {10–12} twinning planes,with a specific shear direction of 〈10–11〉,resulting in six equivalent twin variants [69].Furthermore,the intersection of {10–12} twins with different twin variants generates three distinct misorientation relationships.These relationships exhibit misorientation angles of 7.4° between a pair of twin variants and 60.0° and 60.4°between two adjacent twin variants (Table 3) [70].Conse-quently,variations in grain size and texture caused by {10–12} twinning are contingent upon the activated twin variants during deformation.The selection mechanism of {10–12}twin variants generally adheres to Schmid factor(SF)law[71,72],indicating that the changes in grain and texture resulting from {10–12} twinning depend on the applied stress state.These outcomes highlight the substantial influence of{10–12} twinning on microstructural characteristics,including grain size and developed texture,which in turn depend on the applied stress state and the activated twin variants.
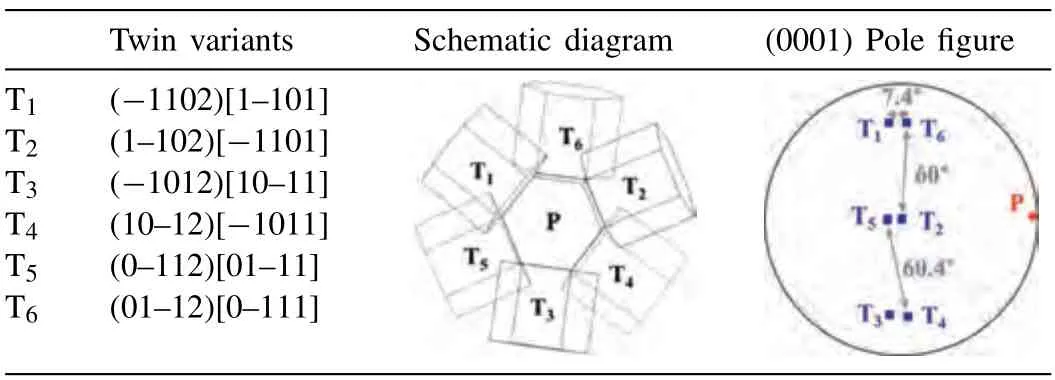
Table 3 Six equivalent {10–12} twin variants and their crystallographic relationships in Mg [70].
The influence of {10–12} twinning is more pronounced in wrought Mg alloys subjected to metal forming processes such as rolling,extrusion,and forging,in comparison to cast Mg alloys.Unlike cast Mg alloys with a random texture,wrought Mg alloys generally exhibit a strong basal texture,thereby facilitating the occurrence of {10–12} twinning throughout the material under conditions ofc-axis extension.Consequently,extensive investigations have been carried out to explore {10–12} twinning behavior in wrought Mg alloys under various alloying compositions [73–75],initial textures[76],loading directions[77–79],and deformation modes(e.g.,tension [79,80],compression [79,81],torsion [79,82],and fatigue [83,84]).Research efforts have recently been directed toward utilizing the characteristics of {10–12} twinning to manipulate the microstructure of wrought Mg alloys and enhance their mechanical properties [85–87].Despite exhibiting higher strength and ductility compared to cast Mg alloys [88],wrought Mg alloys fail to satisfy the requirements for widespread industrial applications,particularly in terms of strength,formability,and fatigue resistance.However,these limitations can be overcome through microstructural control utilizing {10–12} twinning.Furthermore,employing {10–12} twinning for microstructure and texture control offers a more cost-effective and simplified approach compared to previous methods involving the addition of RE elements or the application of severe plastic deformation (SPD)processes.Recently,significant efforts have been invested in South Korea to enhance various properties of wrought Mg alloys,including strength,fatigue properties,and age hardenability,by harnessing microstructure and texture control through {10–12} twinning.Nonetheless,it is important to address the potential decrease in residual strain-sensitive properties,such as formability,bendability,and damping capacity,in pretwinned Mg alloys due to the increased residual strain during {10–12} twinning [5,89].To overcome these limitations,a combined approach known as PTA has been developed,involving {10–12} twinning followed by heat treatment,to improve the residual strain-sensitive properties of wrought Mg alloys.Sections 3.2 and 3.3 provide an overview of recent studies conducted in South Korea on enhancing various properties of wrought Mg alloys through PT and PTA,respectively.Additionally,Section 3.4 introduces practical processes for texture control utilizing{10–12}twinning.
3.2.Improving mechanical properties via pre-twinning
As wrought Mg alloys subjected to hot metal-forming processes typically exhibit a pronounced basal texture,the extensive occurrence of {10–12} twinning throughout the material is possible only with a minimal amount of plastic deformation underc-axis extension stress conditions [90].The occurrence of this extensive {10–12} twinning in wrought Mg alloys yields significant microstructural variations,including a reduction in effective grain size due to the formation of twin boundaries,texture modification resulting from lattice reorientation,and an increase in residual strain energy within the twinned region.Consequently,these microstructural variations induced by {10–12} twinning strongly influence the slip and twinning behaviors,as well as the precipitation response during subsequent deformation and heat treatment,thereby resulting in variations in the mechanical properties and aging behavior of Mg alloys.In this section,recent studies conducted in South Korea on improving the tensile strength,fatigue properties,and agehardening rate of wrought Mg alloys through the formation of {10–12} twins before tensile,fatigue,and aging testing are introduced.
3.2.1.Tensile strength
Various methods can be employed to achieve grain refinement in Mg alloys,such as the addition of grain-refining agents or alloying elements during casting processes [91,92],control of processing parameters during forming processes[93,94],and the application of SPD processes[95,96].PT represents a cost-effective and straightforward method for reducing the effective grain size of Mg alloys by introducing {10–12} twin boundaries.Consequently,the strength of wrought Mg alloys can be improved through grain refinement via PT.For example,Kim et al.[97]conducted compression along the TD to induce {10–12} twins in a rolled AZ31 alloy,and they observed a significant increase in the TYS when the PTed alloy was subsequently tested under tension along the RD(225 MPa) compared to the as-rolled (AR) alloy (136 MPa)(Fig.13).The AR alloy possesses a typical ND basal texture,whereas the PTed alloy exhibits a weakened ND texture and a twin texture oriented along the TD.Since both the ND and TD textures are unfavorable for basal slip under tension along the RD,the texture hardening effects in the AR and PTed alloys are similar.However,the average grain size of the PTed alloy,which contains {10–12} twin boundaries (9.5 μm),is significantly smaller than that of the AR alloy without twin boundaries(20 μm).Thus,the PTed alloy exhibits higher tensile strength owing to the stronger boundary hardening effect.
However,in wrought Mg alloys subjected to PT to form{10–12}twins,if subsequent deformation is applied in the reverse direction to the direction applied for {10–12} twinning,the existing {10–12} twins may undergo detwinning,leading to a significant reduction in their material strength [98].For instance,Lee et al.[26] applied 2% compression along the RD at room temperature (RT) to a rolled AZ31 alloy to induce {10–12} twinning.For precompression,rectangular bars with dimensions of 40 × 40 × 10 mm3were machined from the rolled alloy.Precompression reduced the average grain size from 30 to 18 μm,and the PTed alloy exhibited considerably lower yield strength (23 MPa) compared to the AR alloy (122 MPa) under tension along the RD due to detwinning(Fig.14).While the AR alloy possessed a ND basal texture,the PTed alloy displayed a combined basal texture consisting of an ND-oriented residual matrix texture and an RD-oriented twin texture,as the basal poles of the {10–12} twinned region aligned nearly parallel to the RD.The RD-oriented twin texture in the PTed alloy facilitated detwinning during tension along the RD,and the significantly low activation stress for detwinning decreases the TYS of the PTed alloy.Consequently,suppressing detwinning behavior during deformation becomes crucial to enhance the strength of the PTed alloys.When additional compression along the TD was applied to the PTed alloy,the presence of {10–12} twins and {10–12}-{10–12} double twins within the residual matrix and pretwinned regions,respectively,was observed (Fig.14a).This double PTed alloy exhibited a significantly refined grain size (5 μm)and showcased a substantial improvement in yield strength,reaching 177 MPa under tension along the RD,a 45% increase compared to the AR alloy (122 MPa) (Fig.14b).The compression along the TD led to a transformation of most RD-oriented twin texture in the PTed alloy into a TD-oriented twin texture by{10–12}-{10–12}twinning.Consequently,the double PTed alloy achieved high tensile strength through notable grain refinement and strain hardening.
3.2.2.Fatigue properties
Given that most structural and vehicle components experience repeated loading or vibration during service [99],it is imperative to assess and comprehend the fatigue properties of materials prior to their industrial applications.Rolled Mg alloys,characterized by a strong basal texture,exhibit distinct plastic deformation behaviors under tension and compression due to varying dominant deformation mechanisms(i.e.,slip and twinning).Consequently,during cyclic deformation,rolled Mg alloys display asymmetric hysteresis loops that are distorted in the region influenced by twinning.Park et al.[100] conducted high-cycle fatigue tests along the ND using samples machined from a thick rolled AZ31 plate.To introduce {10–12} twins,relatively large dog-bone shaped specimens (gage section: Ø12 mm × 23 mm) were machined from the rolled plate homogenized at 400 °C for 4 h.In the machined samples,the {10–12} twins were induced via tension along the ND to a strain of 5% at RT,resulting in the PT material.In the initial three cycles,the AR material(i.e.,the untwinned sample) exhibited asymmetric hysteresis loops,whereas the PT material displayed completely symmetric hysteresis loops (Fig.15a).Furthermore,at a given cycle,the inner area of the hysteresis loop in the PT material was significantly smaller than that of the AR material,indicating a reduced amount of fatigue damage imposed on the material per cycle.Consequently,the fatigue strength of the PT material (85 MPa) surpassed that of the AR material (75 MPa),and the PT material exhibited higher fatigue life at stress amplitude levels with finite life compared to the AR material(Fig.15b).
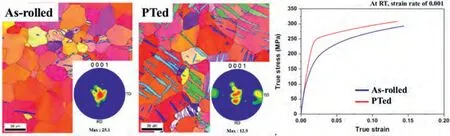
Fig.13.IPF maps,(0001) pole figures,and tensile true stress–strain curves of AR and PTed alloys [97].
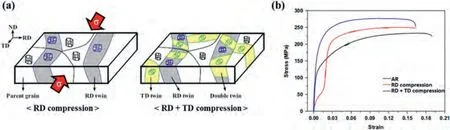
Fig.14.(a) Schematic of twinned microstructures developed by compression along RD (RD compression) and compression along RD and subsequent compression along TD (RD+TD compression) in rolled AZ31 alloy.(b) Tensile stress–strain curves of AR,single PTed,and double PTed alloys obtained from tensile tests along RD [26].
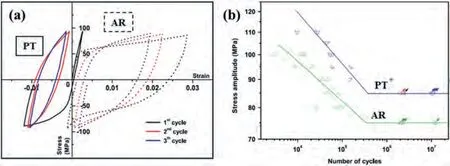
Fig.15.High-cycle fatigue properties of AR and PTed materials: (a) cyclic deformation behavior during initial three cycles at stress amplitude of 100 MPa and (b) S–N curves of two materials [100].
3.2.3.Age-hardening response
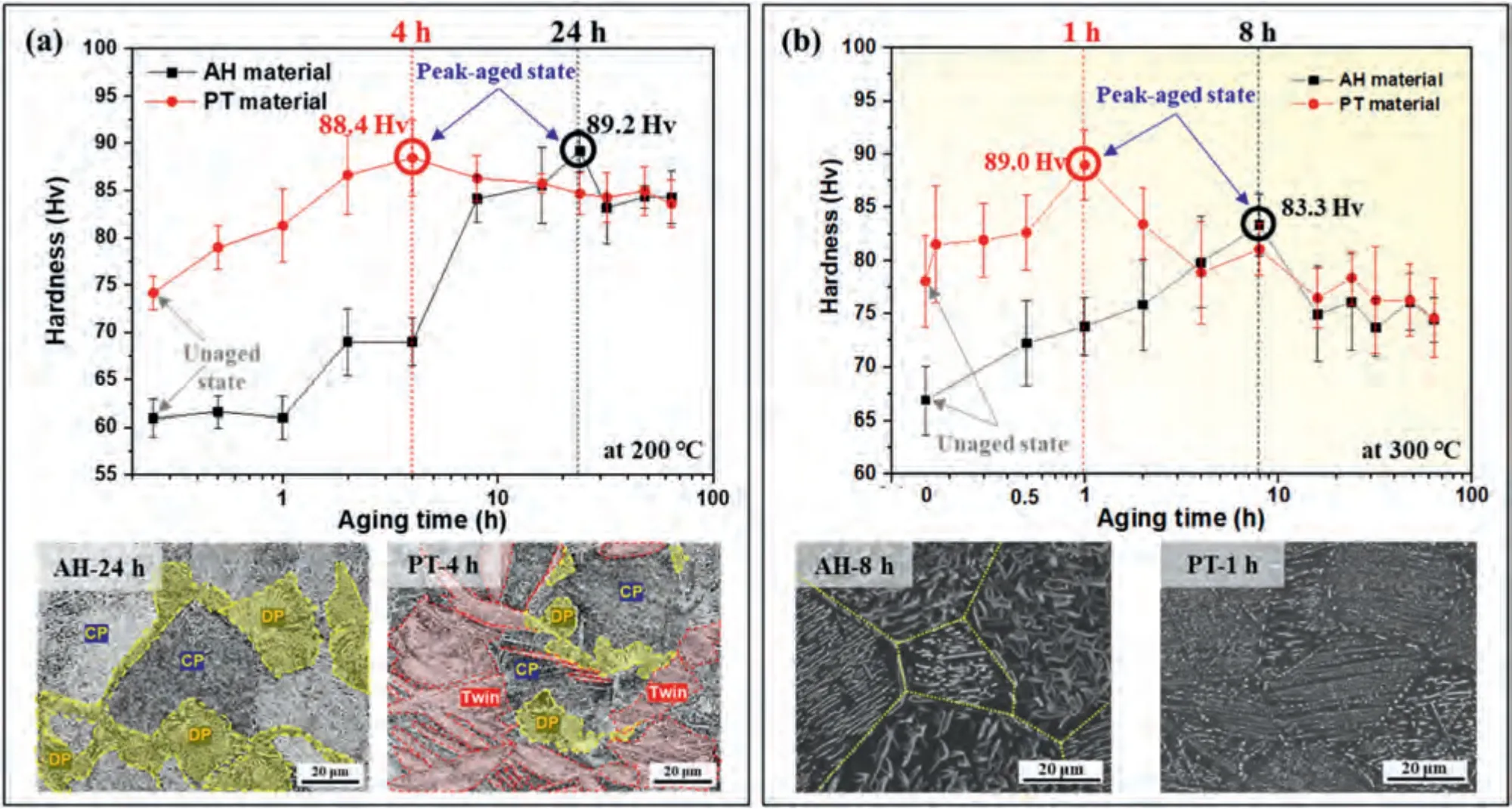
Fig.16.Age-hardening curves of as-homogenized AZ80 alloy (AH material) and PTed AZ80 alloy (PT material) and SEM micrographs of peak-aged AH and PT materials at aging temperatures of (a) 200 °C [105] and (b) 300 °C [106].
In commercial high-Al-containing Mg alloys like AZ80 and AZ91,hardness and strength can be enhanced through aging treatmentviathe precipitation of the Mg17Al12phase,which typically occurs in two forms: discontinuous precipitate (DP) and continuous precipitate (CP),depending on the aging temperature.CPs are primarily formed at high temperatures (>300 °C) and finely dispersed within the grains,whereas DPs are predominantly formed at low temperatures(<150 °C) and appear coarsely along the grain boundaries,leading to reduced ductility in the aged material [101].To enhance mechanical properties through Mg17Al12precipitation,numerous studies have focused on controlling the type,size,number,and distribution of precipitates during aging [102–104].Recent studies in South Korea have demonstrated that the aging response of extruded AZ80 alloys can be significantly accelerated through PT,resulting in a drastic reduction in the peak aging treatment time,as follows.
Kim et al.[105,106] compared the aging behavior at 200 and 300 °C of extruded AZ80 alloys before and after PT.The extruded AZ80 alloy was homogenized at 400 °C,and cube samples with dimensions of 10 × 10 × 10 mm3were machined from this homogenized alloy.The machined samples were then compressed to a strain of 6% along the TD at RT.These homogenized and compressed alloys are referred to as the AH and PT materials,respectively.At an annealing temperature of 200 °C,the PT material exhibited a significantly shorter peak aging time (4 h) compared to the AH material (24 h),as depicted in Fig.16a.Additionally,in the peak-aged state,the area fraction of coarse DPs in the PT material (4.5%) was considerably smaller than that in the AH material (20.0%),and the CPs were finer in the former,indicating desirable microstructural features in the peak-aged PT material compared to the peak-aged AH material,despite the significantly shorter peak-aging time.Similarly,at an annealing temperature of 300 °C,the PT material demonstrated a significantly shorter peak aging time (1 h) than the AH material (8 h),as depicted in Fig.16b.Furthermore,the PT material exhibited a higher peak hardness (89.0 Hv) compared to the AH material (83.3 Hv),which could be attributed to the smaller size of the CPs in the former.The accelerated aging response and refinement of CPs induced by PT can be mainly attributed to the high density of dislocations present within the{10–12} twins,which act as nucleation sites for precipitation and facilitate fast diffusion of solute Al atoms.Moreover,the{10–12} twin boundaries impede the growth of DPs,leading to a reduction in the area fraction of DPs that serve as sources of cracking.Consequently,the peak-aged PTed materials exhibit higher tensile strength and elongation compared to the peak-aged AH materials at both aging temperatures[105,106].These results highlight that the application of PT can significantly reduce the peak aging time of wrought Mg–Al-based alloys and improve the tensile properties of the peak-aged alloys.
