Recent advances on grain refinement of magnesium rare-earth alloys during the whole casting processes: A review
2023-12-27GuohuWuXinTongCunlongWngRuiJingWenjingDing
Guohu Wu ,Xin Tong ,Cunlong Wng ,Rui Jing ,Wenjing Ding
aNational Engineering Research Center of Light Alloy Net Forming and State Key Laboratory of Metal Matrix Composites, Shanghai Jiao Tong University,Shanghai 200240, China
b School of Materials Science and Engineering, Jiangsu University, Zhenjiang, Jiangsu 212013, China
Abstract High-performance cast magnesium rare-earth (Mg-RE) alloys are one of the most important materials among all developed Mg alloy families,and have shown great potential in military and weapons,aerospace and aviation,orthopedic implants,etc.Controlling grain size and distribution of it is key to the promising mechanical performance of Mg-RE alloy casting components.During the casting of a real component,nearly every procedure in the fabrication process will influence the grain refinement effect.The procedure may include and may not be limited to the chemical inoculations,possibly applied physical fields,the interfere between grain refiner and purifications,and the casting techniques with different processing parameters.This paper reviews the recent advances and proposed future developments in these categories on grain refinement of cast Mg-RE alloys.The review will provide insights for the future design of grain refinement techniques,the choosing of processing parameters,and coping strategies for the failure of coarsening for cast Mg-RE components with high quality and good performance.
Keywords: Magnesium alloys;Cast;Mg-RE alloys;Grain refinement.
1.Introduction
Among all developed Mg alloy families,the magnesium rare-earth (Mg-RE) series alloys show great advantages in mechanical performance and potential applications in various engineering fields [1].Alloying with RE elements in Mg alloys has long been studied,which is initially focused on the addition of a trivial amount of Ce-or La-rich misch metal into Mg-Al alloys for regulating the morphology of eutectics[2,3].Other REs,e.g.Y,Nd,Sc,Sm,etc.have also been found to show similar effects in Mg alloys.The first commercialized Mg alloys that contain a higher content of REs are Mg-4Al-4RE (AE44) for high pressure die casting [4],and Mg-4Zn-1RE (ZE41) for sand casting [5],etc.However,REs are still used as minor alloying elements in these alloys,which did not fall into the scope of the Mg-RE alloy family as we discussed here.After that,the Mg-Y-RE alloys,typically the WE43 and WE54,are the first Mg-RE family members that show comparable room temperature strength to mediumstrength Al alloys and good creep resistance at∼250 °C and ignition-proof ability that allows the use of Mg in aircrafts[1,6–8].Based on this,researchers found that the addition of over 10 wt.% of Gd can bring effective age-hardening responses in Mg,which draws to the rapid development of Mg-Gd based heat resistant Mg-RE alloys in the last two decades[9].The Mg-Gd-Y[10],Mg-Gd-Nd[11],Mg-Gd-Zn[12],etc.are thus developed which show much higher strengths and creep resistance than other Mg alloys.When compared with conventional Mg alloys,typically the Mg-Al series,the highperformance Mg-RE alloys are unique in several categories,which may include and may not limit to higher strength and ductility [13],higher elastic modulus,higher creep resistance[14],higher ignition proof ability [15,16],and higher fatigue life [17],etc.This combination of relatively good mechanical properties has brought the Mg-RE series alloys into real applications,such as engine blocks and wheels in the auto industry,missile engines,and shells in the weapon and military industry,and more widely airplane seats and gearbox cases in the aerospace industry,etc.
The relatively good performance of Mg alloy components is always promised by fine microstructures both in mechanical properties and also in the manufacturing process [18].The advantages of grain refinement in the fabrication of cast Mg alloy components may include the following categories:
(1) High strength and ductility.The reason for high strength is mainly because of the relatively higher Hall-Petch coefficient of Mg and its alloys through the grain boundary strengthening effect than Al-based alloys [19].The grain size of as-cast Mg alloys is always in the scale of micron to millimeter,where grain refinement is the only route that may improve the strengths and ductility of alloys simultaneously.The relatively higher strain hardening behavior of Mg-RE alloy than conventional Mg-Al series alloy made it possible to express higher strength when the ductility of the alloy is enhanced enough to release the strength of the alloy [20].Higher ductility is also promised for the deformation ability of cast billet that may undergo a secondary manufacturing process,and provide the ability to absorb higher energy when subject to impact and collision.
(2) High density for high stiffness applications.The elastic modulus of Mg-RE alloys is always higher than that in Mg-Al alloys due to the alloying of RE elements.Grain refinement in Mg-RE can lead to coarse dendritic grains transitioning to equiaxed grains,which will reduce inter-dendritic shrinkage [21].Hence,the castings are densified,and the modulus of the alloy will be close to its theoretical values.
(3) Reduced tendency to hot tearing and enhanced fluidity in manufacturing complex casting components.Castability is crucial for the fabrication of castings with large sizes,thin walls,and complex structures.Finer grains are originated from huge amounts of heterogeneous nucleation during solidification [22].Hence,fine grains can generally lead to nearly equally distributed composition and temperature in alloy melts.These are better for the fluidity of alloy melt because nucleation and growth of primary Mg phases simultaneously happen during the flow of alloy melt in the mold cavity.
(4) Reduced macro-and micro-segregation in the casting of large-size components.Large-sized castings,for instance,complex sand cast components and semicontinuous cast round or rod billet for wrought processing require a relatively homogeneous distribution of chemical compositions and grain structures from the outer surface to the center area.Moreover,in the fabrication of large and complex structured casting components,the difference in density between RE elements and Mg made it easier to segregate due to the gravity differences [23].Hence,effective and homogeneous grain refinement is crucial in obtaining high-quality casting billets.
(5) Finer grain size will shorten the consumed time and lower the required temperature during heat treatments of as-cast components.Mg-RE alloys are precipitationstrengthened alloys,and heat treatments followed by the casting process are always required.Finer grains can effectively reduce the distance required for diffusion of the solute-rich phase from the grain boundary into the grain interior [24].
In summary of above mentioned several merits of grain refinement in Mg-RE alloys,we found that grain refinement is not limited to the conventional addition of chemical ingredients,but also needs to consider the overall processes of(i)the chemical inoculations and the matrix Mg-RE alloy compositions,(ii) the influence of physical fields in grain refinement,(iii) the interfere between grain refiner and melt purification,and also (iv) the casting techniques and their processing parameters.Therefore,the current paper reviews any impact that each process may have on grain refinement during the whole casting process of Mg-RE alloys,as shown in Fig.1.This review provides the researchers and engineers with a systematic understanding of recent advances in grain refinement of cast Mg-RE alloys.The work will also provide insights for the future design of grain refinement techniques,the choosing of material fabrication routes and their processing parameters,and provide strategies to respond to the coarsening mechanisms of cast Mg-RE components in demand of high quality and good performance.
2.Effect of solute and potent nucleants on grain refinement of cast Mg-RE alloys
2.1.Influence of RE solute
RE alloying usually contributes to a good grain refinement effect in cast Mg alloys [12,25–28].With the increasing addition of Gd [25],Y [26] Nd [27],La [12],Ce [28],etc.,the grain size of cast Mg-RE alloy is gradually decreased.During the solidification of the Mg-RE alloy,a constitutional supercooling effect can be produced at the front of the liquid/solid interface due to RE solute segregation [29].The nucleation of new grains could be promoted to inhibit the continued growth of the previously nucleated grains when the required nucleation undercooling of the most potent particle can be satisfied by the undercooling degree provided by RE solute[30].The above grain refinement mechanism can also be confirmed based on the observation of RE-containing intermetallic phases distributed at the grain boundaries.