3.3.Improving mechanical properties via pre-twinning and annealing
A twin texture induced by PT in rolled Mg alloys possesses favorable crystallographic orientations for accommodating strain in the thickness direction during in-plane tensile deformation.This enhancement can improve the stretch formability and bendability of the materials.However,the plastic deformation applied for PT causes an increase in residual strain energy,which can negatively impact formability.Lee et al.[29] observed that a rolled AZ31 alloy,when compressed along the RD to introduce {10–12} twins,exhibited lower bendability in the resulting PTed alloy compared to the initial twin-free alloy,despite having a more favorable texture for bending.The application of heat treatment subsequent to PT can effectively reduce the residual strain energy,twin boundaries,and microstructural instability in PTed Mg alloys.This section will discuss the microstructure evolution that occurs during post-PT annealing and the improved mechanical properties attainable in wrought Mg alloys through PTA.
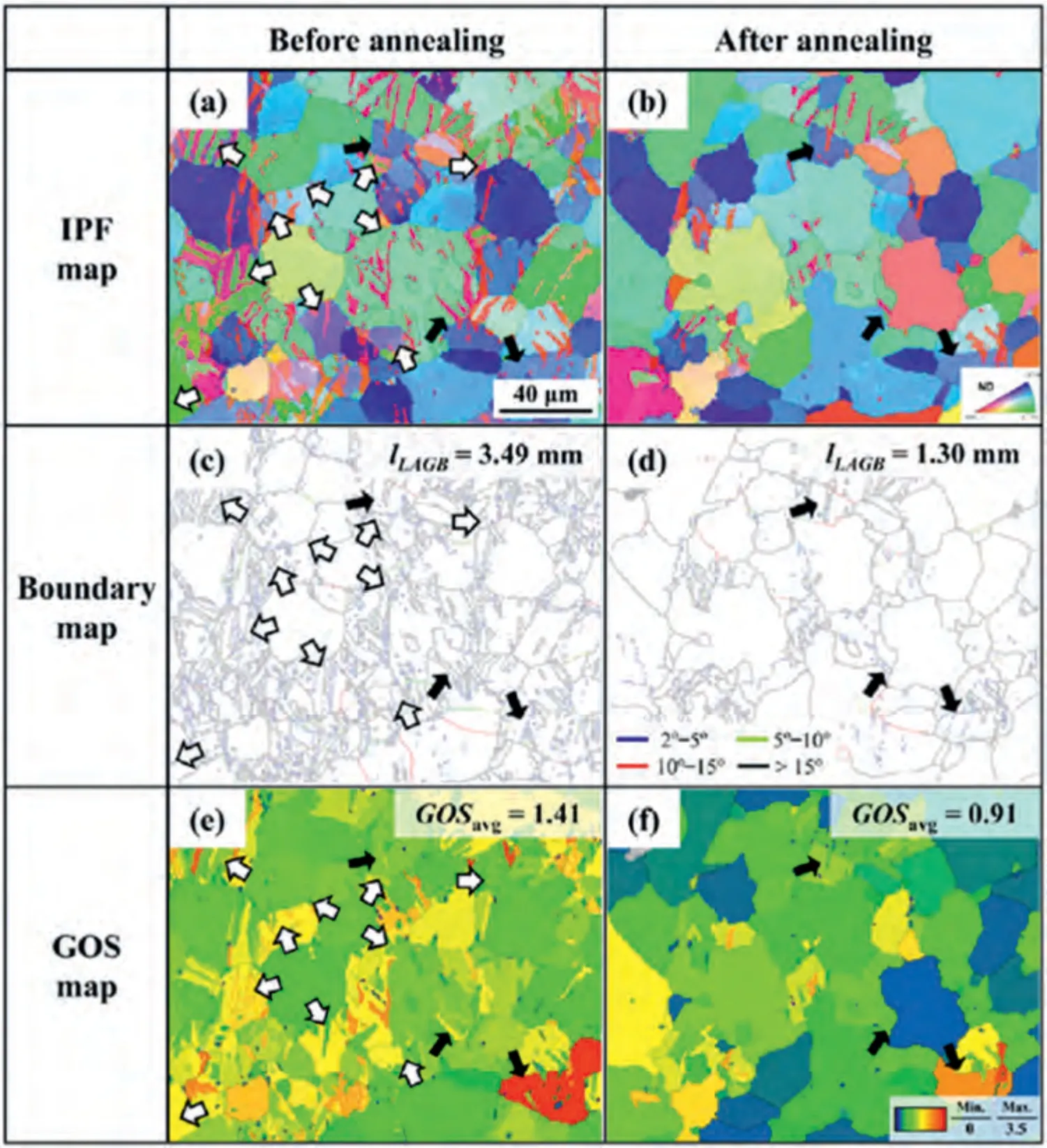
Fig.17. Quasi in situ EBSD results displaying HAGB migration during annealing of PTed AZ31 alloy: (a,b) IPF maps,(c,d) grain boundary maps,and (e,f) grain orientation spread (GOS) maps (a,c,e) before and (b,d,f) after annealing [28].The white arrows in (a),(c),and (e) indicate the direction of grain boundary migration.The black arrows indicate the grains in which grain growth hardly occurs during annealing but their GOS values decrease after annealing.
3.3.1.Microstructural evolution mechanism during PTA
The subsequent annealing process,aimed at diminishing or eliminating high residual strain energy in PTed Mg alloys,can induce microstructural and textural variations due to the applied thermal energy.These changes subsequently influence the mechanical properties of the alloys.Kim et al.[28] observed that a PTed AZ31 alloy sheet exhibited significant microstructural changes through grain growth after annealing at 250 °C for 1 h,as depicted in Fig.17.In their study,the PT process involved a compression of 6.0% along the RD at RT using rectangular bars with dimensions of 60 mm(RD) × 30 mm (TD) × 20 mm (ND).The substantial residual strain energy accumulated during PT acts as a driving force for grain boundary migration during subsequent annealing.The movement of boundaries,driven by the disparity in residual strain energies between adjacent regions,known as strain-induced boundary migration (SIBM),occurs to reduce the overall strain energy of the material.Although SIBM can cause the migration of high-angle grain boundaries (HAGBs),{10–12} twin boundaries are less probable to migrate due to their low boundary energy.Instead,they are more likely to disappear as a consequence of HAGB migration.The occurrence of SIBM during annealing causes an increase in the average grain size,a decrease in twin boundaries,and a reduction in residual strain energy (Fig.17).In some grains,grain growth hardly occurs during annealing but their grain orientation spread (GOS) values decrease after annealing (see the black arrows in Fig.17).During plastic deformation for PT,the twinned region accumulates a higher strain energy compared to the surrounding matrix region due to its crystallographic propensity of the orientation toward activating basal slip [28].Additionally,the twinned region contains a higher density of
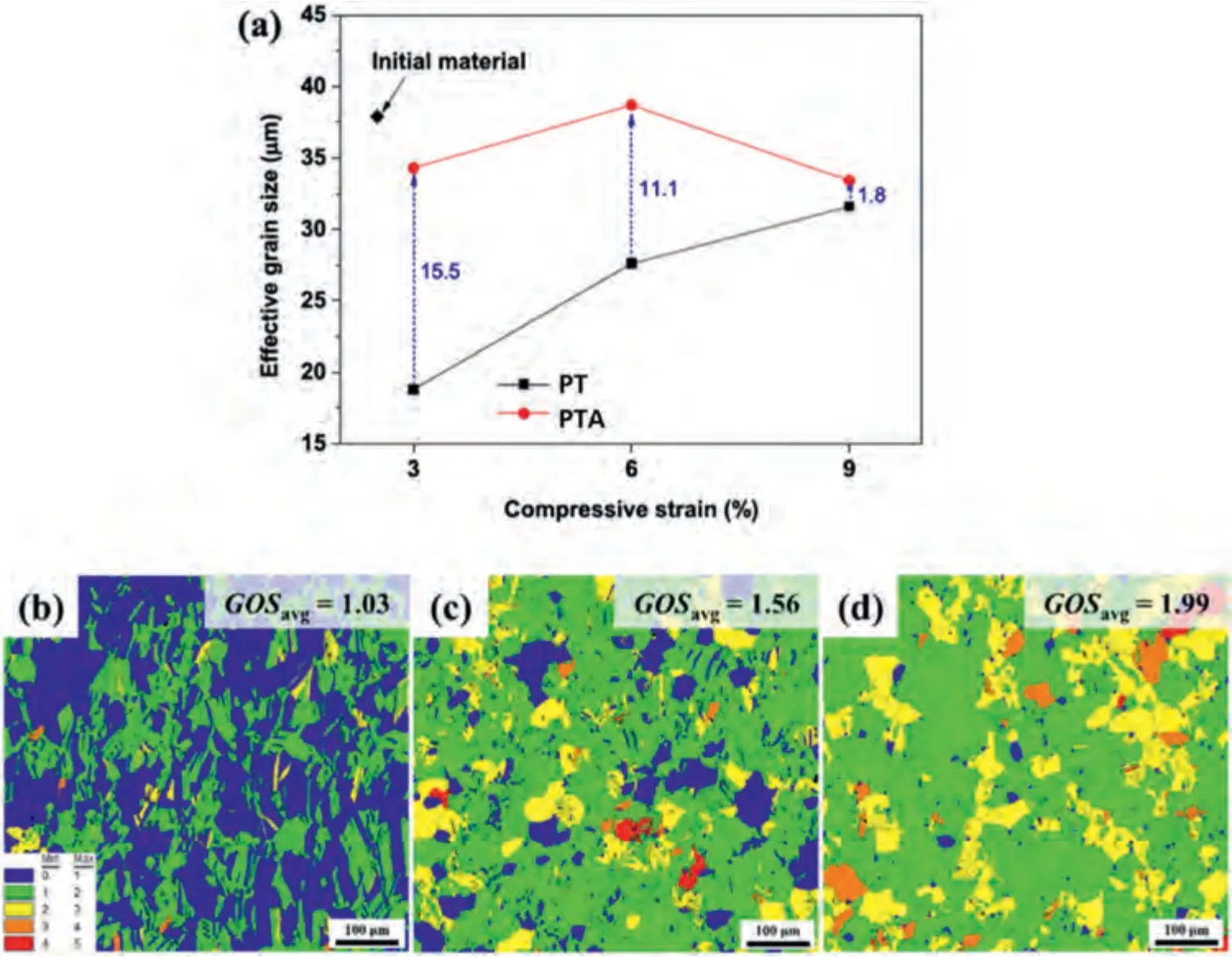
Fig.18.(a) Variation in effective grain size of PTed and PTAed materials with compressive strain applied for PT.(b–d) GOS maps of PTed materials with compressive strains of (b) 3%,(c) 6%,and (d) 9% [108].
The microstructural changes during PTA are primarily influenced by the degree of deformation applied during PT and the temperature of subsequent annealing.In a study by Lee et al.[108],the effects of pre-deformation on microstructural evolution during annealing after PT were investigated using a rolled AZ31 alloy.The alloy samples with dimensions of 60 mm (RD) × 30 mm (TD) × 20 mm (ND) were compressed along the RD to strains of 3%,6%,and 9% at RT for PT,followed by annealing at 250 °C for 1 h.The results revealed that as the compressive strain increased from 3% to 9%,the average grain size of the PTed material gradually increased from 18.8 to 31.6 μm due to the coalescence of {10–12} twins (Fig.18a).Subsequent annealing produced grain growth in all PTed materials through SIBM.However,as the compressive strain increased,the difference in grain sizes before and after annealing decreased from 15.5 to 1.8 μm(Fig.18a).Additionally,the average GOS value of the PTed material increased from 1.03 to 1.99 with an increase in compressive strain from 3% to 9%,indicating that higher compressive strain resulted in higher residual strain energy overall.However,as observed in the GOS maps of the PTed materials (Fig.18b–d),the difference in GOS values between adjacent grains decreased with increasing compressive strain.Since the difference in residual strain energy between adjacent grains drives SIBM,the extent of grain growth via SIBM during annealing of the PTed material decreases with increasing compressive strain.
In another investigation by Kim et al.[109],the effect of annealing temperature on microstructural evolution during PTA in a rolled AZ31 alloy was studied.The alloy samples with dimensions of 14 mm (RD) × 12 mm (TD) × 10 mm(ND) were compressed to a strain of 3% at RT and then annealed for 1 h at various temperatures in the range of 200–400 °C,as shown in Fig.19.Grain boundary mobility increased with increasing annealing temperatures,resulting in a gradual increase in the area fraction of twin-free grains in the PTAed material with increasing temperature (Fig.19a).The average grain size of the PTAed material increased with increasing annealing temperature up to 350 °C,but decreased when the annealing temperature further increased to 400 °C(Fig.19b).As the annealing temperature increased,the residual twin boundary of the PTAed material gradually decreased,and at 400 °C,the PTAed material contained nearly no twin boundary (Fig.19b).While the twinned structure of the PTed material remained unchanged during annealing at 200 °C,its hardness decreased due to the occurrence of static recovery(Fig.19c).With an increase in the annealing temperature from 200 to 350 °C,the hardness of the PTAed material gradually decreased due to a reduction in residual strain energy and an increase in grain size.These two studies demonstrate that the microstructure of PTAed materials is significantly influenced by compressive strain and annealing temperature.Consequently,the microstructural characteristics of PTAed materials can be controlled by adjusting these process variables.
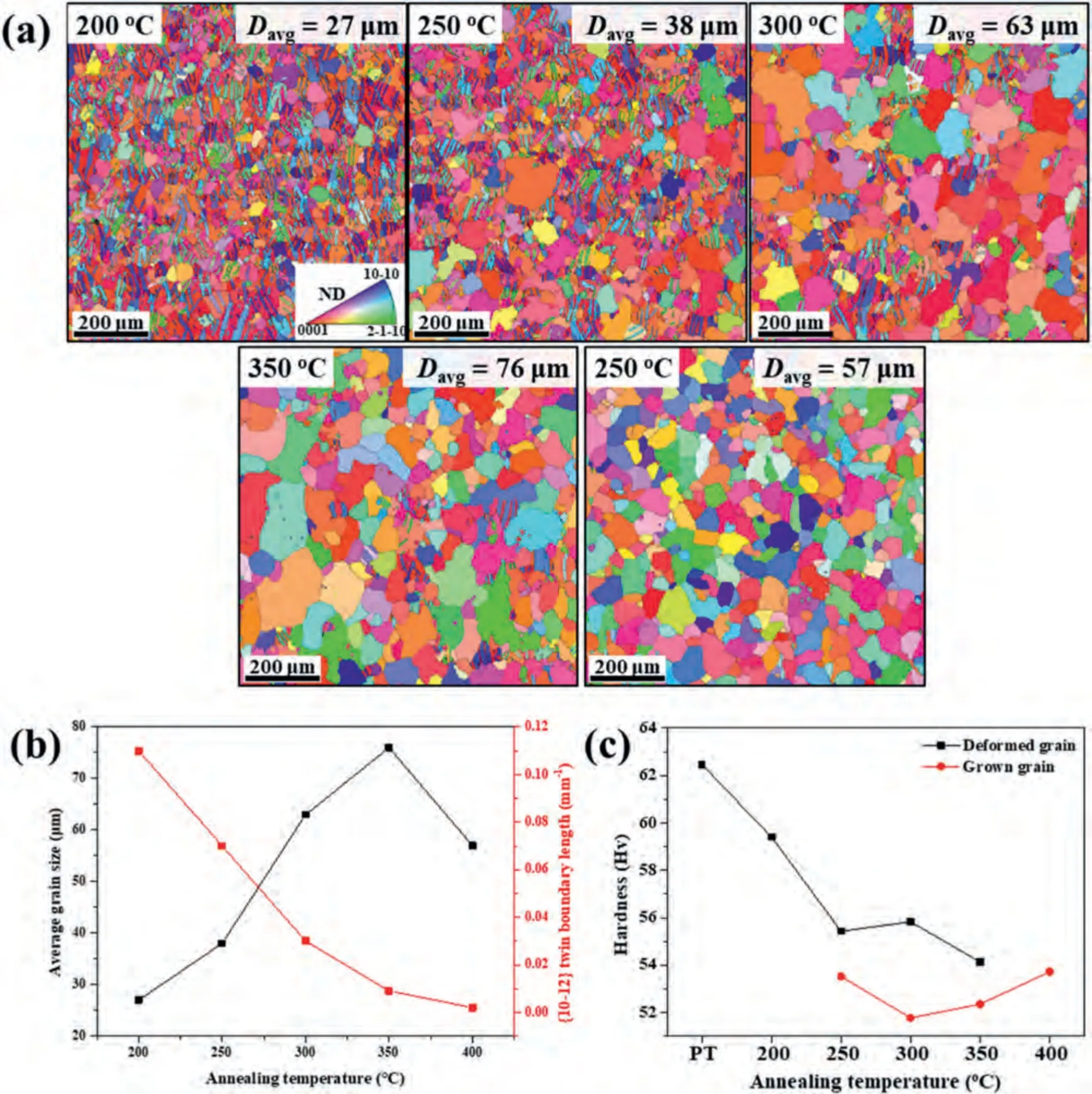
Fig.19.(a) IPF maps of PTAed materials with annealing temperatures of 200,250,300,350,and 400 °C.(b) Variations in average grain size and {10–12}twin boundary length of PTAed material with annealing temperature.(c) Average hardness values of deformed and grown grains of PTed and PTAed materials[109].