Generally,the growth restriction factor (GRF,Q) can be used to reflect the constitutional supercooling effect of different RE elements,as shown below:
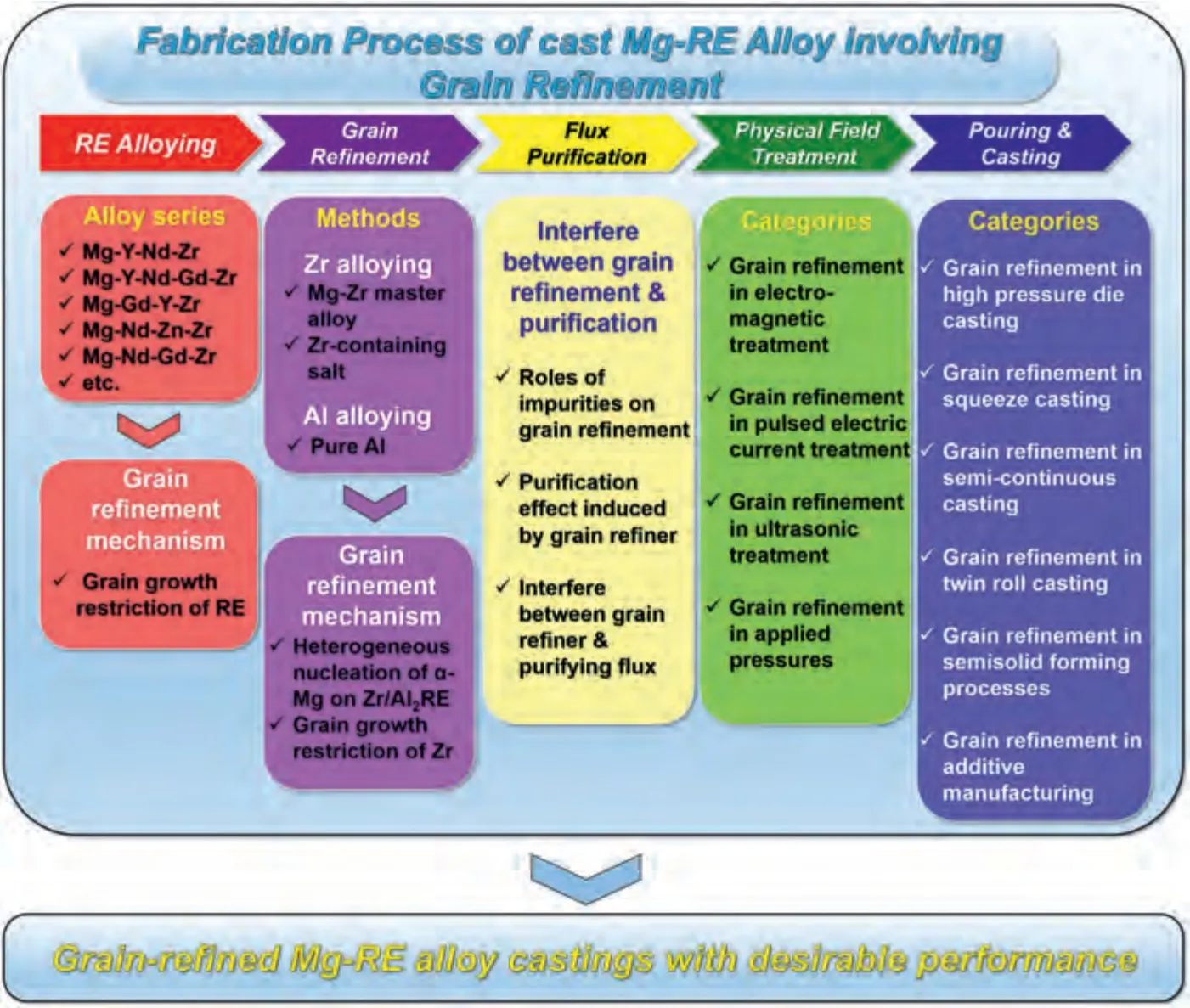
Fig.1.The impact that each process may have on grain refinement during the whole casting process of Mg-RE alloys.
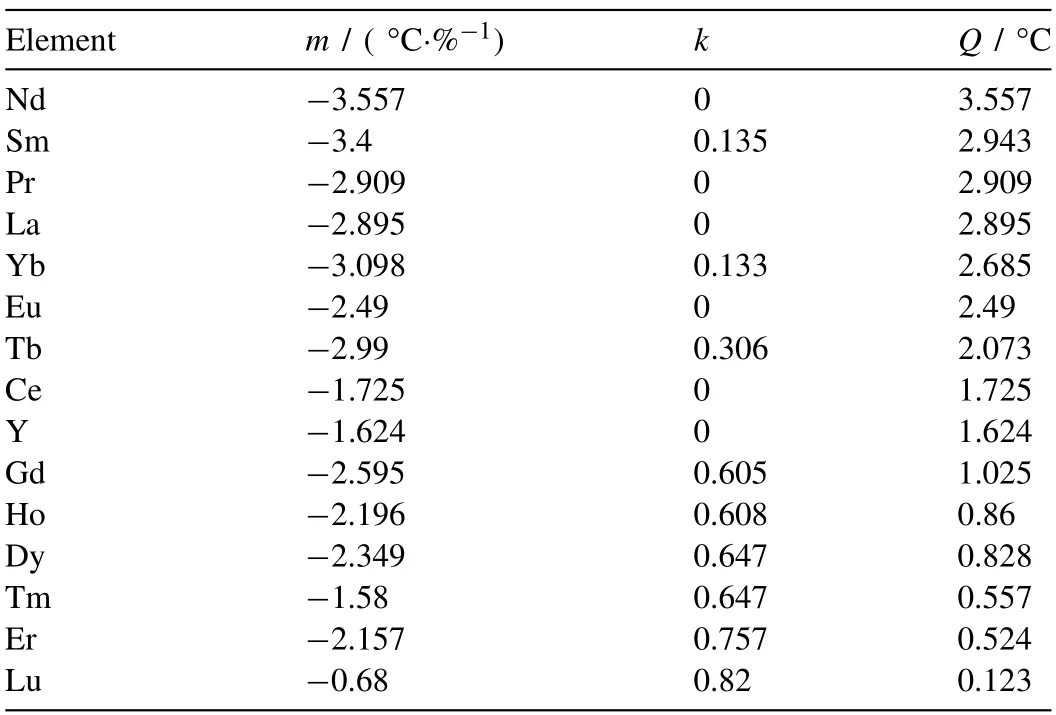
Table 1 Growth restriction factor (Q),the slope of the liquidus (m),and the solute partition coefficient (k) of RE elements in Mg alloys at C=1 wt.% for binary systems [31].
wheremis the slope of the liquidus,kis the solute partition coefficient,andcis the solute content.The higher theQvalue,the better the grain refinement effect.TheQvalue of the RE element in Mg-RE alloys is shown in Table 1 [31],in which it seems that Nd has a relatively stronger effect on inhibiting the grain growth ofα-Mg alloy among the listed RE elements.
Sun [32] prepared Mg-RE alloys with different Gd and Y additions and calculated the correspondingQvalue of each group of alloy.The relationship betweenQand grain size(d) was depicted and fitted using an exponential function in Fig.2 as shown below:
It is found that theQincreases andddecreases with the increasing RE content.However,with the increasingQvalue,the effect of RE addition on grain refinement is alleviated gradually.
Based on the interdependence Model,both constitutional supercooling and heterogeneous nucleating particles are required to achieve effective grain refinement [33].Although the supercooling of RE elements can restrict grain growth,the grain refinement effect needs to be further improved.
2.2.Mg-Zr master alloy
Zr alloying is one of the most effective methods for grain refinement of Mg-RE alloys,which is mainly performed using commercial Mg-Zr master alloy [34–36].Based on the Mg-Zr binary alloy phase diagram [37],the solid solubility limit of Zr in liquid Mg is only about 0.44 wt.%.Therefore,Zr mainly exists in the forms of undissolved particles as well as dissolved Zr solutes in Mg alloys.
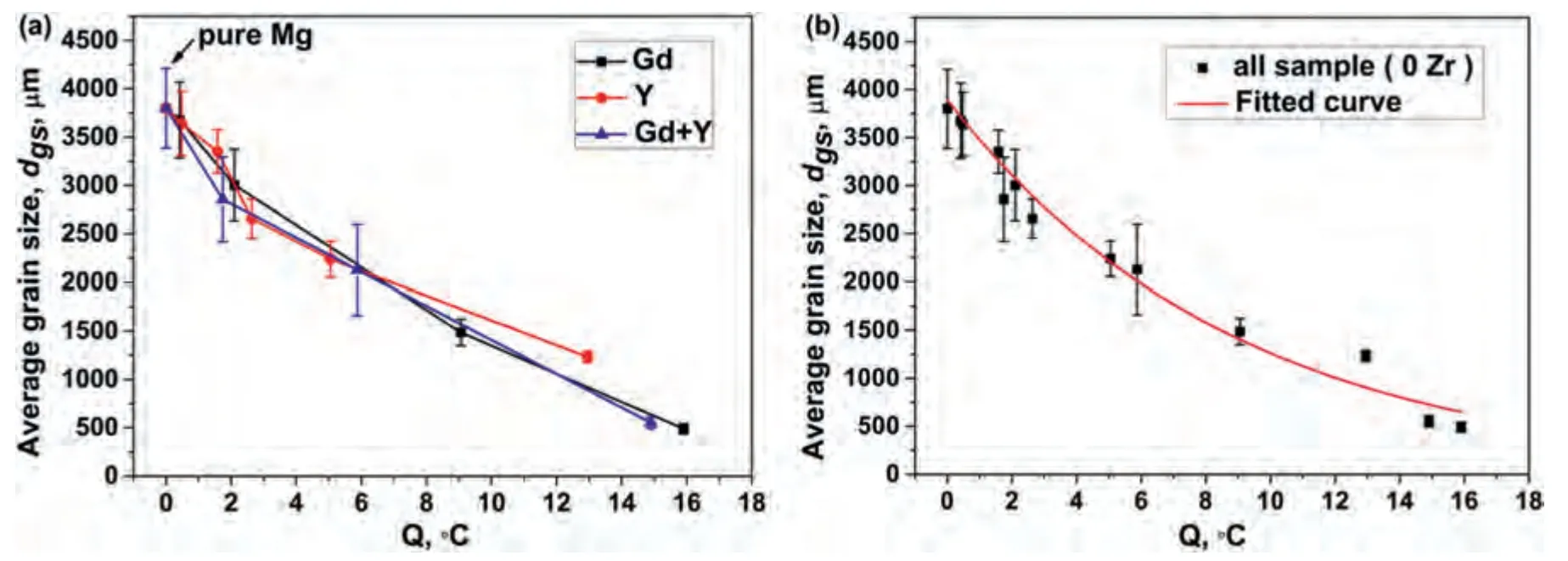
Fig.2.Dependence of grain size of Mg-RE alloys on the Q of the RE elements: (a) experimental result;(b) fitted curve [32].