The microstructural variations during the PTA process also depend on the alloy composition.In a study by Lee et al.[110],a comparative analysis was performed between the microstructure variation maps of a commercial AZ31 alloy and a recently developed SEN9–0.5 MM alloy based on their microstructural variations with precompression amount and subsequent annealing temperature.The AZ31 and AZXWMM91100 alloy plates were homogenized at 400 and 440 °C for 24 h,respectively,and rectangular samples with dimensions of 40 mm (ED or RD) × 28 mm (TD) × 6 mm(ND) were machined from these homogenized plates.For the AZ31 alloy,the twinned microstructure of the PTed material remained unchanged after annealing at 200 °C (Fig.20a).Above annealing temperatures of 225 °C,the area fraction of twin-free grains in the PTAed material gradually increased with increasing precompression amount and annealing temperature.Consequently,the microstructure change map of the AZ31 alloy was divided into three regions: those with a fully twinned microstructure,partially twinned microstructure,and completely twin-free microstructure.In contrast,for the SEN9–0.5 MM alloy,the twinned microstructure of the PTed material remained unchanged even after annealing at 250 and 300 °C (Fig.20b).However,at annealing temperatures above 350 °C,the microstructure drastically changed from a fully twinned microstructure to a completely twin-free microstructure,irrespective of the precompression amount.Therefore,the microstructure change map of this alloy did not include a region with a partially twinned microstructure.This difference in microstructural change between the two alloys can be attributed to the significant presence of Al solute atoms and numerous second-phase particles in the SEN9–0.5 MM alloy.These factors hinder grain-boundary movement during annealing,leading to significantly different microstructure changes compared to those observed in the AZ31 alloy.
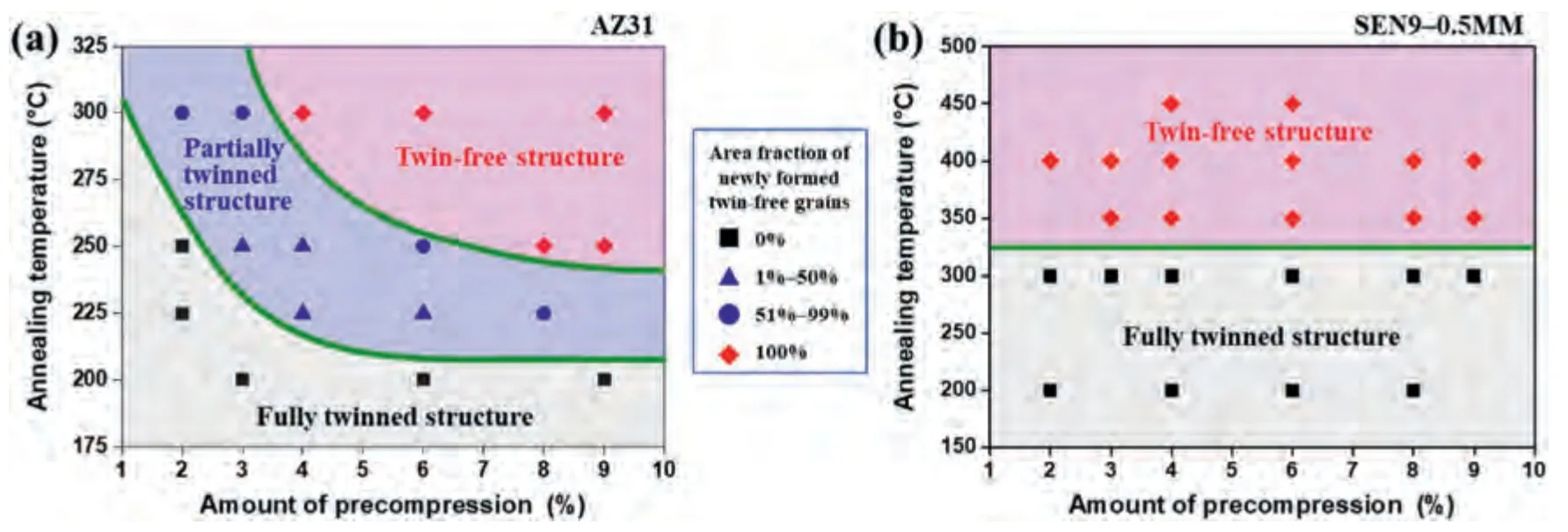
Fig.20.Microstructure change maps of (a) AZ31 and (b) SEN9–0.5 MM alloys as a function of precompression amount and annealing temperature [110].
3.3.2.Tensile elongation
In terms of tensile elongation,Park et al.[111] reported that the subsequent annealing of PTed material can improve its tensile elongation.In their study,rectangular samples with dimensions of 60 mm (RD) × 50 mm (TD) × 10 mm (ND)were machined from a rolled AZ31 alloy plate.The samples were compressed along the RD to a strain of 5% and then subjected to tension along the same direction at RT.Detwinning of {10–12} twins primarily occurred at the early stage of tension,resulting in a sigmoidal-shaped stress–strain curve and lower tensile elongation compared to the AR material(Fig.21a).However,subsequent annealing of the PTed material removed both the residual strain energy in twins and the dislocations generated by precompression,leading to an increase in detwinning stress and a decrease in the activation stress of basal slip.This suppression of detwinning activity during early deformation enhanced and prolonged the activity of basal slip in the twinned region,thereby increasing its contribution to deformation.As a result,the PTAed materials exhibited higher tensile elongations than the AR and PTed materials.Fig.21b depictedquasi in situEBSD measurements of the same region of the PTed material and the material subsequently annealed at 300 °C (i.e.,PTAed material) during tension.During tension to a strain of 5%,the area fraction of the twinned region significantly decreased from 19.5% to 2% in the PTed material,whereas the reduction in the twinned region was less pronounced in the PTAed material (from 19.9% to 6%).These results suggested detwinning exhaustion at a strain of∼5% in the PTed material and its delay in the PTAed material.Since basal slip is more easily activated in the twinned region,the delay in detwinning improves tensile elongation.Consequently,the application of the PTA process to the AR material improved its tensile elongation from 13.2% to 16.8%.
3.3.3.Bending formability
Bending formability is crucial for sheet-forming processes widely employed in the manufacturing of automobile and electronic components.Unlike stretch forming,which primarily involves in-plane tensile stress,bending forming encompasses simultaneous tension and compression of the material[112].In a rectangular bending specimen,the inner region in contact with the plunger experiences compressive stress,while the outer region experiences tensile stress.In a notable study,Lee et al.[29] demonstrated a substantial improvement in the bending formability of rolled AZ31 alloy through the application of PTA.In their study,rectangular samples with dimensions of 61 mm (RD) × 31 mm (TD) × 21 mm (ND),machined from the rolled plate,were used.The samples were compressed along the RD to a strain of 6% at RT and subsequently annealed at 250 °C.The bending formability at RT was evaluated using three-point bending tests for the AR,PTed,and PTAed materials (Fig.22a).The PTed material exhibited a lower limiting bending depth of 3.81 mm compared to the AR material (4.98 mm),as a consequence of reduced ductility attributed to increased dislocation density resulting from precompression (Fig.22b).In contrast,the PTAed material demonstrated a significantly higher limiting bending depth of 7.04 mm compared to the AR material.Optical micrographs of the fractured bending specimens (Fig.22c and d) revealed the formation of a larger tension zone containing abundant twins in the PTAed material as opposed to the AR material.The novel microstructure,consisting of two texture components resulting from PTA,effectively accommodated the tensile deformation occurring in the outer region of the specimens during bending.As a result,a significant improvement in the bending formability of the alloy was achieved.
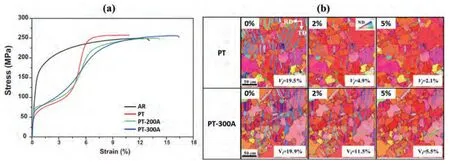
Fig.21.(a) Tensile stress–strain curves of AR,PTed,and PTAed materials.(b) IPF maps of PTed and PTAed materials tensioned to strains of 0,2,and 5%.PT,PT-200A,and PT-300A denote the PTed material,PTed material annealed at 200 °C,and PTed material annealed at 300 °C,respectively [111].
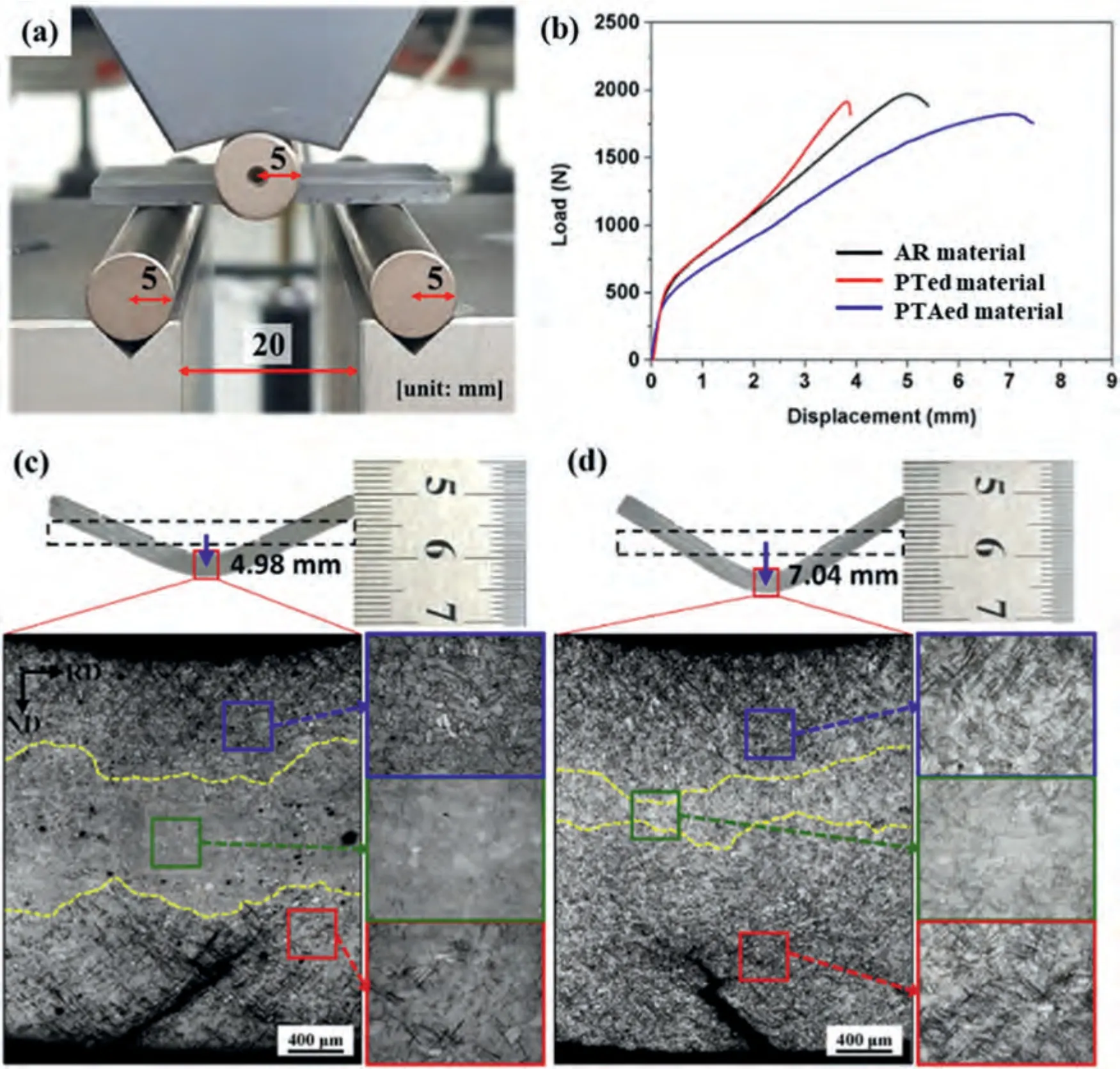
Fig.22.(a) Image of three-point bending testing setup.(b) Bending load–displacement curves of AR,PTed and PTAed materials.(c,d) Images of fracture bending specimens and optical micrographs taken at mid-width of fractured bending specimens of (c)AR and (d) PTAed materials [29].
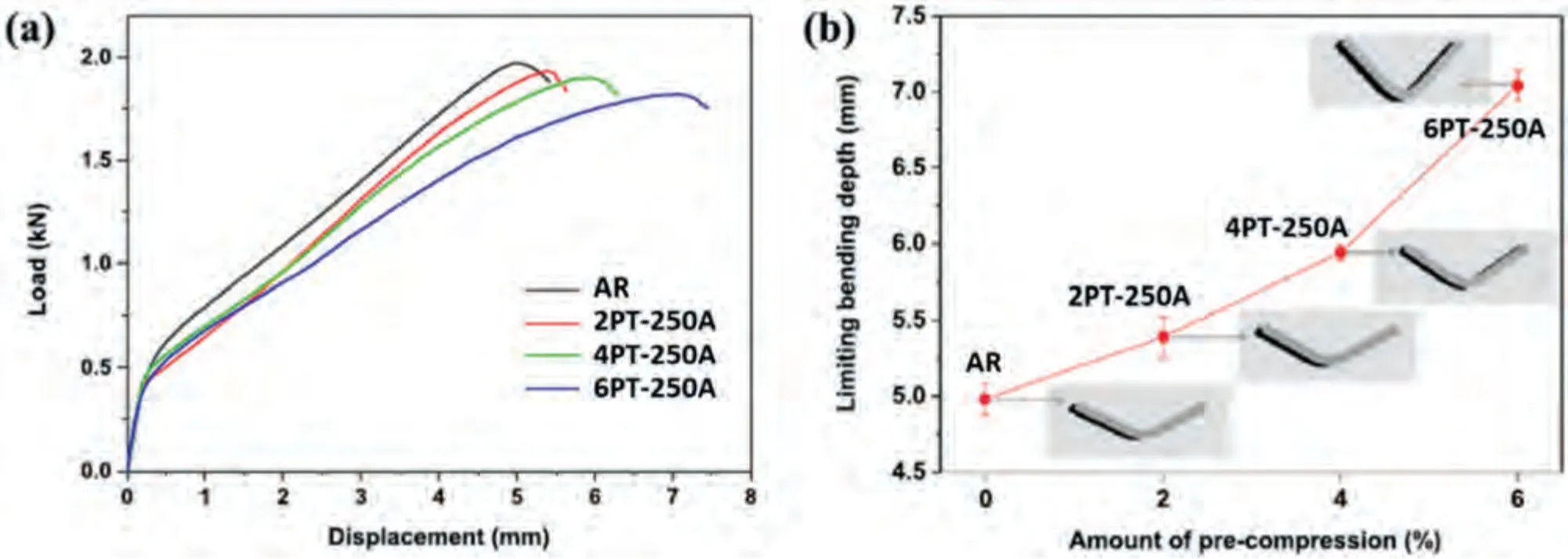
Fig.23.(a)Bending load–displacement curves and(b)variation in limiting bending depth with precompression level and images of fractured bending specimens[113].
Additionally,the bending formability of the PTAed material increases as the amount of deformation applied during PT increases.In another study by Lee et al.[113],a rolled AZ31 alloy was compressed along the RD with strains of 2%,4%,and 6% at RT and subsequently annealed at 250 °C,resulting in PTAed materials labeled as 2PT-250A,4PT-250A,and 6PT-250A,respectively.For PTA treatment,10 rectangular samples with dimensions of 40 mm (RD) × 28 mm(TD) × 6 mm (ND) were machined from the rolled plate.The bending load of the PTAed materials decreased with increasing amount of precompression (Fig.23a).The limiting bending depth values of the AR material,2PT-250A,4PT-250A,and 6PT-250A were 4.98,5.39,5.94,and 7.04 mm,respectively (Fig.23b).The greater precompression allows for a more pronounced {10–12} twinning and basal slip in the outer region of the bending specimens,which enables a greater extent of tensile strain accommodation.Consequently,the bending formability of rolled Mg alloys can be significantly improved by applying PTA,and the degree of this improvement is directly proportional to the level of precompression.
The SEN9–0.5 MM alloy,known for its exceptional corrosion and ignition resistance,as well as high strength and extrudability [114],was investigated by Lee et al.[115] to evaluate its bending formability under various PTA process conditions.In their study,rectangular samples with dimensions of 40 mm (ED) × 28 mm (TD) × 6 mm (ND) were machined from the extruded SEN9–0.5 MM plate.The samples were subjected to compression along the ED to strains of 4% and 6% at RT and subsequently annealed at temperatures ranging from 300 to 450 °C.Three-point bending tests were performed on both the as-extruded material and PTAed materials.The area fraction of grains exhibiting an ED-oriented texture in the PTAed material increased with higher amounts of precompression.Consequently,at a given annealing temperature,the material with 6% precompression (6PTA) demonstrated superior bending formability compared to the material with 4% precompression (4PTA) (Fig.24a).Furthermore,an increase in annealing temperature resulted in a higher area fraction of twin-free grains,which are advantageous for accommodating strain during bending.Consequently,the bending formability of both 4PTA and 6PTA improved with increasing annealing temperature.As the annealing temperature rose from 300 to 450 °C,the limiting bending depth of the PTAed materials increased from 1.93 to 3.18 mm for 4PTA and from 2.12 to 3.32 mm for 6PTA (Fig.24b).These findings highlight the effectiveness of the PTA process in enhancing the bending formability of both low-alloyed Mg alloys (e.g.,AZ31) and high-alloyed Mg alloys (e.g.,SEN9–0.5 MM).
3.3.4.Damping capacity
Mg possesses high shock and vibration absorption properties,rendering it highly advantageous for applications in the automotive and aircraft industries.The damping capacity of a material refers to its ability to dissipate mechanical energy through the vibration and sweeping motions of dislocations when subjected to external stress.In Mg alloys,the damping capacity is influenced by various microstructural features that impact dislocation mobility,such as textures,grain size,precipitates,and solutes.Cast Mg alloys generally exhibit higher damping capacities than their wrought counterparts due to their random textures,which facilitate dislocation movement.However,wrought Mg alloys,characterized by stronger basal textures,are preferred in many applications owing to their higher strength and ductility.Kim et al.[89] investigated the effect of the PTA process on the damping capacity of extruded pure Mg.For precompression,rectangular samples with dimensions of 40 mm (ED) × 35.1 mm (TD) × 11 mm (ND)were machined from the extruded plate and then compressed to a plastic strain of 4% along the ED at RT.The compressed samples were subsequently annealed at temperatures of 200,250,and 300 °C.During the precompression stage of the PTA process,the dislocation density increased,and abundant{10–12} twins formed,resulting in lattice reorientation and an increased total boundary length.Subsequent annealing at 200 °C had little effect on the twin structure,whereas annealing above 250 °C induced extensive grain growth due to SIBM,leading to a reduction in the twin fraction and dislocation density and an increase in grain size (Fig.25a–c).Compared to the as-extruded material,the PTAed materials exhibited higher damping capacities in both low-and highstrain amplitude regions (Fig.25d).The improved damping capacity in the low-strain-amplitude region primarily resulted from the increased dislocation density and SF for basal slip.Thus,higher concentration of dislocations moved more easily,resulting in greater energy dissipation through dislocation vibration and sweeping motion.In the high-strain-amplitude region,a significant sweeping motion of dislocations within the grown grains,along with an additional sweeping motion of twin boundaries within twinned grains,substantially enhanced the damping capacity.However,the PTA process with annealing at 200 °C led to a relatively smaller increase in the damping capacity in the high-strain-amplitude region due to the excessive dislocations and twin boundaries,which impeded their motion.Thus,it can be concluded that the PTA process effectively improves the damping properties of wrought Mg alloys.This enhancement in damping capacity could make these alloys more desirable for applications where high shock and vibration absorption properties are crucial.
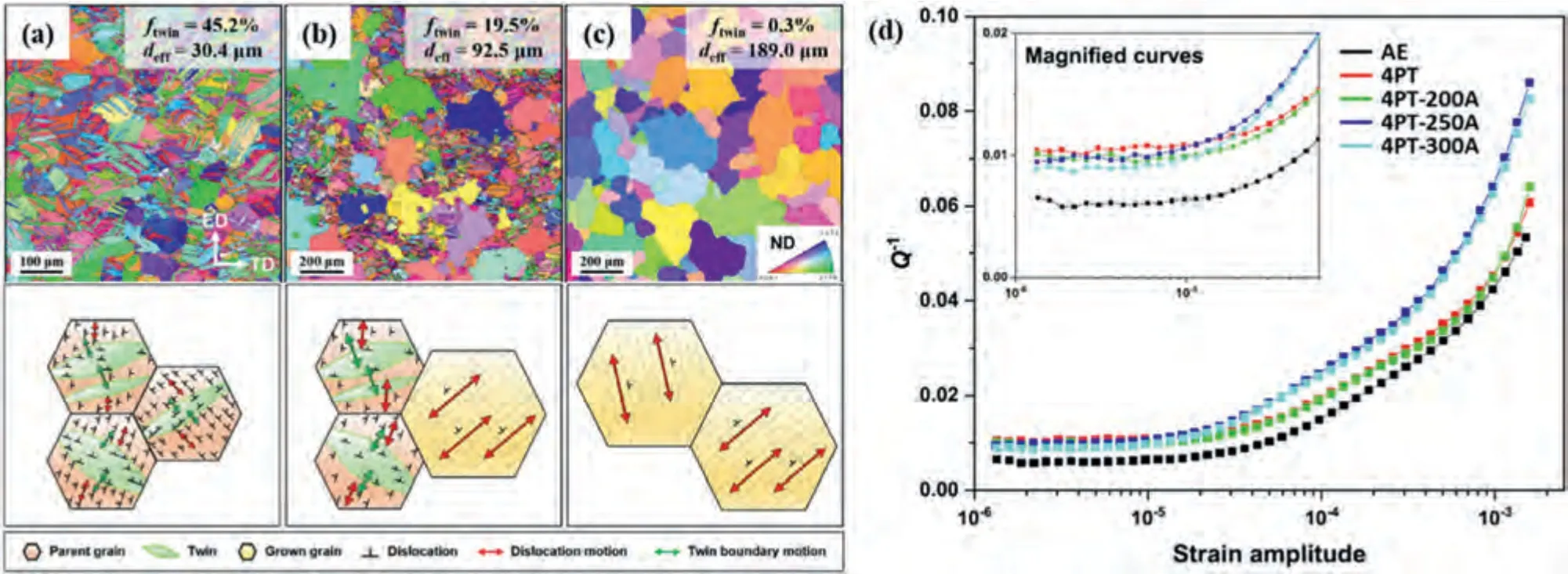
Fig.25.(a–c) IPF maps and schematics of dislocation motion and twin boundary motion in (a) 4PT-200A,(b) 4PT-250A,and (c) 4PT-300A.(d) Internal friction (Q-1)–strain amplitude curves of as-extruded (AE),PTed (4PT),and PTAed (4PT-200A,4PT-250A,and 4PT-300A) materials [89].
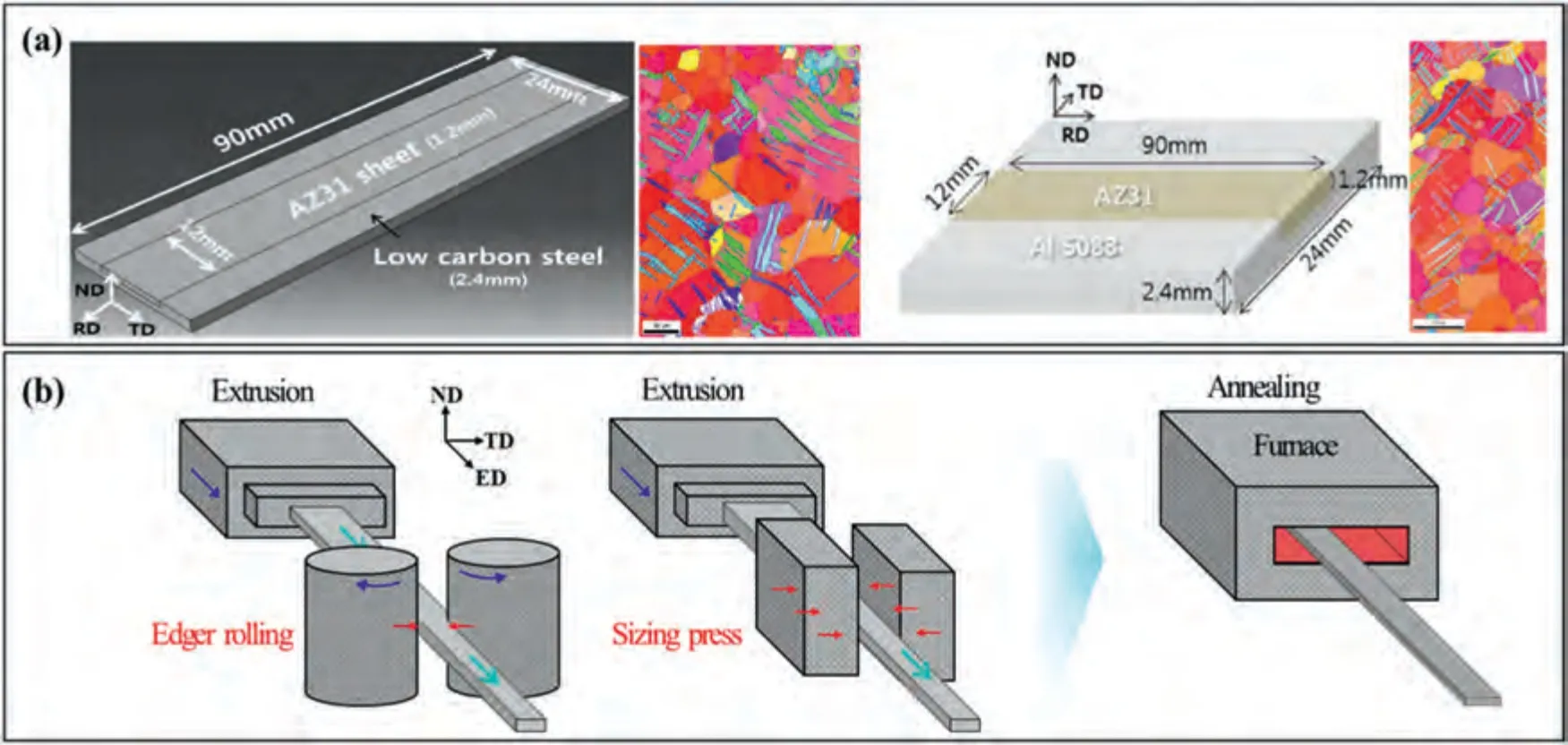
Fig.26.(a) Schematics of Mg alloy sheets embedded in steel or Al blocks and resulting IPF maps of rolled Mg alloys [97,116].(b) Schematics of edge rolling,sizing press,and subsequent annealing processes of extruded plates.
3.4.Available processes for inducing {10–12} twinning to Mg alloys
Section 3.3 provides compelling evidence that the PTA process can enhance various properties of wrought Mg alloys.However,inducing {10–12} twinning through in-plane compression necessitates a sufficient thickness or antibuckling guides to prevent buckling during compression,both of which have limitations in industrial applications.Therefore,alternative methods are being explored to enable industrial-scale inplane compression.One such method,developed by Kim et al.[97,116],involves a rolling process that applies compressive stress along the TD to an Mg alloy sheet by embedding it in a steel or Al block and rolling it (Fig.26a).The strength difference between the Mg alloy and the steel/Al block leads to the formation of {10–12} twins in the Mg alloy during rolling,resulting in the formation of a TD-oriented twin texture.Another method for inducing {10–12} twinning involves using extruded Mg alloy plates with thicknesses greater than 6 mm,which exhibit sufficient resistance to buckling.These plates can undergo compression using edge rolling or sizing press processes in the TD immediately after extrusion (Fig.26b).Subsequently,the compressed material can undergo annealing to complete the PTA process,leading to improved material properties.This continuous method ensures no loss of productivity.
SPD processes,such as cross rolling,differential speed rolling (DSR),equal-channel angular rolling (ECAR),and high-pressure torsion (HPT),are known to induce significant shear plastic strain in materials.The shear strain generated during SPD can induce {10–12} twinning without buckling,making certain SPD processes a viable method for inducing PT in thin sheet materials.For example,in cross rolling,the workpiece is rotated by 90° in the rolling plane after each rolling pass,resulting in the formation of numerous deformation twins (Fig.27a) [117].The area fraction of twins formed in Mg alloys subjected to cross rolling increases with decreasing rolling temperature.In the DSR process,shear strain is generated by varying the rotation speeds of the upper and lower rolls,which can form deformation twins in materials(Fig.27b) [118].As the speed ratio between the upper and lower rolls increases,the area fraction of twins formed during DSR also increases.During the ECAR process,a substantial shear strain is imposed at the corner,leading to extensive twinning (Fig.27c) [119].When SPD processes are performed at temperatures below 200 °C,{10–12} twinning can be actively induced in Mg alloys.The properties of the SPDed alloys with {10–12} twins can be further improved through additional annealing treatments,as the alloys undergo the PTA process through SPD and subsequent annealing.
Section 3 presents a comprehensive overview of recent studies conducted in South Korea aimed at enhancing various properties (e.g.,strength,elongation,fatigue resistance,aging kinetics,stretch and bending formability,and damping capacity) of wrought Mg alloys through PT and PTA processes.The PT process leads to grain refinement by forming{10–12} twin boundaries,resulting in an improvement in tensile strength.Texture modifications induced by PT also have a positive effect on high-cycle fatigue properties.Moreover,the increase in dislocation density during PT accelerates the aging kinetics of the material.However,the high residual strain energy accumulated during PT may reduce ductility and formability despite the texture variations.To overcome this issue,a subsequent annealing process is applied to eliminate the residual strain energy.During annealing,microstructural changes occur through SIBM to reduce the overall residual strain energy of PTed materials.Consequently,PTAed materials exhibit modified texture and low residual strain energy,resulting in improved ductility,stretch formability,bending formability,and damping capacity compared to the initial materials.These improvements in properties are primarily attributed to the activation of {10–12} twinning during in-plane tension,which contributes to strain accommodation in the thickness direction.Considering the industrial application of the PTA process,{10–12}twins can be introduced into Mg alloys through various methods such as block rolling,edge rolling,sizing rolling,and SPD processes.However,further studies are required to develop cost-effective and continuous processes suitable for widespread industrial application of the PTA process.
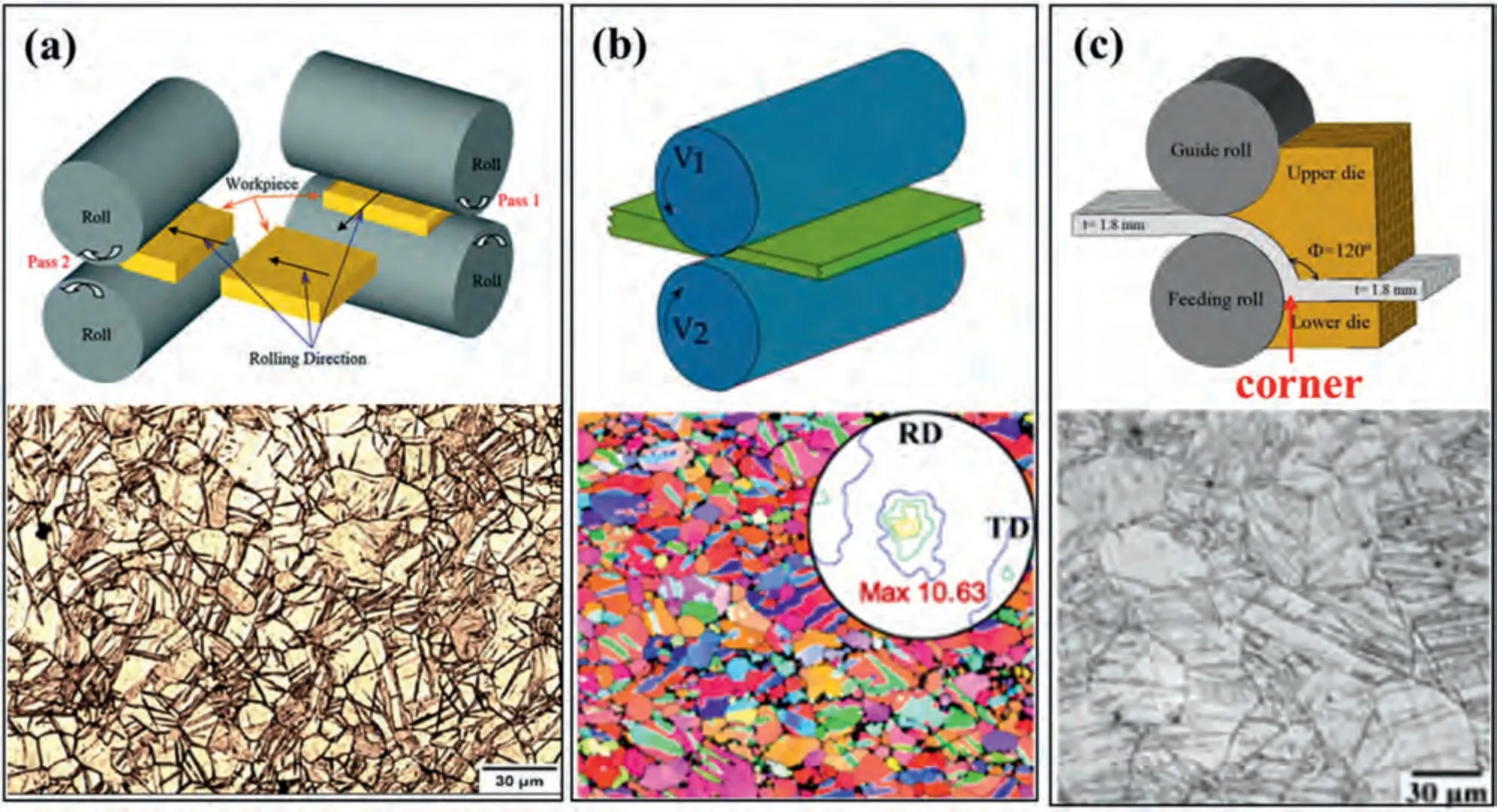
Fig.27.Schematic of SPD processes and resulting microstructures of SPDed Mg alloys: (a) cross rolling [117],(b) DSR process [118],and (c) ECAR process[119].