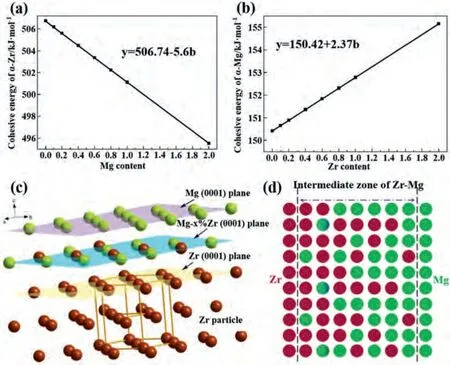
Fig.3.Cohesive energy of Zr with different Mg contents;(b) Cohesive energy of Mg with different Zr contents;(c) Schematic diagram of the atomic mechanism of heterogeneous nucleation in an Mg-Zr alloy;(d) Schematic diagram of the formation of the Zr-Mg transitional layer on the surface of Zr particles during the solidification process [22].
Both Zr particles and Zr solute contribute to grain refinement of cast Mg alloys with quite different mechanisms [22].A strong constitutional supercooling induced by Zr solute can limit the growth of theα-Mg dendrites and realize grain refinement.TheQvalue of the Zr solute is calculated to be 38.3◦C (with the Zr content of 1wt.%) [22],which is much higher than that of the RE elements.Undissolved Zr particles contribute to grain refinement through heterogeneous nucleation and peritectic reactions.
Recently,Zhang [38] calculated the bond energy and cohesive energy of the solid solution of Mg and Zr using the empirical electron theory of solids and molecules,as shown in Fig.3.It was found that Zr particle would preferentially precipitate in Mg melt because of its higher bond energy and cohesive energy,and then Mg solid solution containing Zr will form on the surface of existed Zr particles,resulting in a two-dimensional Zr-Mg atomic layer.The Zr-Mg atomic layer greatly activates the heterogeneous nucleation of Zr particle because of its close lattice constant compared toα-Mg,resulting in the grain refinement effect.
Zr particle and Zr solute also exhibit different grain refinement efficiency in Mg-RE alloys.In general,the grain refinement effect of solute Zr is stronger than that of Zr particle[39].However,there is usually a large number of aggregates of Zr particles in commercial Mg-Zr master alloys,which accelerates the settling of Zr in liquid Mg and leads to the fading of refinement [32].Qian et al.[40] deduced the settling distanceSof Zr particles in Mg melt with the holding timet:
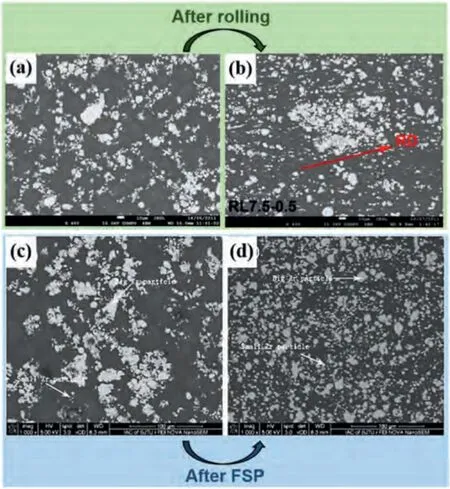
Fig.4.Zr distribution in Mg-Zr master alloy before and after rolling (a,b)and FSP (c,d) [32,43].
wheredpandρZrare the diameter and density of Zr particles/aggregates,andρMgandηare the density and viscosity of Mg melt,respectively.It can be found that the larger the Zr particle size,the faster the settling of Zr particles.For grain refinement using Mg-Zr master alloy,the yield of Zr is usually below 30%.To compensate for the sludge formation of Zr,an excess amount of Mg-Zr refiner is required to attain the desired level of Zr.In practical engineering applications,a higher Zr temperature (780–800◦C) and repeated stirring are necessary to promote the full dissolution of Zr [41].Although the improvement in the solid solubility of Zr in Mg liquid is very limited by increasing the alloying temperature,the dissolution and diffusion rate of Zr can be accelerated.
Pretreatment using severe plastic deformation (SPD),including extrusion [32],rolling [32,42],friction stir processing (FSP) [43],and equal channel angular extrusion (ECAE)[44],can decrease the particle size of Zr and promote the microstructural homogeneity of Mg-Zr master alloy,facilitating to a higher grain refinement efficiency.As illustrated in Fig.4,the Zr aggregates in the Mg-Zr master alloy are broken apart after SPD,and an increased number density of Zr particles with a more uniform distribution was obtained in the pretreated alloy [32,43].As a result,the dissolution rate of Zr would be accelerated during grain refinement due to a much higher specific surface area,and the settling of Zr within the melt would also be inhibited.The experimental results show that the grain refinement efficacy of Mg-Zr master alloys is increased by 30% [32],21% [43],and 16% [44] after rolling,FSP,and ECAE,respectively.
Compared with the SPD method,tungsten inert gas arc remelting with ultra-high frequency pulses (UHFP-TIGR) can not only refine the Zr particle size to nano-scale but also increase the Zr solute content in Mg-Zr master alloy[45].The nano-sized Zr particles (10–200 nm) with an extremely high number density can not only greatly promote the dissolution of Zr particles,but also significantly increase the number of effective nucleation sites in the melt,as shown in Fig.5.According to the grain refinement experiment of Mg-Gd-Y alloy,it was found that the grain refinement efficacy of Mg-Zr refiner is increased by 50%-60% and the fading behavior is inhibited.Table 2 summarizes the modification effects of different pretreatment processes of the Mg-Zr refiner.
The application of Mg-Zr master alloy as a grain refiner has the advantages of easy operation,good grain refinement effect,no reaction with RE elements,and environmental friendliness.However,high Zr loss and fading of grain refinement induced by settling of Zr needs to be solved,and the high temperature required for Zr alloying usually results in melt oxidation [46].Pretreatment can improve the grain refinement efficacy of Mg-Zr master alloy,but how to improve the pretreatment efficiency to make it suitable for industrial application is a key question.It may be a more appropriate way to regulate the size and distribution of Zr particles from the source of the preparation process of the Mg-Zr master alloy.
2.3.Zr-containing salts
Zr-containing salt is another category of Zr-containing grain refiners,including K2ZrF6[47],K2ZrCl6[48],ZrB2[49],ZrCl4[50],etc.Compared with Mg-Zr master alloy,Zr-containing salts with low melting points have the advantage of lower addition temperature required for Zr alloying,which is beneficial to the melt quality.Moreover,Zr particles generatedin-situare smaller in size with a more uniform distribution.Therefore,both the grain refinement efficacy and related fading behavior of Zr-containing salt are promoted as compared to Mg-Zr master alloy [47].
However,there is no grain refinement effect when K2ZrF6is directly added to Mg melt because the melting point of K2ZrF6(∼840◦C)is much higher than the conventional melting temperature of cast Mg alloys.Low-melting point Zrcontaining salt with eutectic composition can be prepared by mixing some chloride or fluoride with K2ZrF6,which has been proven to be one of the effective methods to reduce the melting point of K2ZrF6.The study of Sun [47] and Zhang[48] confirmed that the Zr-containing mixed salts such as K2ZrF6-NaCl-KCl and K2ZrF6-LiCl-CaF2have a good grain refinement effect on Mg-RE alloys.However,MgF2inclusion,as a by-product of the reaction between K2ZrF6-based salt and Mg melt,is difficult to effectively separate from the melt,deteriorating the melt purity of the Mg alloy.
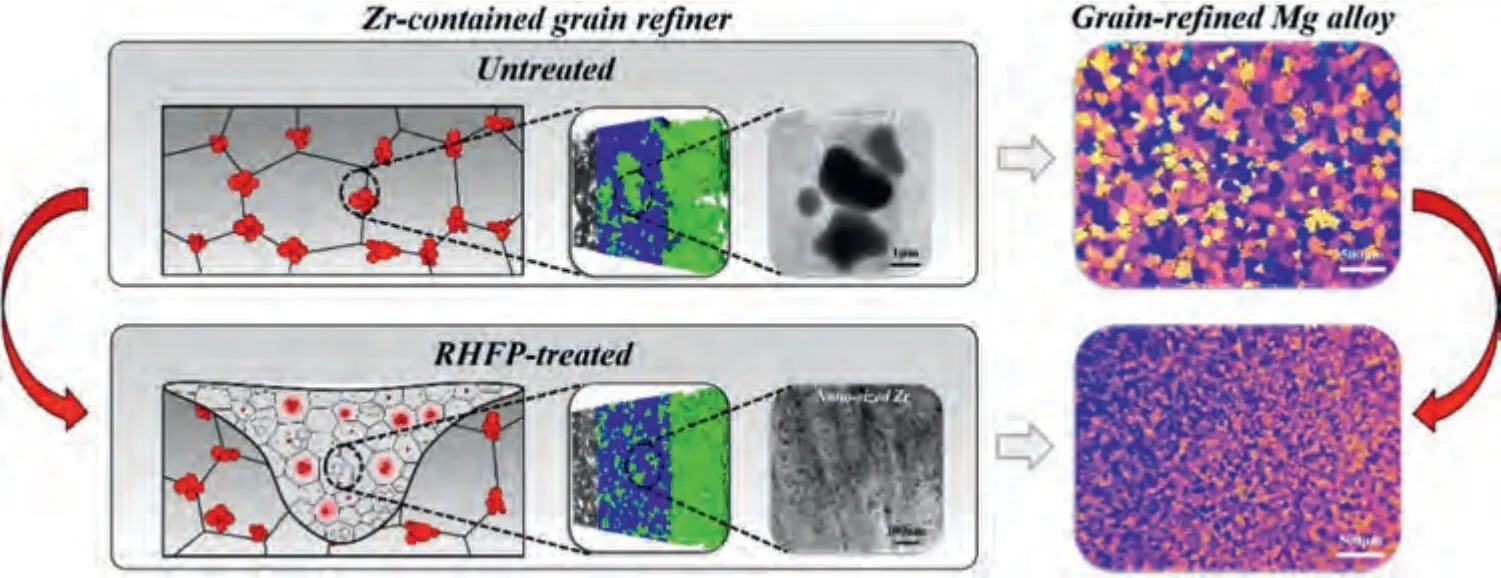
Fig.5.Zr distribution in Mg-Zr master alloy before and after UHFP-TIGR and the corresponding grain refinement efficacy [45].