4.Improving corrosion resistance of Mg alloys
4.1.Research background
The poor corrosion resistance of Mg alloys poses a significant limitation to their widespread industrial utilization.Reports indicate that Mg alloys exhibit exceptionally high corrosion rates when subjected to immersion testing in sodium chloride (NaCl) solution,ranging from several millimeters per year (mm/y) to several hundred mm/y.Despite relatively lower corrosion rates of 0.25 mm/y observed in pure Mg with ultrahigh purity,its corrosion resistance remains vulnerable in comparison to other structural or biomedical materials [120–122].The primary factors contributing to the inadequate corrosion resistance of Mg can be attributed to its nature as an active metal,rendering it prone to natural corrosion in environments such as air or water due to its inherent chemical reactivity [123,124].Consequently,during the melting and injection processes of Mg alloys,they display heightened reactivity with atmospheric oxygen,leading to oxidation and combustion [125].Another significant factor is the comparatively low standard electrode potential(-2.37 V) and corrosion potential (-1.65 V) of Mg,which is lower than that of practical structural metals such as Al,Ti,Cu,and steel (Fig.28a and b) [126–128].This characteristic makes Mg highly susceptible to corrosion when it encounters other metals,resulting in external galvanic corrosion(Fig.28c) [128].Additionally,the presence of microstructural discontinuities,such as impurities or secondary phases,can facilitate the formation of galvanic couples,ultimately leading to internal galvanic corrosion (Fig.28d) [128].
In addition,the oxide film that forms spontaneously on the surface of Mg alloys is less dense compared to the oxide film on Al alloys and stainless steels,which results in faster corrosion on the surface of Mg alloys [129,130].Nevertheless,Mg alloys still hold significant potential as structural materials due to their low density,high specific strength,castability,and damping properties [131,132].They also serve as promising biomaterials because of their low modulus of elasticity and high biodegradability [35,133].Consequently,extensive research has been conducted worldwide,including countries such as China,Japan,Germany,and the United States,to address the issue of low corrosion resistance of Mg alloys and expand their industrial applications.In South Korea,several studies have also focused on enhancing the corrosion resistance of Mg alloys [35–40].The corrosion resistance of Mg alloys is primarily influenced by three critical microstructural factors.The first microstructural factor is the size and distribution of secondary phases.These phases cause localized galvanic corrosion at the interface between the secondary phase and matrix,leading to preferential corrosion and severe degradation of corrosion resistance.Moreover,larger and unevenly distributed secondary phases can significantly decrease corrosion resistance.Therefore,it is essential to reduce the size of secondary phases and achieve their uniform distribution to enhance the corrosion resistance of Mg alloys.
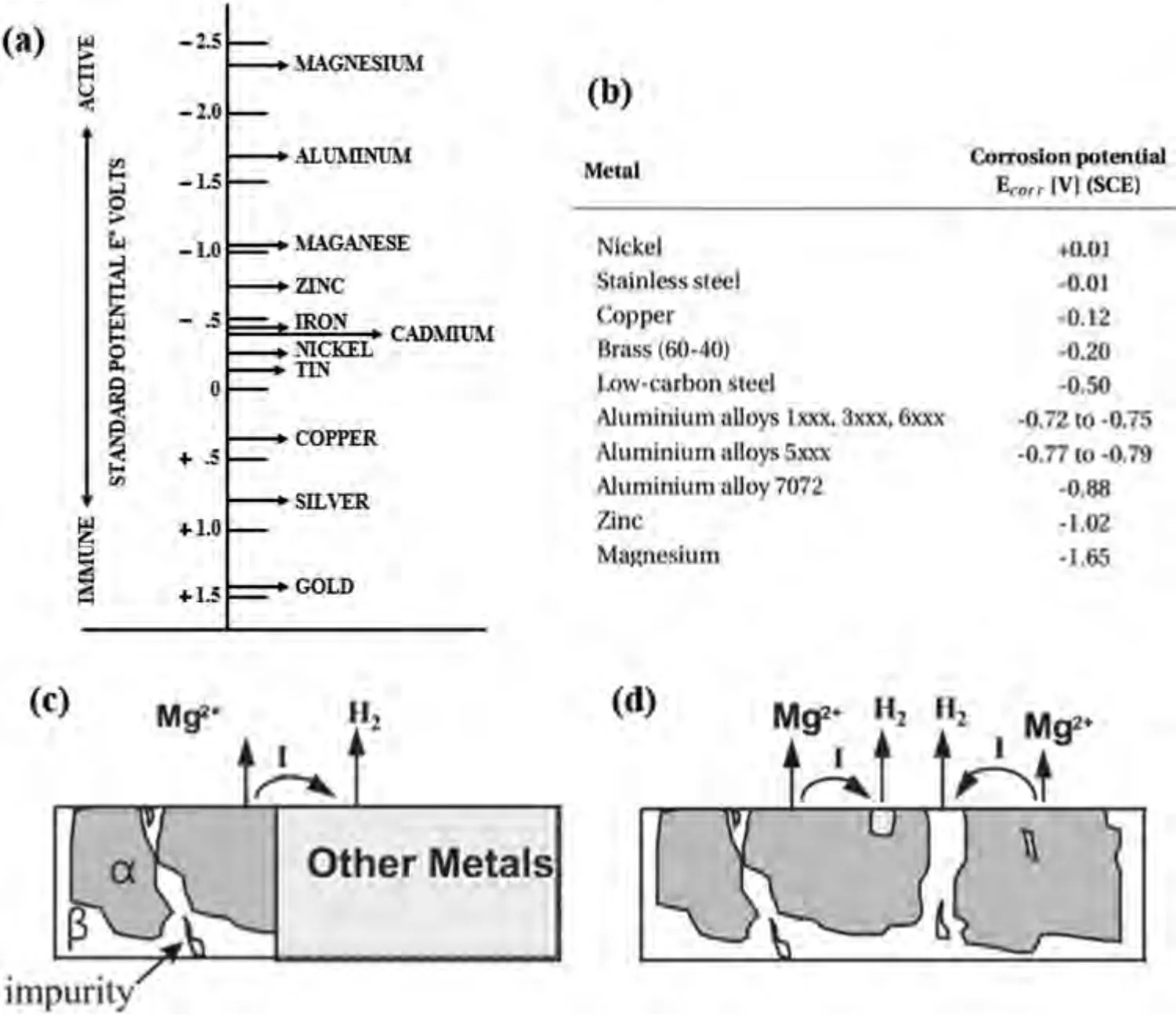
Fig.28.(a) Standard electrode potentials and (b) corrosion potentials of metals including Mg.Schematics of (c) external and (d) internal galvanic corrosion of Mg [127,128].
The second microstructural factor is grain size.It is generally expected that grain boundaries,due to the prevalence of lattice defects and dislocations,would corrode more rapidly than the interior of grains in corrosive environments [134–136].However,some studies have reported that reducing the grain size of Mg alloys can improve their corrosion resistance due to the preferential crystallographic pitting (PCP)effect [137].PCP is a phenomenon where corrosion preferentially occurs parallel to close-packed planes,such as the basal plane in Mg alloys.When corrosion propagates within a grain and reaches a grain boundary,the PCP is temporarily interrupted as it seeks a preferential orientation in neighboring grains.The third microstructural factor that affects the corrosion resistance of Mg alloys is crystallographic orientation.The basal plane,with its densely packed structure and stronger atomic bonding,exhibits greater corrosion resistance compared to the prismatic plane [138,139].Additionally,the basal texture may assist in the formation of a more stable passive film compared to the prismatic texture [140,141].
In addition,a unique surface coating treatment based on anodic oxidation has been found to greatly improve the corrosion resistance of Mg alloys [142,143].This treatment involves the formation of a ceramic oxide coating on the surface of Mg alloys.The protective oxide layer not only reduces the corrosion current density (icorr) during corrosion testing but is also considered an environmentally friendly and effective method for improving corrosion resistance [144].Therefore,controlling the microstructural factors mentioned earlier and/or applying surface coatings are crucial for enhancing the corrosion resistance of Mg alloys.The following sections,4.2,4.3,and 4.4,provide an overview of recent studies conducted in South Korea on improving the corrosion resistance of Mg alloys through alloying addition,process treatment,and surface coating,respectively.
4.2.Alloying addition
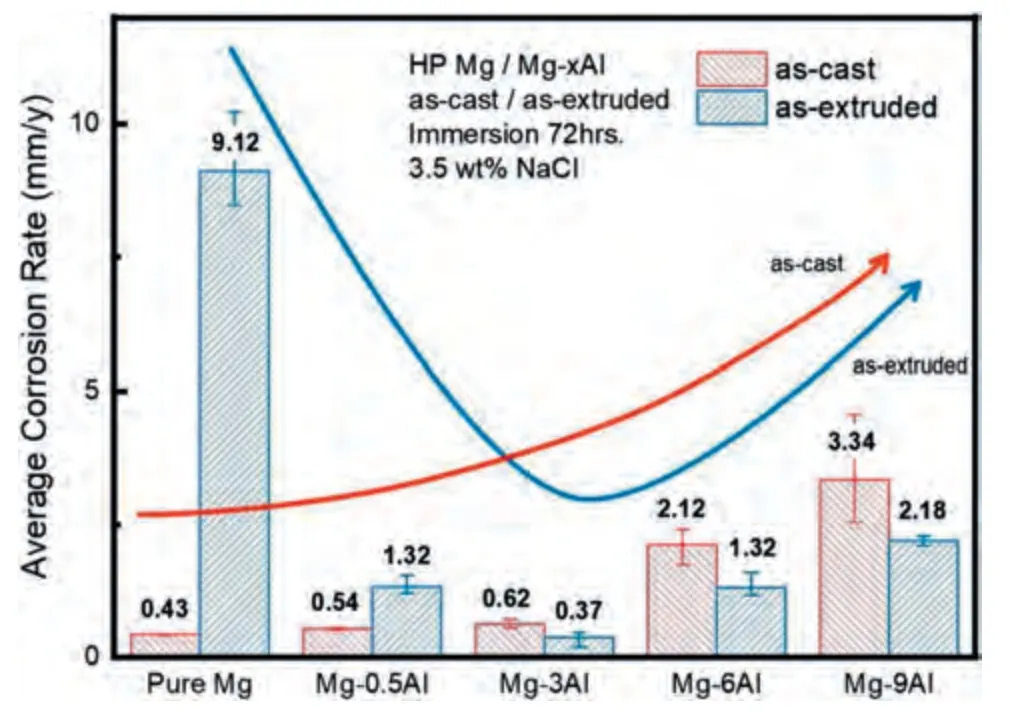
Fig.29.Average corrosion rates of as-cast and as-extruded Mg–xAl alloys(x=0,0.5,3,6,and 9 wt%),obtained from immersion testing [148].
Addition of alloying elements is a commonly used method for improving the chemical and physical properties of Mg alloys [145–148].Among the various alloying elements,Al is a representative alloying element in Mg because Al addition significantly increases the castability of Mg molten metal,and the high maximum solid solubility of Al in Mg (12.7 wt%)can lead to considerable solid-solution and precipitation hardening effects [106,130].Mg–Al-based alloys containing 3–9 wt% Al have been commercially used as both cast and wrought materials.In Mg–Al-based alloys,the formation of Mg17Al12eutectic phase during casting and Mg17Al12precipitates during hot metal forming processes can occur.The Mg17Al12secondary phase causes microgalvanic corrosion due to its nobler nature compared to the Mg matrix,acting as a cathode and accelerating the dissolution of the Mg matrix[145–147].The number,size,and distribution of Mg17Al12phase formed in Mg–Al alloys can vary depending on the Al content and processing history,such as casting,extrusion,and rolling.Woo et al.[148] conducted their investigation on the premise that the corrosion kinetics of Mg–Al alloys are not exclusively dictated by the Al content.Hence,they methodically examined the corrosion performance of Mg–Al alloys in relation to their processing history,with the objective of elucidating its impact on the corrosion behavior.To this end,the influence of Al content and processing history on the corrosion properties of high-purity Mg was analyzed by comparing the corrosion rates of as-cast and as-extruded Mg–xAl alloys (x=0,0.5,3,6,and 9 wt%).Fig.29 depicts the corrosion rates of the as-cast and as-extruded Mg–xAl alloys,obtained from immersion testing in a 3.5 wt% NaCl solution for 72 h.In the as-cast alloys,as the Al content increased from 0 to 9 wt%,the corrosion rate gradually increased from 0.43 to 3.34 mm/y.In the as-extruded alloys,the corrosion rate rapidly decreased from 9.12 to 0.37 mm/y with an increase in the Al content from 0 to 3 wt%,but it increased from 0.37 to 2.18 mm/y as the Al content increased from 3 to 9 wt%.Additionally,the corrosion rates of the as-cast Mg–Al alloys containing no and a smaller amount of Al (0 and 0.5 wt%) were lower than those of the corresponding as-extruded alloys,whereas the corrosion rates of the high-Al-containing as-cast Mg–(3,6,and 9 wt%) Al alloys were higher than those of the as-extruded counterparts.These results demonstrate that the effect of Al addition to pure Mg on corrosion resistance differs significantly between cast and extruded materials.The corrosion behavior and resulting properties are strongly influenced by microstructural variations caused by Al content and processing history,including the morphology,size,distribution,and area fraction of the Mg17Al12phase,as well as the presence of Al–Fe and Al–Mn phases formed by trace impurities.
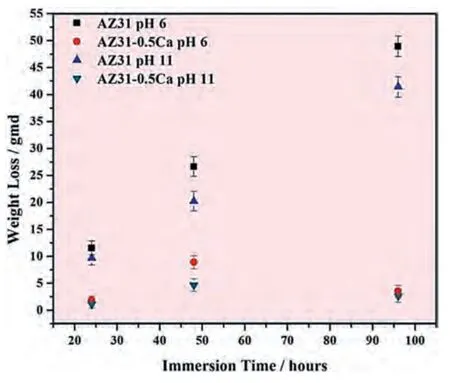
Fig.30.Immersion testing results in ph 6 and 11 NaCl solutions of rolled AZ31 and AZ31–0.5Ca alloys [149].
The addition of small amounts (<1 wt%) of Ca and trace amounts(<0.1 wt%)of RE elements has demonstrated significant potential in enhancing the corrosion resistance of pure Mg and Mg alloys.Chaudry et al.[149] improved the corrosion resistance of rolled AZ31 alloy by adding a small amount of Ca (0.5 wt%) and analyzed the underlying mechanism of the enhanced corrosion resistance.Immersion testing in 0.15 M NaCl solutions with pH 6 and 11 demonstrated that the average corrosion rate of the rolled AZ31–0.5Ca alloy (18.21 and 9.40 mm/y at pH 6 and 11,respectively) was significantly lower than that of the rolled AZ31 alloy (84.21 and 31.71 mm/y at pH 6 and 11,respectively),as portrayed in Fig.30.Additionally,the amount of corrosion product formed on the specimen surfaces decreased with the addition of Ca to the AZ31 alloy.These findings indicate that the incorporation of 0.5 wt% Ca into a commercial rolled AZ31 alloy leads to a notable enhancement in corrosion resistance,primarily attributed to the formation of (Mg,Al)2Ca phase resulting from the tendency of Ca to segregate with Al.The presence of the(Mg,Al)2Ca phase leads to a decrease in the concentration of Al and a modification in the morphology of the Mg17Al12phase,reducing the susceptibility to microgalvanic corrosion of the alloy.