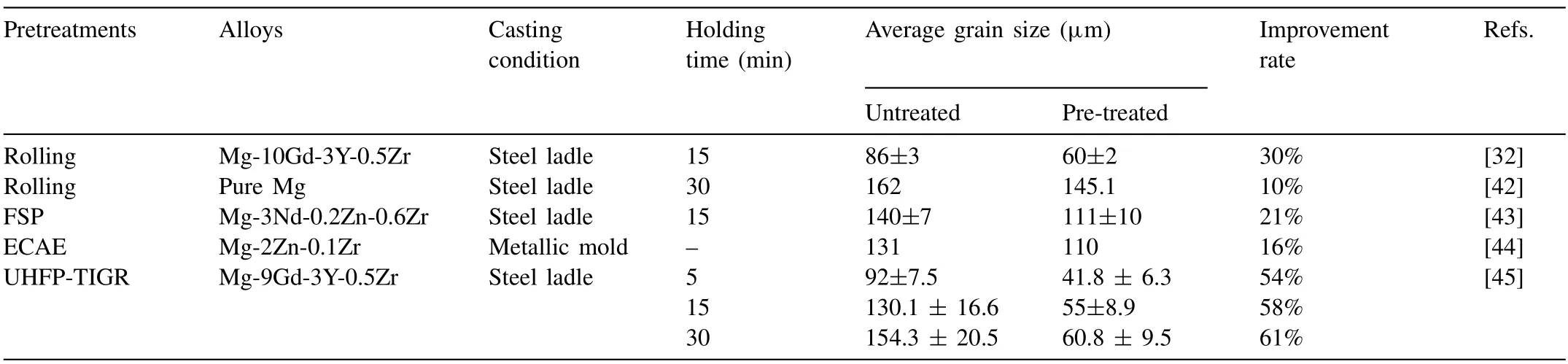
Table 2 Comparison of grain refinement efficiency of Mg-Zr refiners treated by various methods.
ZrB2and ZrCl4have a lower melting point compared to K2ZrF6and thus can be directly used for Zr alloying for grain refinement purposes.More importantly,Zr alloying with ZrCl4exhibits negligible effect on the melt purity,because the by-product MgCl2generated by the reaction between ZrCl4and Mg melt is one of the main components of purifying flux [51,52].The results [50] show that there are no obvious inclusions in Mg-Gd-Y-Zr alloy with an optimized addition amount of ZrCl4.Zr nucleus with a particle size of∼2 μm with a completely coherent interface betweenα-Mg matrix can be observed in the fabricated alloy,as shown in Fig.6.The orientation relationship between the Zr particle andα-Mg matrix is [20]Mg//[20]Zr,(01)Mg//(01)Zr,indicating that Zr particles formedin-situcan serve as heterogeneous nucleation sites and improve the nucleation rate during solidification.However,it is worth mentioning that RE alloying(e.g.Gd and Y) should be performed after Zr addition using ZrCl4because the reaction between Zr salt and RE elements could cause RE loss [47,50].
The particle size of the feedstock of Zr salt has an important effect on the size,distribution,and thus grain refinement efficacy of the Zr particles [53].As shown in Fig.7,a better grain refinement effect in cast Mg-Gd-Y alloy can be obtained by using the ZrCl4in 200 mesh as compared to the counterpart in 20 mesh.Smaller Zr particles with uniform distribution generated in the melt can be realized by the application of the Zr salt powder with smaller particle sizes (Fig.7c–e).
Zr-containing salt has the advantages of low cost,low adding temperature,small size,and uniform distribution of generated Zr particles.However,the residual Zr salts and by-products will not only reduce the purity of the melt but also affect the dissolution of Zr particles.In addition,harmful gasses generated during the addition process of Zr salt will cause environmental pollution.In the future,it is necessary to further develop the corresponding melt treatment technology to remove the salt inclusions and improve the grain refinement efficiency of Zr salt.
2.4.In-situ Al2RE particles
Three possible orientation relationships between Al2Y particles andα-Mg were calculated by Qiu et al.[54] in 2009 using the edge-to-edge matching model.The results shown in Fig.8a indicate that Al2Y could be an effective heterogeneous nucleation site forα-Mg.The interatomic spacing mismatchfrbetween other Al2RE particles andα-Mg has also been calculated [55],and the relationship betweenfrand interface energy is depicted in Fig.8b.It can be found thatfrbetween some other Al2RE particles (e.g.Al2Gd,Al2Sm,Al2Dy,Al2Nd,Al2Ce) andα-Mg are also less than 2%,except for Al2La and Al2Sc.A smaller lattice mismatch between Al2RE particles and theα-Mg matrix usually leads to lower interfacial energy,which is beneficial to promote their wettability and the potency of heterogeneous nucleant Al2RE particles.
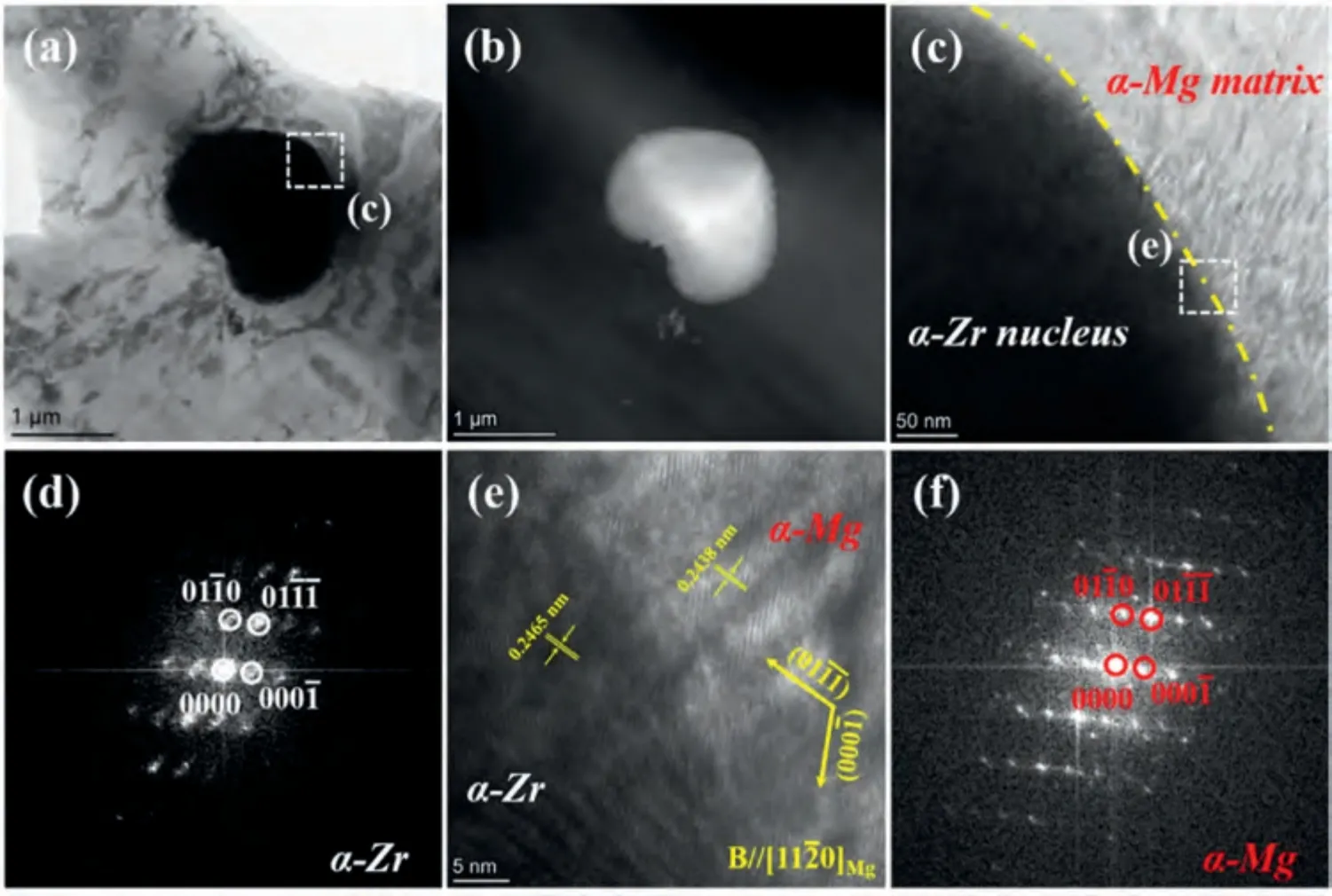
Fig.6.Orientation relationship between α-Mg and in-situ generated Zr nucleus: (a)–(c) TEM images;(d)–(f) FFT spectrum of α-Zr and α-Mg,respectively[50].
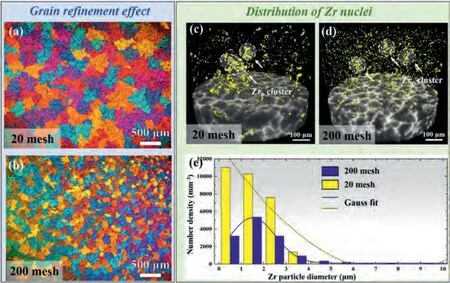
Fig.7.Grain refinement efficacy of the ZrCl4 with different particle sizes in cast Mg-Gd-Y alloy: (a),(b) grain refinement effect,(c)–(e) distribution of Zr particles in the fabricated alloy,(e) size distribution of the Zr particle [53].
Studies have shown that Al alloying in Mg-RE alloys can lead to the formation of Al2Y [54],Al2Gd [56],Al2Sm [57],and Al2Ce [58] particles,producing desired grain refinement effect on Mg-RE alloys.As shown in Fig.9 [54],the grain size of the Mg-10Y alloy is reduced from 180 μm to 36 μm after 1 wt.% Al addition,which achieves a grain refinement effect comparable to that of Zr addition.Moreover,the microstructure stability of Mg-Y-Al alloy is much stronger than that of Mg-Y-Zr alloy due to the pinning effect of the Al-Y phase with high thermal stability on grain boundaries.By using the focused ion beam (FIB) technology,slices of three different facets can be extracted from the Al2Y/Mg interface,and it can be determined that (11) Al2Y is the main nucleating plane ofα-Mg with the orientation relationship of(0002)MG//(11)al2Y,[110]Mg//(11)al2Y[55],as shown in Fig.10.
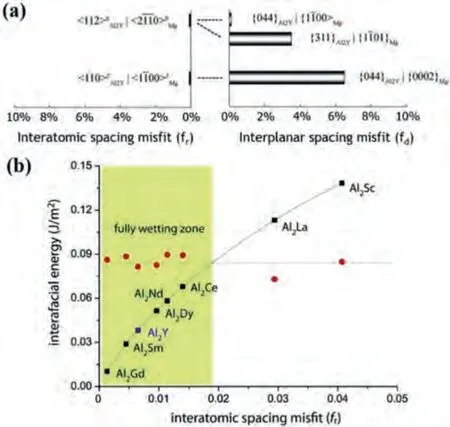
Fig.8.Possible orientation relationships between Al2Y particles and α-Mg matrix calculated by edge-to-edge matching model (a) and the relation between atom spacing mismatches and interface energy of Al2RE particles and α-Mg (b) [55].
Although a higher tensile strength can be obtained after Al addition due to a higher volume fraction of the grain boundary within the alloy [57,59–61],an excess amount of Al addition may be unfavorable to the yield strength,which has been reported in Mg-Y-Sm alloy [60].In addition,Al grain-refined alloys usually exhibit lower yield strength with a weaker agehardening response compared to Zr grain-refined alloys.With the increase of the Al content,the grain size of cast Mg-4SmxAl and Mg-10Gd-3Y-xAl alloy exhibits the minimum of 30 μm (Al content is 0.8 wt.%) and 25 μm (Al content is 3.0 wt.%),respectively,and further addition of Al shows little influence on the grain size.However,Wang [57] found that the yield strength of the Mg-4Sm-3Al alloy was 21% lower than that of the Mg-4Sm-0.5Zr alloy,despite the former exhibiting a finer grain size.Similarly,Dai [61] found that the yield strength of Mg-10Gd-3Y-0.8Al alloy is always lower than that of Mg-10Gd-3Y-0.4Zr alloy in the same metallurgical conditions.The influence of Al addition on the yield strength of cast Mg-RE alloy mainly derives from the following two aspects [59,60].First,although the formed Al2RE particles would also contribute to the yield strength,they decrease the amount of RE dissolved in the matrix,leading to a lower solid solution strengthening in the matrix.Second,the composite reinforcement and the grain boundary covering reinforcement provided by the hard eutectic Mg–RE phase dispersed along the grain boundary will be diminished since the formation of Al2RE causes RE consumption.
The particle size and distribution of Al2RE are primarily determined by both the concentration ratios of Al to Y and the cooling rate,which play important roles in the grain refinement efficiency [62,63].Generally,a small particle size of Al2RE with a uniform distribution always contributes to a good grain refinement effect.Based on thermal analysis,Al2Y was formed at∼690◦C in Mg-Y-Al alloy melt [62].However,with the increase of the concentration ratio of Al to RE,coarsened Al2Y leads to its weakened heterogeneous nucleation efficiency.The cooling rate also has a significant effect on grain refinement of Mg-RE-Al alloy not only because of the varied thermal undercooling but also the resulting different distribution of Al2RE.When the cooling rate is increased from 1.4◦C/s to 16.5◦C/s,the particle size of Al2(GdxY1-x)in Mg-10Gd-2Y-1Al alloy significantly decreases with an increased number density,resulting in a better grain refinement effect [63].
The above results show that the grain refinement effect in cast Mg-RE-Al alloys is limited by the alloy composition and actual casting conditions.For instance,under sand casting conditions with an extremely low cooling rate,it is a big challenge to realize a uniform distribution of Al2RE with a small particle size.In addition,the influence of grain refinement by Al addition on the service performance of the alloy,especially the yield strength,is also one of the important factors that need to be considered comprehensively.
3.Physical field treatments
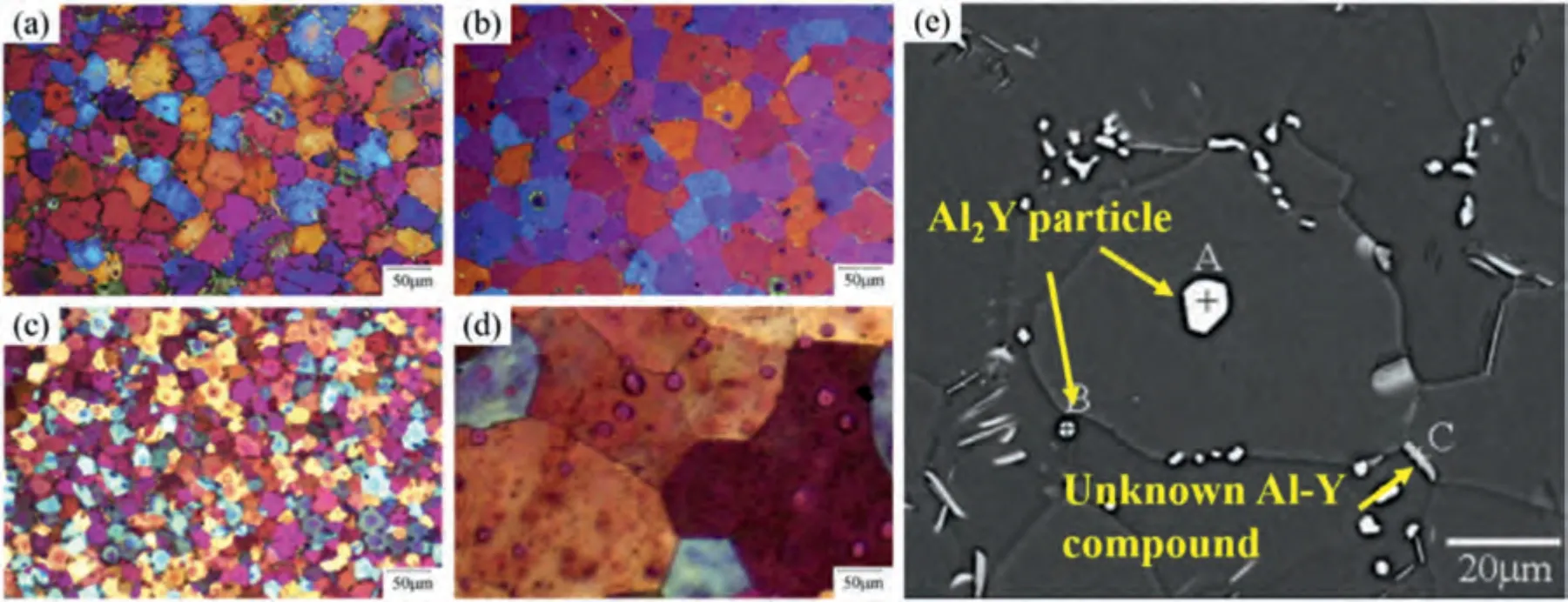
Fig.9.Microstructures of Mg–10Y alloy grain–refined by Al (a,b) and Zr (c,d) (a,c) as-cast state (b,d) solution treated at 550 ◦C for 48 h (e) the Al–Y phase observed in the cast Mg–10Y-Al alloy [54].