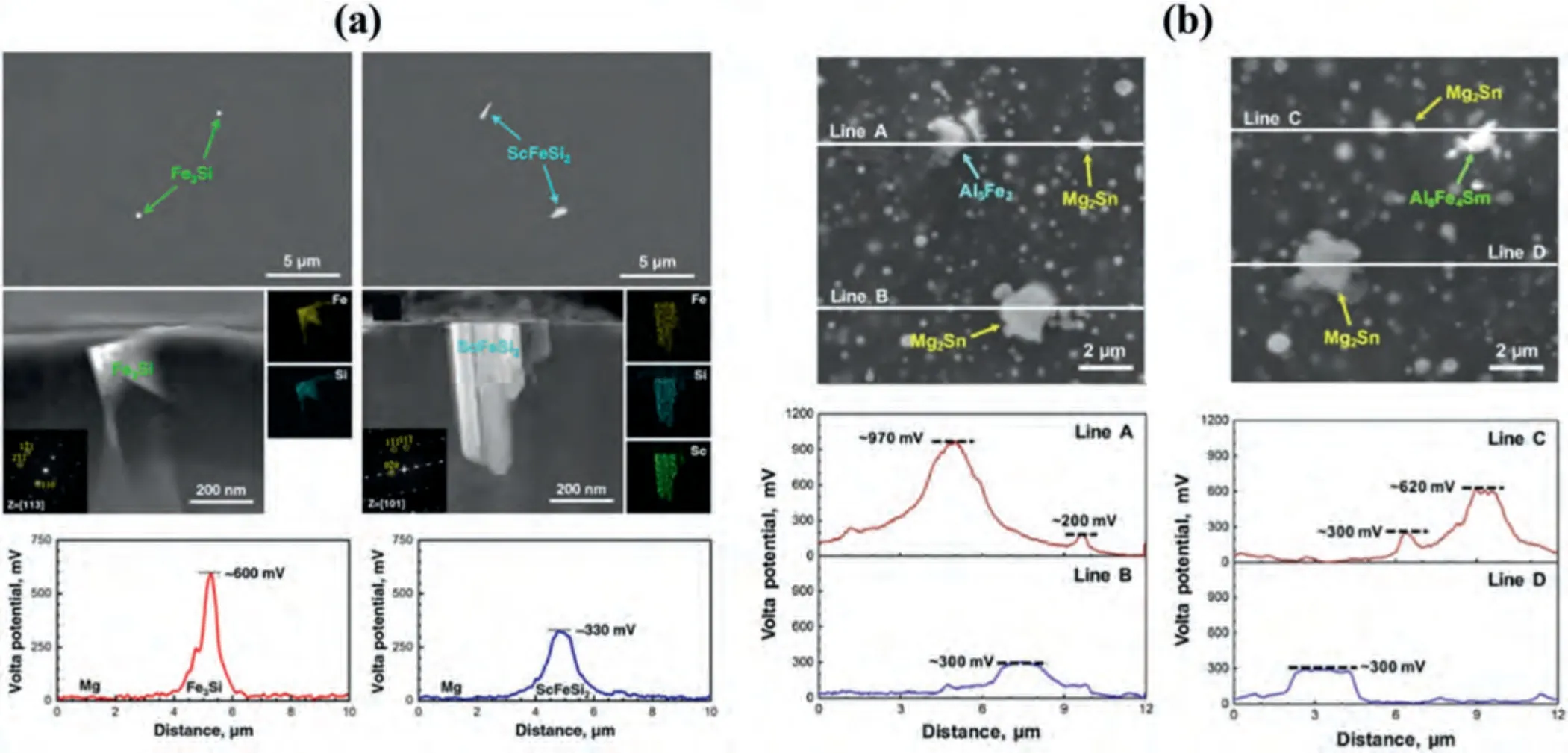
Fig.31.(a) SEM micrographs and Volta potential results of Fe3Si phase in pure Mg and ScFeSi2 phase in Mg–0.05Sc alloy [151].(b) SEM micrographs and Volta potential results of Al5Fe2 and Mg2Sn phases in TAZ811 alloy and Al8Fe4Sm and Mg2Sn phases in TAZ811–0.02Sm alloy [152].
The addition of RE elements has been proven effective in improving the corrosion resistance of Mg alloys[145,146,150].However,the high cost of RE elements can significantly increase the overall price of RE-containing Mg alloys when added in large quantities,thus limiting their use in industrial applications due to decreased price competitiveness.Therefore,recent studies in South Korea on improving corrosion resistance with the addition of RE elements have focused on adding trace amounts (<0.1 wt%) of RE elements to Mg alloys [151,152].This allows enhancing corrosion resistance while avoiding excessive increase in material costs.Baek et al.[151] reported a substantial improvement in the corrosion resistance of high-purity pure Mg by adding a trace amount (0.05 wt%) of Sc.Immersion testing in a 0.6 M NaCl solution for two weeks revealed that the corrosion rate of pure Mg decreased significantly from 4.0 to 0.27 mm/y by incorporating 0.05 wt% Sc.This remarkable improvement in corrosion resistance through Sc microalloying is attributed to the formation of the ScFeSi2phase in the Mg–0.05Sc alloy,which is less noble than the Fe3Si phase formed in pure Mg.The Volta potential of the ScFeSi2phase is approximately 330 mV,significantly lower than that of the Fe3Si phase (∼600 mV),as portrayed in Fig.31a.The presence of the less noble ScFeSi2phase reduces susceptibility to microgalvanic corrosion and enhances the integrity of the passive layer,ultimately improving corrosion resistance.Similarly,Kwon et al.[152] demonstrated that addition of trace amounts of Sm to a rolled Mg–8Sn–1Al–1Zn (TAZ811) alloy considerably enhanced its corrosion resistance.The addition of 0.02 wt% Sm to the TAZ811 alloy caused a phase transition from the Al5Fe2phase to the Al8Fe4Sm phase.The Volta potential of the Al8Fe4Sm phase (∼620 mV) is lower than that of the Al5Fe2phase (∼970 mV) (Fig.31b),indicating that the Al8Fe4Sm phase formed in the TAZ811–0.02Sm alloy is less noble than the Al5Fe2phase formed in the TAZ811 alloy.Consequently,immersion testing in 0.6 M NaCl solution demonstrated a significant decrease in the corrosion rate of the TAZ811 alloy from 19.0 to 2.7 mm/y by adding 0.02 wt%Sm.
4.3.Process treatment
Another proposed approach to enhance the corrosion resistance of Mg alloys involves controlling the microstructure through the application of process treatments.Microstructural characteristics,including grain size and dislocation density,in Mg alloys can be significantly modified through the implementation of SPD processes,such as equal channel angular pressing (ECAP),HPT,and multi directional forging (MDF)[153–155].These SPD processes have the capability to render an UFG structure in Mg alloys.This refinement not only alters the corrosion behavior of Mg alloys from pitting to general corrosion but also acts as a physical barrier against corrosion,thereby improving their overall corrosion resistance[137,156,157].Furthermore,SPD processes promote a more homogeneous distribution of secondary phases and deformation texture in Mg alloys,which also contributes to the enhancement of their corrosion resistance.Among the various SPD processes,MDF stands out as a widely used method due to its simplicity,cost-effectiveness,and suitability for largescale production.
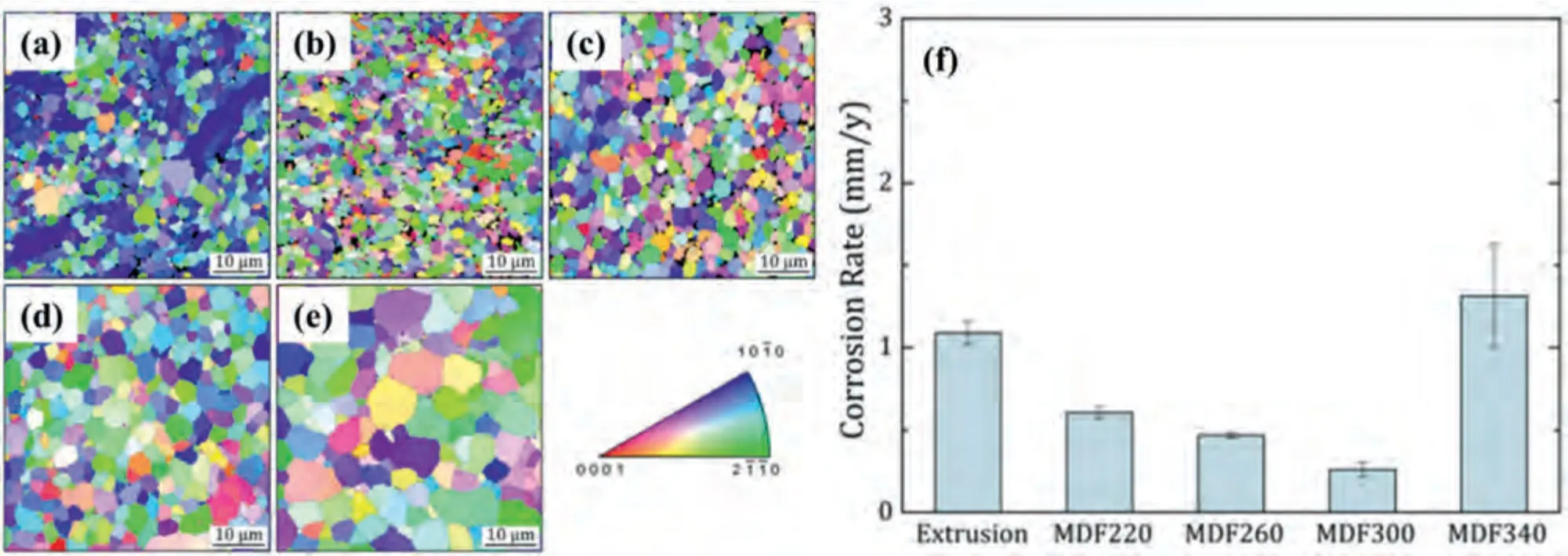
Fig.32.(a–e) Microstructures of XM11 alloy samples: (a) extruded,(b) MDF220,(c) MDF260,(d) MDF300,and (e) MDF340.(f) Average corrosion rates of extruded sample and MDFed samples,obtained from immersion testing [158].
In a recent investigation conducted by Bahmani et al.[158],the effects of the MDF process on the corrosion behavior of an Mg–0.59Ca–0.52Mn alloy(XM11,wt%)were determined.The cast XM11 billets underwent extrusion at 260 °C,followed by MDF at temperatures of 220,260,300,and 340 °C.The resulting MDFed samples were named MDF220,MDF260,MDF300,and MDF340,respectively.The extruded sample exhibited a partially recrystallized microstructure containing coarse unrecrystallized grains,whereas all the MDFed samples exhibited a homogeneous microstructure comprising equiaxed recrystallized grains (Fig.32a–e).Immersion testing was conducted in a 3.5 wt% NaCl solution saturated with Mg(OH)2for duration of 7 days to evaluate the corrosion performance.The results demonstrated that,except for MDF340,all the MDFed samples exhibited lower corrosion rates compared to the extruded sample(Fig.32f).Specifically,the corrosion rate decreased from 0.88 to 0.55 mm/y as the MDF temperature increased from 220 to 300 °C,but significantly increased to 2.29 mm/y at the high MDF temperature of 340 °C.The improved corrosion resistance observed in the MDFed samples can be attributed to the grain refinement and the formation of a stable surface layer during corrosion due to the MDF process,in addition to the increased number of grain boundaries acting as effective corrosion barriers [37].Moreover,as the MDF temperature increased,the area fraction of the Mg2Ca phase decreased,which has an anodic effect in corrosive conditions.As a result,the corrosion resistance of the MDFed samples gradually improved with increasing MDF temperature,reaching its peak at 300 °C.However,MDF340 exhibited significantly coarser grains compared to both the extruded sample and the other MDFed samples (Fig.32e).Consequently,MDF340 experienced severe localized pitting corrosion,unlike the filiform type corrosion observed in the other MDFed samples,leading to its inferior corrosion resistance.
Bahmani et al.[159] also determined that the utilization of screw rolling(SR),an SPD process,can concurrently enhance the tensile strength and corrosion resistance of Mg–3.71Zn–2.04Al–0.63Ca–0.62Mn (ZAXM4211,wt%) alloy.Initially extruded ZAXM4211 bars with a diameter of 25 mm underwent the SR process at temperatures ranging from 220 to 340 °C.The extruded bars were reduced to a diameter of 15 mm via six passes of SR (Fig.33a).All SR-treated (SRed)samples exhibited higher TYS and UTS than the extruded sample (Fig.33b).Moreover,an increase in SR temperature from 220 to 340 °C resulted in a decrease in TYS of the SRed samples,from 308.6 to 255.4 MPa.The corrosion behavior of the samples was evaluated through immersion testing in a 3.5 wt% NaCl solution saturated with Mg(OH)2for duration of 7 days.The results demonstrated that all SRed samples displayed lower corrosion rates than the extruded sample (Fig.33c).Specifically,the average corrosion rates of the samples subjected to the SR process at temperatures of 220,260,and 300°C were 1.93,1.59,and 1.38 mm/y,respectively,which were significantly lower than that of the extruded sample (5.94 mm/y).This improvement can be attributed to the reduction in the area fraction of the (Mg,Al)2Ca and MgZn phases,which act as microgalvanic cells,as a result of their dissolution into the matrix during SR.However,the average corrosion rate of the sample treated with SR at 340 °C was considerably higher (4.30 mm/y) compared to the other SRed samples (1.38–1.93 mm/y).This phenomenon can be attributed to the formation of a coarse grain size caused by significant grain growth during SR at the elevated temperature of 340 °C,thereby rendering the sample more susceptible to corrosion.
On the other hand,Lee et al.[160] demonstrated that the corrosion resistance of Mg–7.86Sn–0.94Zn–0.82Al–0.12Mn(TZAM8110,wt%) alloy can be improved through the application of pulse electron beam(PEB)treatment,without implementing an SPD process.The PEB treatment,consisting of an electron gun,movable stage,and vacuum chamber (Fig.34a),represents a surface modification technique that selectively eliminates precipitates near the surface while preserving the original mechanical properties.Upon subjecting the extruded TZAM8110 alloy,which contains numerous Mg2Sn precipitates,to the PEB treatment,a precipitate-free surface layer with a thickness of approximately 12 μm is formed by dissolving the Mg2Sn precipitates into theα-Mg matrix during the treatment process (Fig.34b).Subsequent immersion testing in a 0.6 M NaCl solution at 25 °C revealed that the weight loss value of the PEB-treated sample (6.5 mg cm-2)was lower than that of the as-extruded sample(12.0 mg cm-2)(Fig.34c).This result corresponds that the average corrosion rate of the PEB-treated sample (4.3 mm/y) is significantly lower than that of the as-extruded sample (8.1 mm/y).Therefore,the PEB treatment effectively enhances the corrosion resistance of Mg alloys by eliminating precipitates that serve as cathodic sites on the surface in corrosive environments.
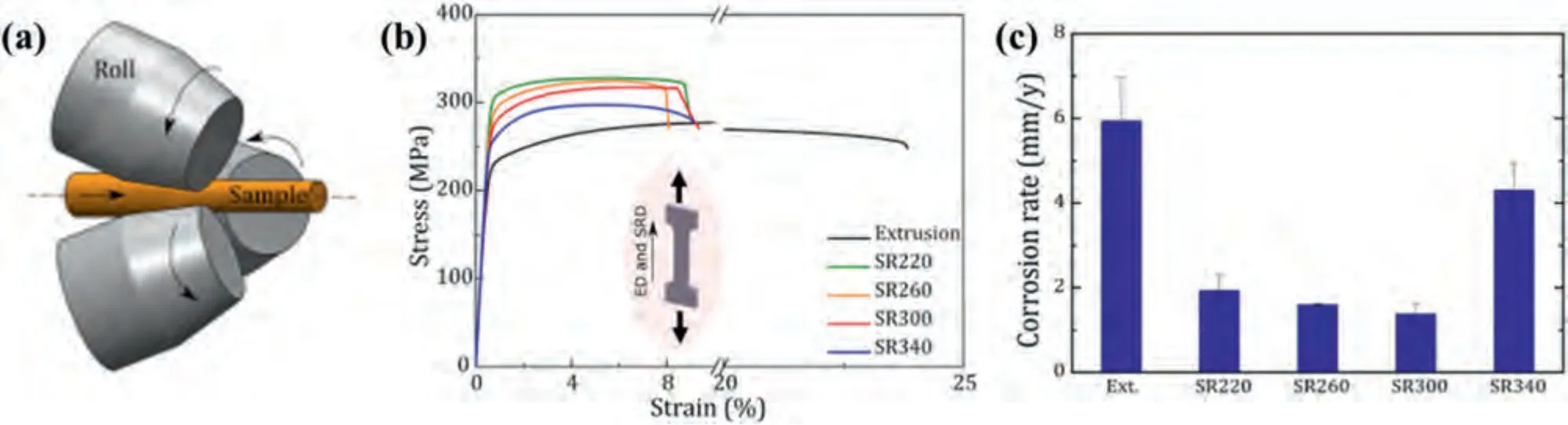
Fig.33.(a) Schematic of screw rolling process.(b) Tensile stress–strain curves and (c) average corrosion rates of extruded sample and SRed samples [159].