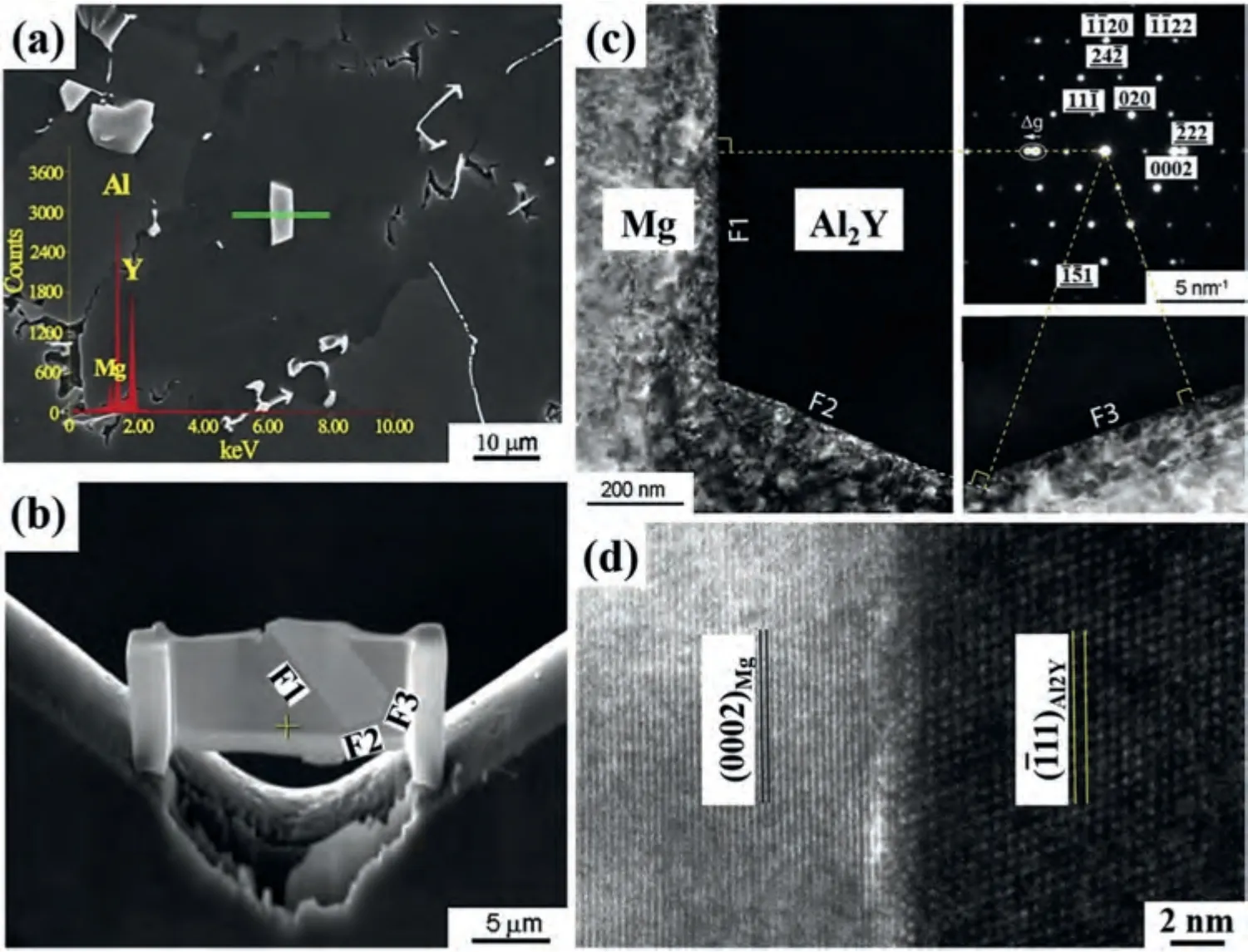
Fig.10.Microstructure of the Al2Y particle and its orientation relationship with α-Mg matrix: (a) SEM image (b) cross-section of the Al2Y (c) TEM image showing the Al2Y/Mg interface with the selected area electron diffraction (d) HREM image of Al2Y/Mg interface close to F1 facet [55].
Physical refinement can be achieved mainly through thermal control and kinetic methods.Thermal control mainly uses methods such as rapid cooling to increase the thermal supercooling of the melt during solidification to meet the critical nucleation threshold and achieve grain refinement.The kinetic refinement method mainly applies external energy to promote the formation of crystal nuclei in advance and break the existing dendrites,increasing the nucleation rate.Especially when physical refinement is combined with Zr or Al alloying in Mg-RE alloy,Zr or Al2RE particles can be effectively dispersed and a better grain refinement effect is achieved.This part mainly describes the grain refinement methods of applying external physical fields.
3.1.Electro-magnetic treatments
While the electro-magnetic treatment is applied to metal melt,the simultaneous imposition of a static magnetic field and an alternating electric field can vibrate the melt directly,and the shock wave resulting from cavitation phenomenon can induce the collapse of dendrite arms,resulting in grain refinement.Miwa named this cavitation phenomenon caused by electromagnetic vibration the “micro explosion” phenomenon[64,65].Electro-magnetic treatments have been applied to the grain refinement of AZ31,AZ91 [64],and AZ80 [66] alloys,not only refining the grain size but also making alloying elements distribute more uniformly.Among those studies,the frequency of vibration was found to be the critical factor dominating the grain refinement efficiency.
Although chemical refinement by adding Zr is the primary method for Mg-RE alloys,it has little effect on the element macro-segregation.The application of electro-magnetic treatment was fond of making effect on the elimination of macrosegregation.After employing a rotating magnetic field in the casting process of Mg-15Gd-1Zn alloy [67],significant dendritic fragmentation and resultant grain refinement were observed,and the distribution of secondary eutectic phase-(Mg,Zn)3Gd was more uniform than commercial gravity casting,and the Lorenz force induced formations of kinks of LPSO structures.Wang et al.[68] employed low-frequency electromagnetic stirring (LFEMS) in the slurry preparation of Mg–2.5Gd–1Zn (at.%) alloy and optimized the processing parameters for grain refinement.The LFEMS treatment leads to the morphology of primary Mg particles evolving from dendritic to non-dendritic.The increase of applied voltage leads to refined primary Mg particles,while the increase in rotational frequency makes theα-Mg particles initially refined and then coarsened.Under the optimized parameters: applied voltage 300–350 V,rotational frequency 15–20 Hz,and cooling rate below 1.4 K/min,the average particle size is refined from∼680 to∼150 μm.
Electro-magnetic field as a non-contacting field can bring refinement to both grain and secondary phase and inhibit the micro-segregation.However,the efficiency of this method is limited due to the skin effect of electromagnetic,which leads to a non-refine area in the center of the cylinder casting with a large size.
3.2.Pulsed electric current
Applying a pulse electric field during the solidification process of Mg-RE alloy can generate Lorentz force to convect the liquid metal,and obtain a uniform temperature field and concentration field,to achieve the purpose of reducing segregation and refining grains.This method has been successfully applied to the production of magnesium alloys such as WE54[69,70].
In addition,the combination of Zr addition and pulse current can further refine the grains of sand-cast Mg-10Gd-3Y alloy.Through the calculation and analysis of thermodynamics and kinetics,the refining mechanisms of combined treatment on Mg-10Gd-3Y alloy are listed here [71]: (1) Composite treatment can further increase the initial nucleation temperature Tα,Nand the nucleation supercooling degreeΔTα,Nofα-Mg in cast Mg-Gd-Y alloy based on Zr refinement,The nucleation driving force is improved and the grains are refined.(2) Combined treatment can increase theΔGVof liquid-solid transition process of sand-cast Mg-Gd-Y alloy,the collision frequency of liquid atomic clusters,the number ofα-Mg critical atomic clusters(conducive to improving number of crystal embryos),and reduce the electrostatic repulsion potential energy of liquid atomic clusters (easier to form largerα-Mg atomic clusters),the critical crystal nucleus size r0ofα-Mg,and so increase the nucleation rate ofα-Mg.(3) The Lorentz force generated by the pulse current on the Mg atoms is opposite to the direction of that on the Gd,Y,and Zr solute atoms,leading to the increasing viscosity between the solute atoms,decreasing diffusion coefficient,and the shortening of migration distance of between solute atoms,thereby alleviating the solute segregation phenomenon in the alloy solidification structure.The effects of the above factors make the grain refinement efficiency of the sand-cast Mg-10Gd-3Y alloy after combined treatment increase to 26.1%.
3.3.Ultrasonic treatments
Ultrasonic treatment (UT) is a powerful technological tool,in which the refinement of grain and primary intermetallic phases occurs via cavitation-induced fragmentation mechanisms.In addition,UT can improve the efficiency (activation of particles) of the conventional grain refinement process when potent particles are added through master alloys[72,73].For UT,the commonly cited mechanisms include the enhancement of nucleation and fragmentation of dendrites due to cavitation and acoustic streaming [74].
For Mg-RE alloys,the present studies indicated that the ultrasonic treatment has effects in several aspects: (i) Reducing gravity segregation and dendrite segregation in Mg-Gd alloys [75];(ⅱ) Refining the grains of Mg-5Sm-Al cast alloy,as shown in Fig.11 [76];(ⅲ) Enhancing the refinement efficiency of Al on magnesium alloys with RE elements [76,77].It is known that the efficiency of refining Mg-RE alloy by adding Al was dependent on the size of Al2RE particles.In the process of applying ultrasound,the grain refinement efficiency of Al2RE particles in the Mg-RE alloy melt is enhanced from two aspects: (1) the significantly reduced size of Al2RE particles due to the cavitation effect and acoustic flow effect generated by the ultrasonic field;(2)the improving thermal supercooling of the alloy melt caused by the increase of theoretical crystallization temperature of the alloy melt due to the partial pressure formed by ultrasound in the melt [75].In addition,ultrasonic vibration is also an effective method to prepare the semi-solid slurry of Mg-RE alloy.Owing to the cavitation effect and acoustic flow effect derived from the ultrasonic treatment,the fine and spherical primaryα-Mg grains with an average grain size of only 55 μm are obtained [78].
As mentioned above,the addition of Zr can significantly refine the grain size of Mg-RE alloys and the appropriate size of Zr particles is vitally important to the grain refinement efficiency.However,it is still challenging to completely disperse or break Zr particles by traditional stirring methods.Some researchers found that the combination of Zr refinement and ultrasonic treatment can greatly improve the refinement efficiency of cast Mg alloys,as shown in Fig.12 [79].The ultrasonic treatment with high energy has unique advantages:(1) Applying ultrasonic waves above the liquidus temperature can significantly reduce the temperature gradient in the melt and promote the nucleation of grains in the supercooled melt;(2) the cavitation and convection generated by the acoustic flow enhance the dissolving,dispersing and breaking of Zr particles,not only accelerating the content of solute Zr with the maximum equilibrium solubility in the melt but also making the particle Zr well dispersed in the melt,which greatly enhances the refinement efficiency of Zr on the Mg-RE alloy.
The application of UT can not only bring refinement to grain size directly but also assist in enhancing the dissolving,dispersing,and breaking of potent particles (like Zr particles),which is a powerful tool to improve grain refinement efficiency.
3.4.Solidification under applied pressures
During solidification under applied pressure,the temperature and pressure are coupled parameters that should be taken into consideration.It is the practical melt temperature (Tp)at the time of a pressure application that decides the relationship between grain size and applied pressure.When Tpis above the melting point (Tm) under applied pressure,the applied pressure leads to grain coarsening;while it is below Tm,the applied pressure leads to grain refinement.The study on nucleation in squeeze cast shows that if Tpis above Tm,the increment of applied pressure enhances the critical nucleation-free energy and reduces the nucleation rate.On the contrary,if Tpis below Tm,the increment of applied pressure can decrease the critical nucleation-free energy and enhance the nucleation rate.The study on the growth of a formed nucleus shows that the increment of applied pressure can increase the speed of atoms attaching to the solid-liquid interface,and decrease the unstable wavelength of a growing global grain,resulting in the increment of solidification rate.For the condition with Zr existing,the nucleation of Mg-Nd alloy is still dominated by heterogeneous nucleation.When the process parameters of the squeeze cast are the same,the grain size decreases with the increment of Zr content;however,applied pressure has no obvious effect on the grain size when the Zr content is 0.46 wt.%.Wang et al.[80] found that the increasing applied pressure led to the grain refinement as well as the increasing fraction of the second phase,as shown in Fig.13.When the applied pressure is increased from 0.1 MPa to 160 MPa,the average grain size is decreased from∼87 μm to 45 μm,and the average volume fraction of the second phase is increased from 3.94% to 7.69%.Note that the physical fields and applied pressure might be utilized together during the casting of Mg-RE alloys based on the casting techniques and the real demands.
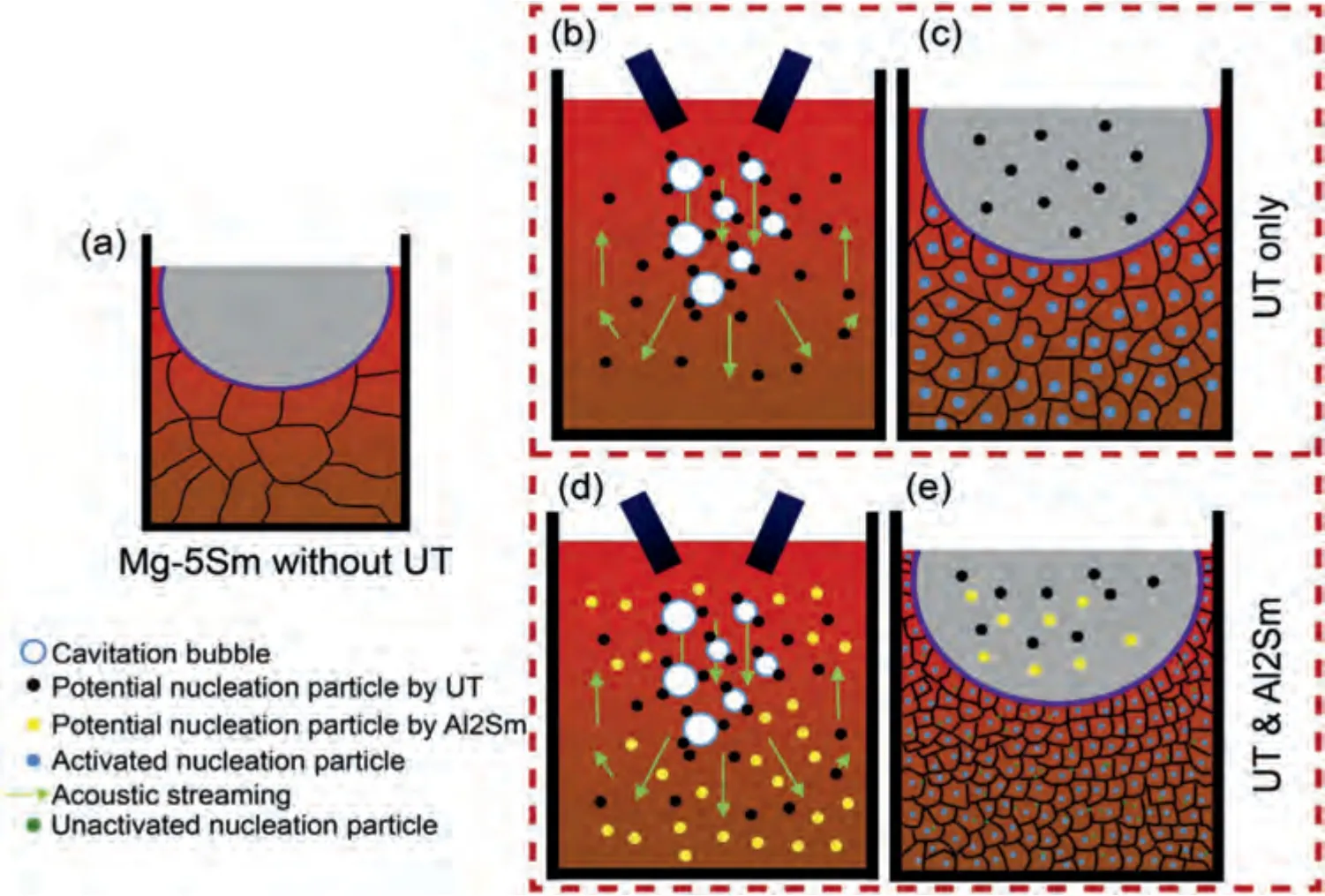
Fig.11.A schematic diagram of grain refinement mechanism of Mg–Al–Sm alloys: (a) Mg–5Sm binary alloy without UT and grain refiner;(b) the UT on Mg–5Sm binary melt;(c) the solidification process of Mg–5Sm with UT;(d) the UT for alloys contained Al2Sm particles;(e) solidification process of alloys with UT and Al2Sm particles [76].

Fig.12.A schematic of the grain formation mechanisms in the Mg-1.0 wt.% Zr alloy [79].
4.Interfere between grain refinement and melt purification
4.1.Roles of impurities on grain refinement
Although MgO is a kind of common inclusion in Mg alloys,previous studies have shown that MgO has an positive effect on the nucleation ofα-Mg.Especially in Zrcontaining magnesium alloys,the interaction between MgO and Zr directly determines the grain refinement efficiency[81,82].As shown in Fig.14,a large number of nano-sized(50–300 nm) MgO particles were formed during the intensive melt shearing of Mg melt,which is derived from the broken oxide film [83,84].HRTEM studies have shown that there is a crystallography orientation relationship between MgO nanoparticles and Mg matrix:<110>Mg//<01>MgO,{0002}Mg//{111}MgO(deviation 2°),indicating that MgO can also be used as an effective heterogeneous nucleation site forα-Mg.