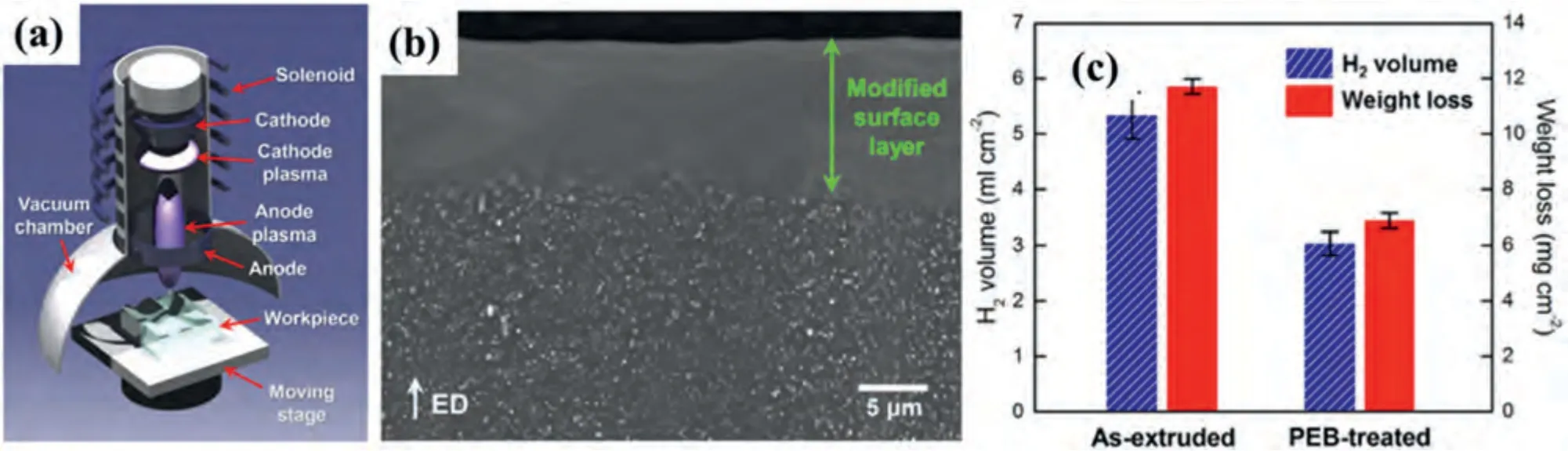
Fig.34.(a) Schematic of PEB treatment system.(b) SEM micrograph of cross-section of PEB-treated sample.(c) H2 volume and weight loss values of the as-extruded and PEB-treated samples after immersion testing for 72 h in 0.6 M NaCl solution [160].
4.4.Surface coating
4.4.1.PEO coating
Plasma electrolytic oxidation (PEO) coating has emerged as a highly effective technique for modifying the surfaces of Mg alloys to enhance their corrosion resistance.This method has garnered significant attention due to its numerous advantages,including the favorable corrosion resistance of the resulting coating,high productivity,environmental friendliness,and strong adhesion between the coating and the substrate [142,143,161].PEO coating is typically accomplished through the electrical/non-electrochemical deposition of noble metals on Mg alloys,which shields the alloys from exposure to the external environment and substantially enhances their corrosion resistance [162,163].Various techniques have been employed to further improve the corrosion resistance of Mg alloys through PEO coating.These techniques encompass strategies to reduce the transportation of corrosive media through cracks and pores,create stable barrier passivation layers,and apply additional coating layers.However,despite these endeavors,additional research is required to refine the PEO process and achieve satisfactory corrosion resistance for Mg alloys in practical applications,taking into account various environmental factors.Consequently,recent research conducted in South Korea has focused on improving the corrosion resistance of Mg alloys by combining PEO with various methods,such as metal-organic framework (MOF) [164],hydrothermal treatment[165],and anionic assisted incorporation of WO3nanoparticles [166].
For instance,Joo et al.[162] employed a combination of oil impregnation,hydrophobizing,and PEO treatment to enhance the corrosion resistance of rolled AZ31 alloy.Initially,they fabricated a nanoporous hydroxide surface structure by subjecting the PEO-treated Mg alloy to hydrothermal treatment,followed by coating it with a self-assembled monolayer of perfluorodecyltrichlorosilane (FDTS) to impart hydrophobic properties.Subsequently,the PEO-treated oxide layer was impregnated with immiscible oil through hydrothermal treatment and hydrophobizing (Fig.35a).The corrosion properties of samples with different surface treatments,including FDTS,PEO,PEO+FDTS (PF),PEO+hydrothermaltreatment (PH),PH+FDTS (PHF),and PHF+oil impregnation (PHFO),were compared (Fig.35b).The PHFO-treated sample exhibited the lowest corrosion current density and the highest corrosion potential,indicating the highest corrosion resistance among the tested samples.This enhanced corrosion resistance can be attributed to the oil-impregnated nanoporous oxide layer,which impedes the penetration of corrosive liquids into the oxide layer and prevents direct contact between corrosive liquids and the oxide surface.Consequently,the formation of an oil-impregnated nanoporous oxide layer on Mg alloys can significantly improve their corrosion resistance.
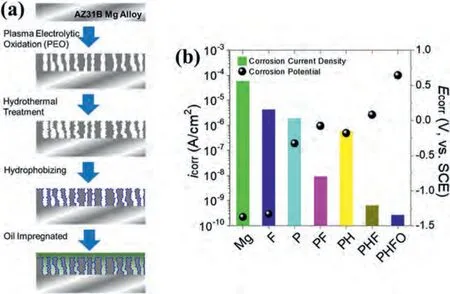
Fig.35.(a) Schematics of preparation procedure based on PEO and hydrothermal treatment of rolled AZ31 alloy.(b) Estimated corrosion current density(icorr) and corrosion potential (Ecorr) of surface-treated samples [162].
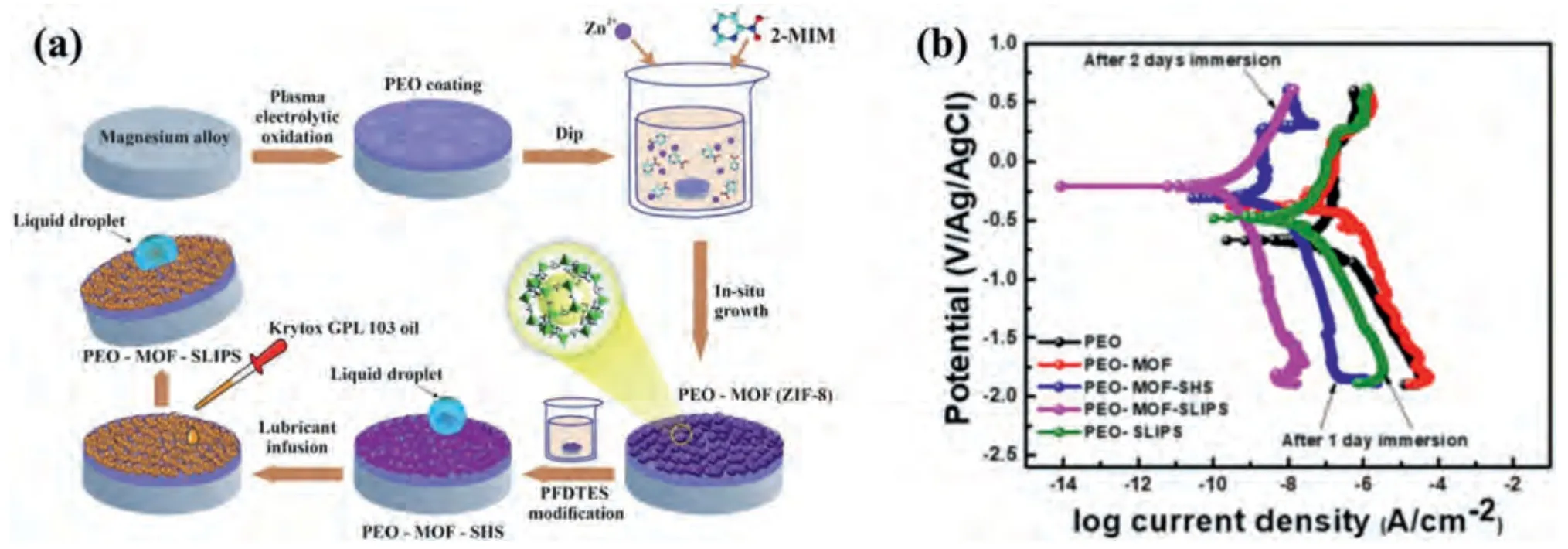
Fig.36.(a) Schematics of developed surface coating process.(b) Potentiodynamic polarization curves of samples with multiple coatings [164].
Telmenbayar et al.[164] developed a novel coating process to achieve both anticorrosion properties and mechanical robustness by combining PEO and MOF treatments to create a slippery surface on AZ31 alloy.This process entails the application of PEO coating on the sample,followed by thein situgrowth of a Zn-MOF film on the PEO-coated sample (Fig.36a).The incorporation of ZIF-8 particles plays a crucial role in strengthening the corrosion resistance of the PEO coating and increasing its superhydrophobicity.Furthermore,the ZIF-8 film serves as an anchoring site for storing infused lubricants,resulting in the formation of a slippery surface.The sample subjected to this combined surface coating process exhibited a six-orders-of-magnitude lower corrosion current density in a 3.5 wt% NaCl solution compared to the bare Mg alloy (Fig.36b),indicating a significantly improved corrosion resistance and effective barrier performance.Immersion tests demonstrated the excellent nonwetting durability of the slippery surface,surpassing that of the superhydrophobic surface and providing superior long-term corrosion protection.Additionally,potentiodynamic polarization tests revealed the superior water-repellent properties of the slippery surface compared to other coatings,underscoring its enhanced durability.
4.4.2.Doped coating
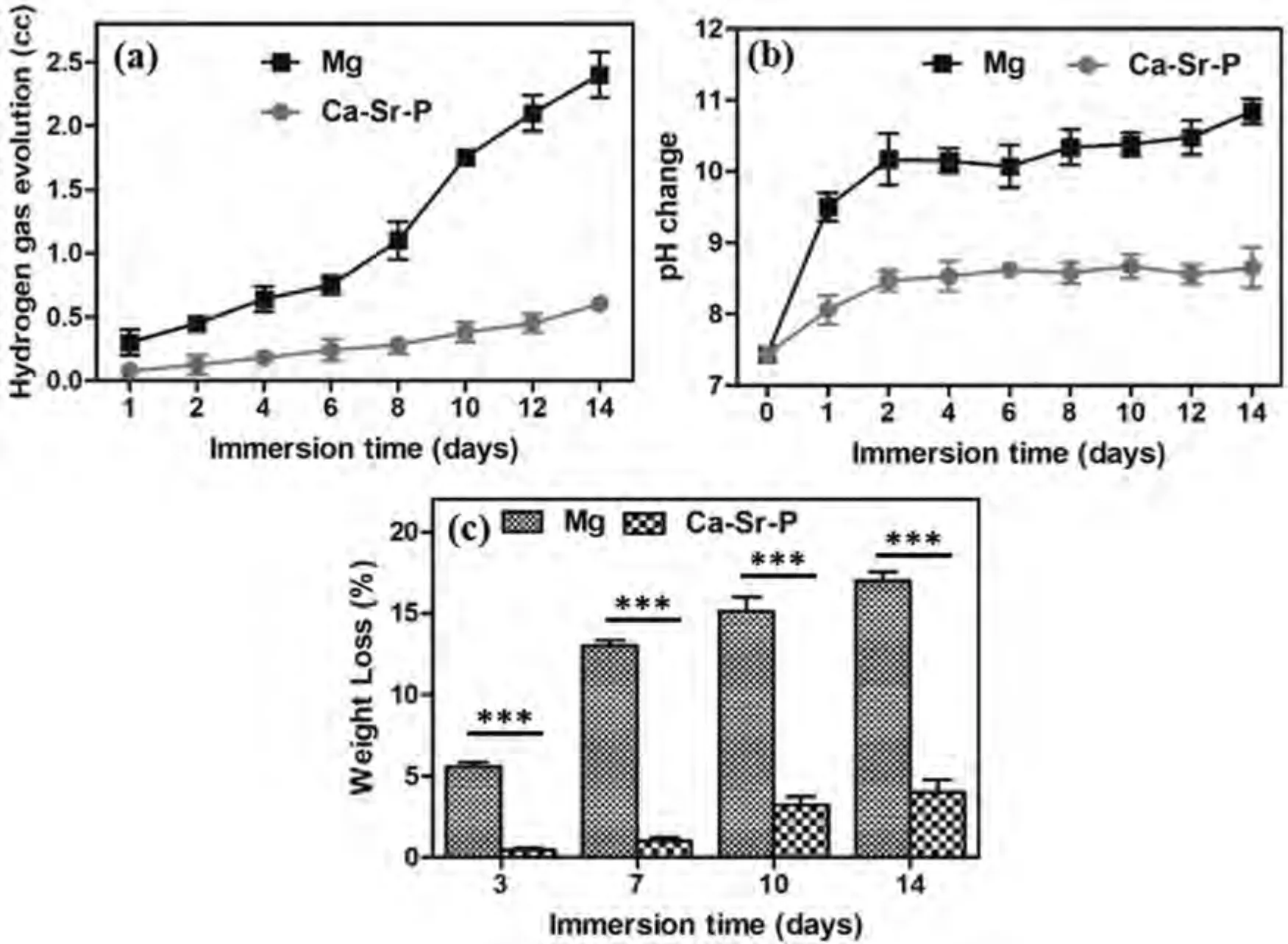
Fig.37. In vitro corrosion test results of samples with and without Ca–Sr–P coating: variations in (a) hydrogen gas evolution,(b) pH variation,and (c) weight loss (∗∗∗p <0.001) with immersion time [167].
In recent years,there has been a growing interest in the application of doping coatings to biodegradable Mg alloys to enhance their suitability for biomedical applications.Makkar et al.[167] conductedin vitroandin vivoperformance tests on ZK60 alloys before and after surface coating with strontium-doped calcium phosphate (Ca–Sr–P) using a chemical immersion technique.The resulting Ca–Sr–P coating (∼20 μm) exhibited a dense,crystalline,uniform,and crack-free surface.In vitrostudies revealed that the coating improved the corrosion resistance of the Mg alloy and enhanced its bioactivity.Thein vitrotest results,obtained by immersing the samples in Hank’s solution for 14 days,indicated that the Ca–Sr–P-coated sample exhibited significantly lower hydrogen gas evolution,pH value,and weight loss compared to the uncoated sample (Fig.37).These findings indicate that the protective Ca–Sr–P coating on Mg alloys improves their corrosion resistance and bioactivity.Furthermore,thein vivotest results,obtained by implanting the samples in a rabbit model for 4 weeks,demonstrated that the Ca–Sr–P coating promoted bone formation,enhanced osseointegration,and slowed down the degradation of the Mg alloy.Therefore,the Ca–Sr–P coating can be applied to Mg alloys for bone implant applications due to its high biocompatibility and low degradation characteristics.
Similarly,Park et al.[168] reported that a Sr-doped Ca–P (Sr–D–Ca–P) coating on ZK60 alloy also improved itsin vitrodegradation resistance.Thein vitrotest results in Hank’s solution for 14 days signified that the Sr–D–Ca–Pcoated sample exhibited significantly lower hydrogen gas evolution,pH value,and weight loss compared to the uncoated sample (Fig.38a–c).Furthermore,when the Sr–D–Ca–P coating was applied to a sample with a poly–L–lactic acid(PLLA)–hydroxyapatite (HAp) coating,the resulting Sr–D–Ca–P/PLLA–HAp coated sample exhibited even higher degradation resistance than the Sr–D–Ca–P coated sample.The dual Sr–D–Ca–P/PLLA–HAp coating also significantly increased bone formation after two months of implantation in a rabbit model.The dual coating protected the inner surface from damage caused by the outer ion–rich environment.Additionally,the gradual release of Ca and P ions from PLLA enhanced biocompatibility.As the degradation progressed,Ca,Sr,and P ions were released from the coating surface with a slow release of Mg ions from the metal surface,as depicted in Fig.38d.Therefore,the Sr–D–Ca–P/PLLA–HAp coating not only reduced the degradation rate but also improved biocompatibility.
4.4.3.Enhanced polymer coating
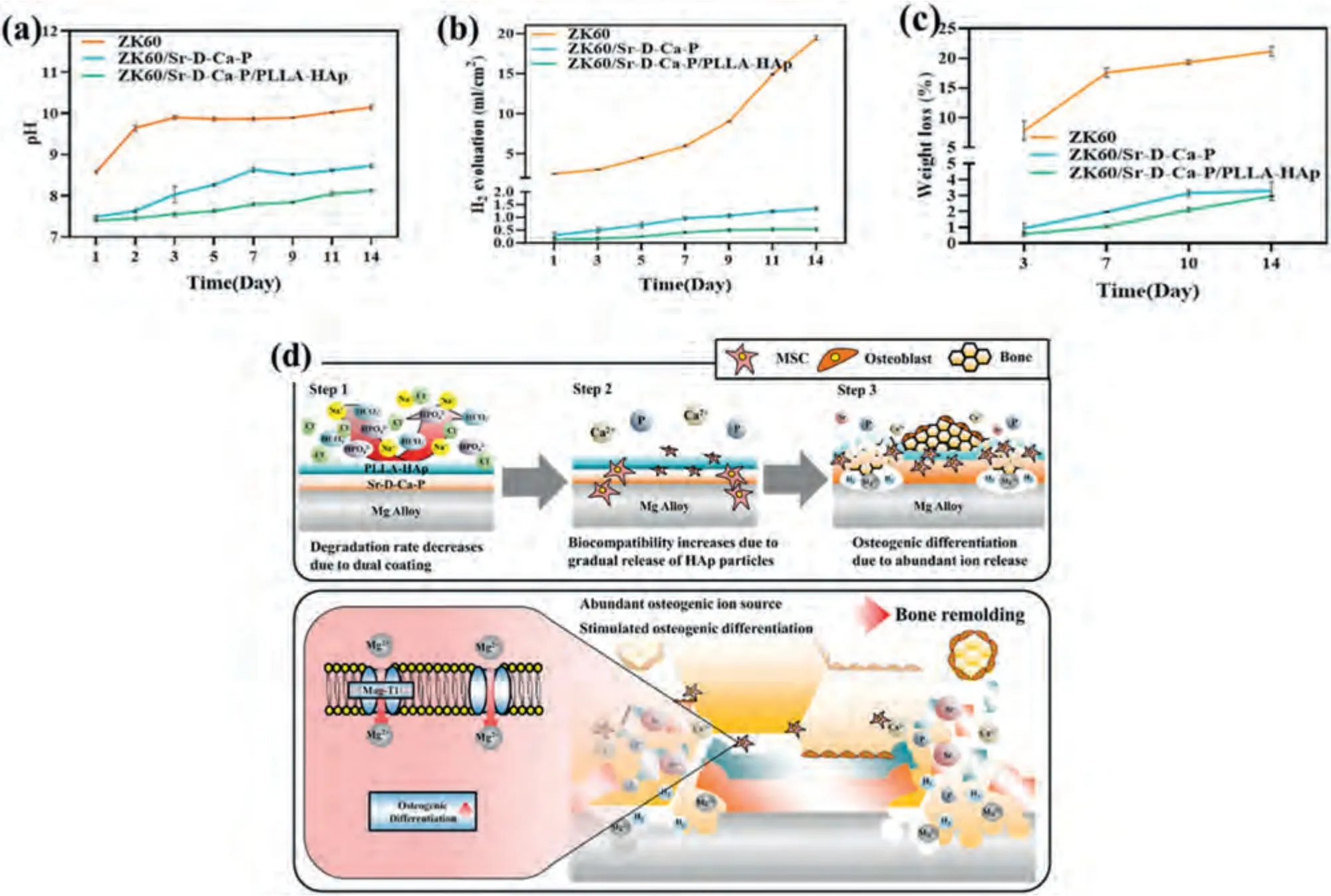
Fig.38. In vitro corrosion test results of samples with no coating,Sr–D–Ca–P coating,and Sr–D–Ca–P/PLLA–HAp coating: variations in (a) pH variation,(b) hydrogen gas evolution,and (c) weight loss with immersion time.(d) Schematic of bone regeneration mechanism by dual Sr–D–Ca–P/PLLA–HAp coating[168].
Polymer coatings have also been investigated for biomedical applications of Mg alloys due to their corrosion resistance enhancement and ability to provide uniform coatings on complex geometries,such as stents.In recent years,novel techniques for enhanced polymer coatings have emerged.For instance,Kang et al.[169] developed an innovative asymmetric polymer coating using poly ether imide (PEI) and poly(lactic-co-glycolic acid) (PLGA) as surface coating polymers for an Mg–4.1Y–2.1Nd–0.56Zr–0.028Mn (WE43,wt%)alloy stent.The asymmetric polymer coating was achieved through a sequential spray-coating method.The inner surface was coated with a single layer of PEI,whereas the outer/side surfaces were coated with sirolimus-loaded double layers of PLGA/PEI (Fig.39a).The polarization curves of the bare sample,PLGA-coated sample,PEI-coated sample,and asymmetrically coated sample with PEI and PLGA/PEI are presented in Fig.39b.It is evident that the asymmetric PLGA/PEI coating demonstrates superior corrosion resistance for the WE43 alloy compared to single coatings of PLGA or PEI.This improved corrosion resistance of the asymmetric polymer coating is further supported by the pH variation measurements obtained at predetermined time intervals during a 7-day experiment (Fig.39c).These findings highlight the potential of asymmetric polymer coatings with PEI and PLGA/PEI on Mg alloy stents as a practical and reliable approach for achieving enhanced corrosion resistance and improved clinical outcomes.
Cheon et al.[170] introduced a novel polymer coating technique that combines PEI coating with subsequent tantalum (Ta) ion implantation to enhance the physical and chemical properties of PEI-coated Mg implants.In this method,biologically compatible Ta is introduced onto the surface of PEI-coated WE43 alloy using plasma immersion ion implantation via direct current magnetron sputtering (Fig.40a).The short processing time of the ion implantation (30 s) does not damage the PEI coating layer,allowing it to retain its high corrosion protection properties and adhesion stability.Immersion tests in simulated body fluid (SBF) revealed that the bare sample rapidly corroded with a drastic increase in H2gas volume over time (Fig.40b).In contrast,the PEI-coated and Ta/PEI-coated samples exhibited significantly reduced corrosion rates and smaller volumes of H2gas compared to the bare sample.Moreover,while the pH value of the SBF for the bare sample rapidly increased from 7.3 to 9.2,the pH values of the PEI-coated and Ta/PEI-coated samples increased only to around 7.6,indicating that both the PEI and Ta/PEI coatings effectively reduced the corrosion rate of the Mg alloy (Fig.40c).The approximately 10-nm-thick Ta-implanted layer significantly enhanced surface hydrophilicity and ensured long-term stability under dry and wet conditions.Compared to the bare and PEI-coated samples,the Ta/PEI-coated sample exhibited improved adhesion,proliferation,and differentiation of preosteoblasts,which can be attributed to the bioactivity and biocompatibility of Ta.In anin vivorabbit femur study,the Ta/PEI-coated implant demonstrated enhanced bone tissue affinity and osseointegration capability with no signs of appreciable Mg corrosion.These results indicate that the Ta/PEI coating is highly suitable as a biodegradable orthopedic implant material for Mg alloys,as it enhances biocompatibility and effectively reduces the corrosion rate of the Mg alloy.
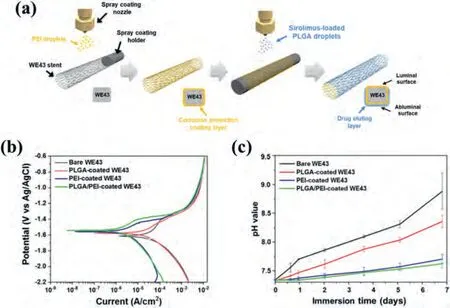
Fig.39.(a) Schematics of sequential spray-coating method for fabricating asymmetric surface coating with PEI and PLGA/PEI on WE43 alloy stent.(b)Potentiodynamic polarization curves of bare sample and coated samples and (c) their pH variations with immersion time [169].
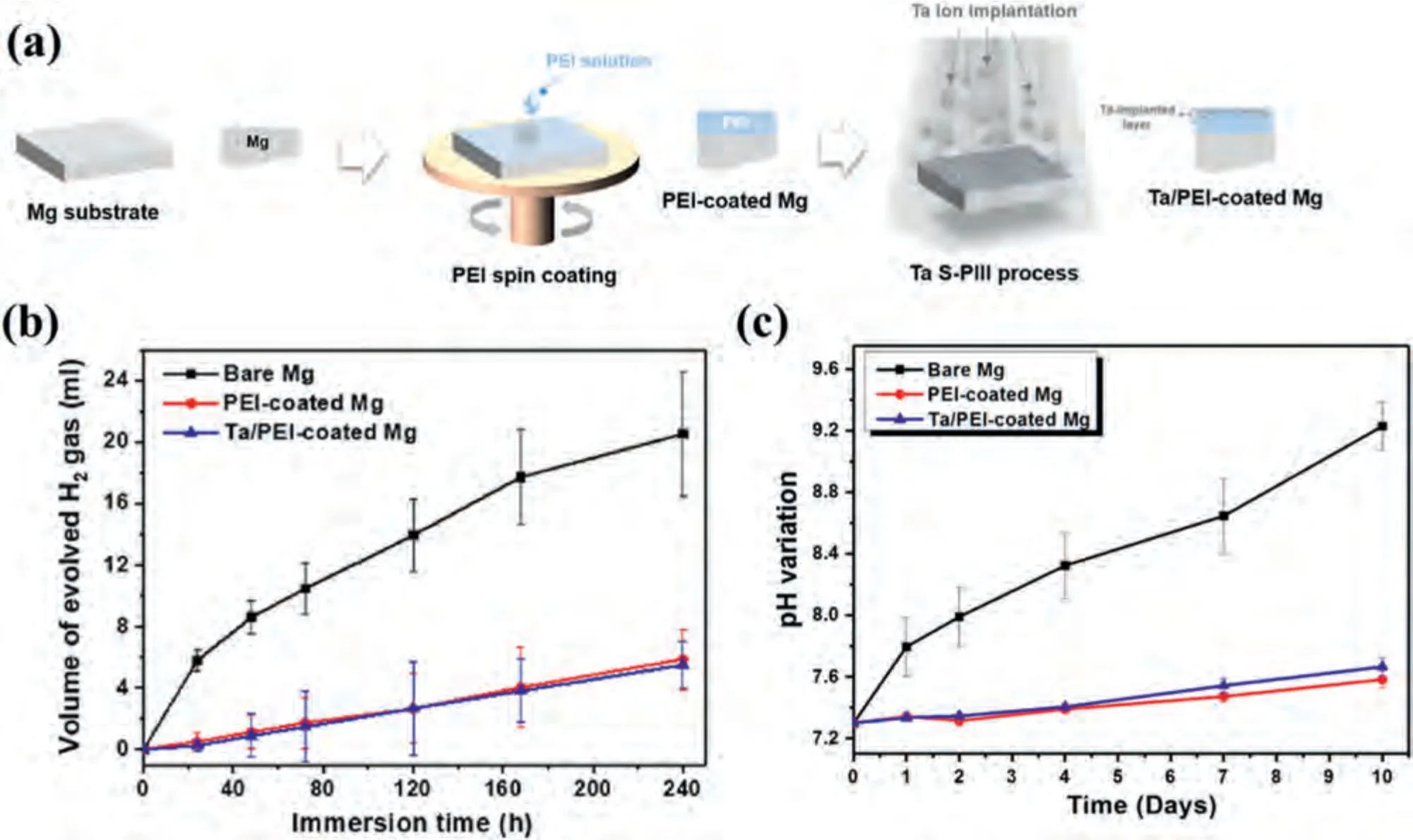
Fig.40.(a) Schematics of sequential PEI coating and Ta-ion implantation on Mg substrate.Variations in (b) H2 gas volume and (b) pH of bare sample and coated samples during immersion in SBF solution [170].
Section 4 of this article provides an overview of recent studies conducted in South Korea with the aim of improving the corrosion resistance of Mg alloys through various methods,including alloying addition,process treatments,and surface coating.Through these research and development efforts,significant progress has been achieved for overcoming the critical drawback of inferior corrosion resistance in Mg alloys,thereby expanding their industrial applications even in corrosive environments.
5.Summary and outlook
This review provides a comprehensive overview of recent advancements in Mg alloy research in South Korea.The studies conducted have revealed remarkable progress in improving the physical and chemical properties of Mg alloys,including extrudability,mechanical properties,and corrosion resistance.These advancements have been achieved through the development of high-speed-extrudable Mg–Bi-based alloys,the innovative techniques for controlling microstructure and texture using {10–12} twinning,and the implementation of alloying and processing methods for enhancing corrosion resistance.
The developed high-alloyed Mg–Bi-based alloys exhibit outstanding extrudability and high strength,making them suitable for the production of high-performance extruded Mg products.These alloys have high thermal stability,which reduces the risk of hot cracking during hot extrusion and enables high-speed extrusion at elevated temperatures.The incorporation of high alloying contents retains their high strength,even after high-speed extrusion,through solid solution hardening and particle hardening effects.For example,the BA52–0.4Mn alloy has been successfully extruded at an extremely high speed of 70 m/min,and the resulting high-speed-extruded alloy exhibited impressive strengths with a TYS of 219 MPa and UTS of 280 MPa.Further improvements can be achieved through low-temperature billet homogenization and post-aging treatment.Furthermore,the industrial-scale extrusion of the BA53 alloy without hot cracking at a speed of 60 m/min demonstrates its suitability for mass production.Additionally,the high-speed-extruded BA53 material exhibited superior fatigue performance compared to commercial Mg–Al-based alloys.These exceptional characteristics make the Mg–Bi-based alloys a potential candidate for manufacturing products requiring weight reduction,high productivity,and superior mechanical properties.
This research was also focused on utilizing the {10–12}twinning behavior to control the microstructural evolution of Mg alloys for improving their mechanical properties through the PT and PTA processes.The PT process enhances the tensile strength by forming twin boundaries and improves fatigue properties through texture modifications.It also accelerates aging kinetics;however,it may decrease ductility and formability due to increased residual strain energy.The PTA process reduces the residual strain energy and twin boundaries in the PTed materials,leading to a more stable microstructure while maintaining a twin-induced modified texture.The activation of {10–12} detwinning and/or twinning of the PTAed materials during in-plane tension contributes to strain accommodation along the thickness direction,overcoming limited properties of wrought Mg alloys with a strong basal texture.Furthermore,the PTA process results in the improvement of ductility,stretch formability,bending formability,and damping capacity.The beneficial role of twinning-induced microstructural evolution in improving the mechanical properties can be realized by introducing {10–12} twins into Mg alloys with the aid of block rolling and SPD processes.This can provide valuable insights for their practical utilization.
Numerous research studies have also been actively conducted on improving the corrosion resistance of Mg alloys through alloying addition,process treatment,and surface coating.The addition of alloying elements,such as Ca,Sc,and Sm refine microstructural features (such as type,morphology,number,and distribution of secondary phases,as well as grain size) of Mg alloys and contributes to their enhanced performance against galvanic corrosion.Furthermore,process treatments like MDF,SR,and PEB have also been successfully applied to enhance the corrosion resistance of Mg alloys.These treatments also refine the Mg alloy microstructure features (such as reduced grain size and more uniform distribution of secondary phases) and improve their corrosion resistance.Additionally,surface coating technologies such as PEO,doping,and PEI have also been explored to provide protective barriers against corrosive environments.These protective coatings create durable and corrosion-resistant surface layers that effectively shield the Mg alloys from external corrosive agents.Thus,these research activities carried out in South Korea has considerably contributed in advancing our understanding of Mg alloy corrosion mechanisms and providing practical solutions for enhancing the corrosion resistance of Mg alloys.
In addition to the research results introduced in this review paper,various collaborative research and project works have been carried out in South Korea to develop new high-performance Mg alloy systems and eco-friendly process techniques.These efforts include the development of nonflammable Mg alloys,highly formable Mg alloys,grainrefining techniques,and eco-friendly refining techniques.Through the dedicated efforts of researchers,consistent government support,and collaboration with relevant companies,considerable progress has been made in overcoming the inherent limitations of Mg alloys,such as low extrudability,formability,and corrosion resistance.These remarkable achievements can considerably contribute to the increased industrial utilization of Mg alloys across diverse fields.Looking ahead,advanced characterization techniques and modeling approaches based on artificial intelligence can contribute to a deeper understanding of the complex compositionmicrostructure-property relation of Mg alloys and facilitate the development of efficient Mg alloys with tailored properties for specific applications.Additionally,sustainable and cost-effective recycling and refining methods for Mg alloys are crucial in supporting environmental sustainability.To this end,collaboration among academia,industry,and government agencies is essential for advancing the Mg alloy research.Establishing international research networks,sharing resources,and promoting knowledge exchange will drive innovation and expedite the commercialization of Mg alloys.Overall,it is strongly believed that international collaborations,interdisciplinary approaches,and exploration of new possibilities will unlock the full potential of Mg alloys and also accelerate their widespread adoption in diverse industrial applications.
Data availability
The raw/processed data required to reproduce the results presented herein cannot be shared at this time as the data also form part of an ongoing study.
Declaration of competing interest
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this study.
Acknowledgments
This research was supported by the National Research Foundation of Korea (NRF) (grant no.2019R1A2C1085272)funded by the Ministry of Science,ICT,and Future Planning(MSIP,South Korea).This research was also in part supported by the Ministry of Science and Higher Education of the Russian Federation for financial support under the Megagrant (Grant No.075-15-2022-1133) and the NRF (grant no.2015R1A2A1A01006795) funded by the MSIP of South Korea through the Research Institute of Advanced Materials.We sincerely appreciate the facility support of Jeonnam Techno Park and Korea Institute of Industrial Technology (Ulsan Regional Division).
杂志排行

Journal of Magnesium and Alloys的其它文章
- Magnesium and its alloys for better future
——The 10th anniversary of journal of magnesium and alloys - Magnesium alloys in tumor treatment: Current research status,challenges and future prospects
- Twin-solute,twin-dislocation and twin-twin interactions in magnesium
- Recent advances on grain refinement of magnesium rare-earth alloys during the whole casting processes: A review
- Magnesium research in Canada: Highlights of the last two decades
- Structure-function integrated magnesium alloys and their composites