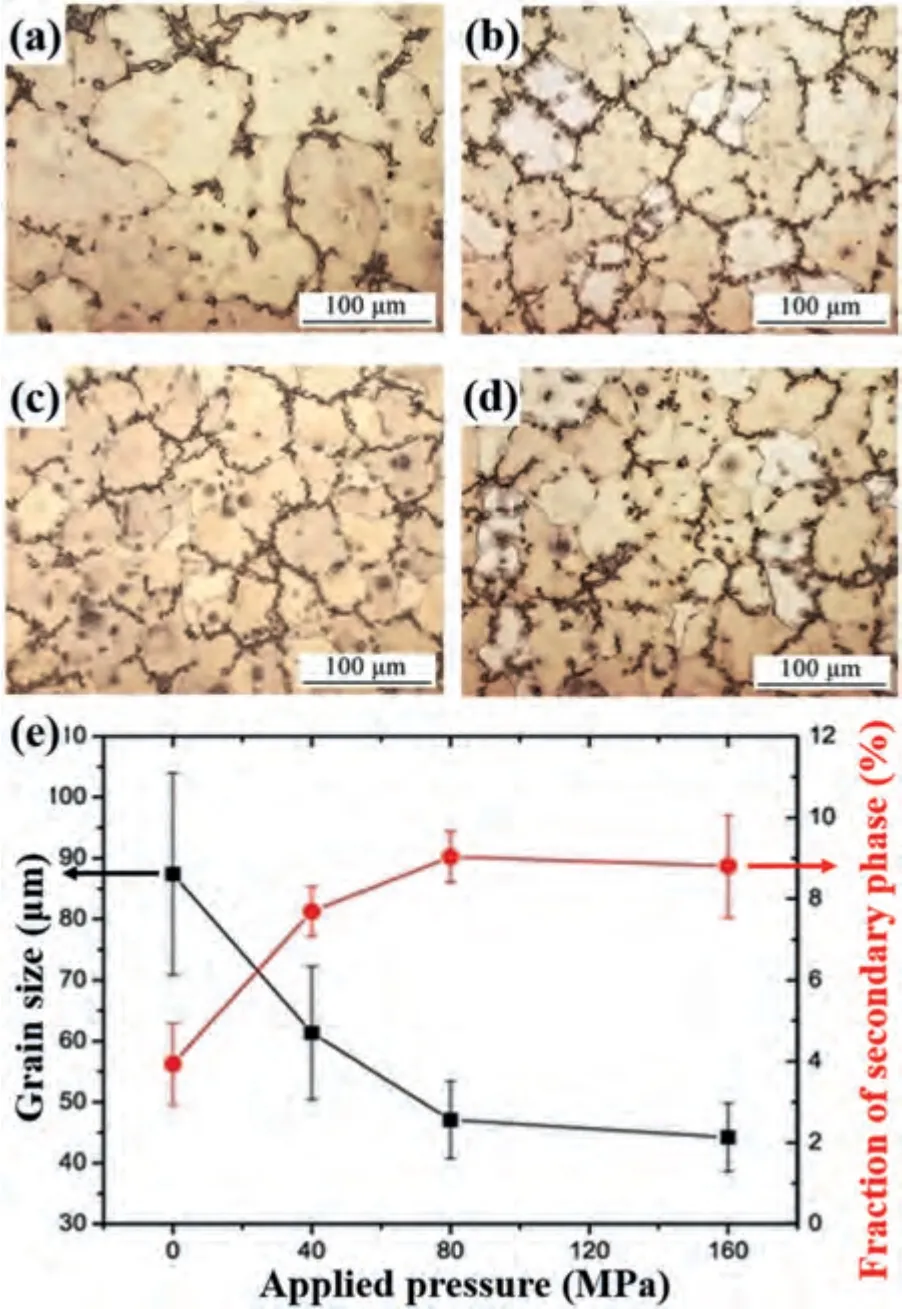
Fig.13.Optical micrographs of the squeeze cast GW103K alloy under different applied pressures: (a) 0.1 MPa,(b) 40 MPa,(c) 80 MPa,(d) 160 MPa,and (e) the variation of average grain size and volume fraction of the second phase against applied pressure during squeeze casting [80].
In addition,the intensive melt shearing of Mg alloys with low Zr contents can further improve the grain refinement effect of Zr addition [82].At this time,there is a competitive nucleation relationship between MgO and Zr particles.When Zr content is less than 0.1 wt.%,the diffusion rate of Zr atoms can be greatly increased by the intensive melt shearing.As a result,Zr solute atoms are adsorbed on the surface of nanosized MgO particles and a Zr transition layer with a thickness of only∼2 nm is formed,as shown in Fig.14c and d.Due to a low lattice misfit between Zr andα-Mg,the adsorbed Zr layer on the MgO surface greatly promotes the wettability between MgO andα-Mg,significantly improving the heterogeneous nucleation ability of MgO.In addition,the density of MgO particles coated with the Zr layer is lower than that of pure Zr particles,so MgO-Zr composite particles have a lower sedimentation rate in Mg melt,which is beneficial to inhibit the fading of grain refinement.
Compared with increasing the Zr addition to obtaining a better grain refinement effect,the grain refinement treatment using intensive melt shearing coupled with a relatively low Zr addition can activate the native grain refinement on less potent nucleants in the melt,such as MgO nanoparticles,showing a good prospect of industrial application.
In addition to MgO,the trace iron element which is often considered as an impurity element seriously deteriorating the corrosion performance also plays an important role in the grain refinement of Mg-Al alloys [85–87].Iron can be introduced into Mg melt by either Elfinal [85] or the superheating process [86].Liao’s research [87] has shown that the Al2Fe phase formed by the combination of Fe and Al can act as the heterogeneous nucleation site ofα-Mg with the orientation relationship of (011)Mg//(01)Al2Fe,[011]Mg//[011]Al2Fe.
Since some inclusion or impurity elements can obtain better grain refinement effects to improve mechanical properties,it is a key point to find a balance between mechanical properties and corrosion resistance by optimizing the distribution or size of impurities in the melt.
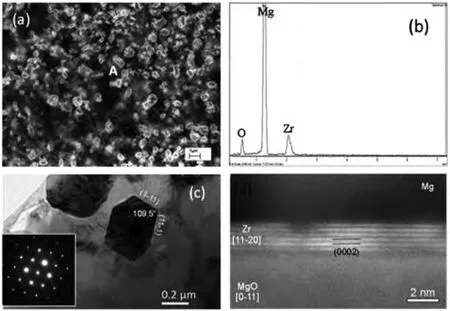
Fig.14.Micrographs and EDS analysis of filtering Mg-0.1Zr-shear sample: (a) SEM micrograph;(b) EDS analysis corresponding to particle A in Figure (a);(c) TEM micrograph;(d) high-resolution STEM micrograph [82].
4.2.Purification of Mg melts by Zr and RE elements
It is well known that both Zr and RE solutes provide constitutional supercooling for the nucleation ofα-Mg grains.In addition,they can react with impurity elements to promote the purity of alloy melt [37,88,89].In general,cast Mg alloys usually contain iron-containing impurities due to the use of steel-based crucibles and melting tools.However,iron seriously reduces the purity of Mg alloy melt and deteriorates the corrosion resistance of fabricated Mg alloys[90,91].When Zr is used for grain refinement,some impurity elements,particularly iron,and nickel,will combine with Zr and form insoluble precipitates,such as ZrFe2[92].Subsequently,these precipitates with higher densities than liquid Mg settle to the bottom of the crucible,so the alloys grain-refined by Zr exhibit relatively high purity as compared to those Mg alloys without Zr addition.Qian[37]also found that in the remelting process of Zr-containing Mg alloy by using a steel crucible,the reaction between Zr and Fe results in a reduction of Zr content,while the change of Zr content in the re-melted alloy can be ignored when the ceramic crucible is used.
Similarly,recent reports [93,94] have shown that RE and Al elements can also react with Fe to form the Al-Fe(-RE)phase,which is conducive to improving the purity of Mg alloy melts.The iron impurities in the Mg-3Al alloy were significantly reduced by Y micro-alloying,and the corrosion rate of the alloy was reduced from 214.9 mm/y to 1.4 mm/y[93].It was confirmed that Fe content in the melt was reduced to 0.006 wt.%even with a small addition of only 0.05 wt.%Y.As shown in Fig.15,there are a large number of undissolved Al8Fe4Y particles at the bottom of the crucible.However,although Zr and RE additions can reduce the content of Fe and Ni impurity elements,this will also lead to the loss of expensive alloying elements and an increased production cost.
4.3.Interfere between purification flux/gas and grain refinement
During the melt treatment of Mg-RE alloy,there is often a mutual restriction between grain refinement efficacy and flux purification: a long holding time is required for the settling of flux-inclusion aggregates to achieve purification,but Zr particles with high density will also settle and lead to the fading of grain refinement[32,46].Therefore,the optimization of the melt treatment process,especially the selection of an appropriate holding time,is the premise of the preparation of the Mg-RE alloy with high quality.To simplify the preparation process of Mg-RE alloy melt,Tong[53]prepared a compound flux by mixing ZrCl4with JDMJ purifying flux through the ball milling process.The results show that the purification and grain refinement of Mg-Gd-Y alloy was simultaneously realized by one-step refining using the compound flux.However,the generated Zr particles will bein-situwetted and adsorbed by the compound flux during the melt treatment,which is unfavorable to the dispersion and dissolution of Zr.As shown in Fig.16,the multi-layer structure formed by flux inclusions and Zr particles can usually be found in the sludge at the bottom of the crucible.Therefore,it is of great significance to develop an effective method for separating the grain refining and purifying agents to improve the refining effect of the composite flux.
In addition to the purifying flux,rotating gas bubble stirring can improve the distribution uniformity of Zr particles and promote the dissolution of Zr particles in the melt by inducing melt convection,improving the grain refinement effect of Mg-RE-Zr alloy.The study of Mei [95] showed that the rotating Ar gas bubble stirring after Zr alloying could improve the yield of Zr.After rotating gas bubble stirring,the Zr yield of the alloy was increased from 26% to 35%,and the grain refinement effect was further improved.
5.Grain refinement in various casting or fabricating techniques
As summarized above,Mg-RE-Zr alloys generally possess relatively good castability.Hence,several casting techniques that have previously been developed for other means of alloys are now introduced in the fabrication of Mg-RE series alloys.More importantly,by considering the unique chemical or physical characteristics of Mg-RE alloy melts,novel casting techniques were invented dedicated to manufacturing Mg-RE alloy castings.In these developed conventional or novel techniques,the utilization of casting techniques and their controlling parameters are factors that may influence the final microstructure of the castings.Thus,grain size is a key factor in determining whether the casting technique and its processing parameters are appropriate for the real casting components.
5.1.Grain refinement in high pressure die casting and squeeze casting
High pressure die casting and squeeze casting are two promising casting techniques that can be utilized in the preparation of Mg-RE alloy components.Both techniques apply pressure during the process,but the difference is quite straightforward.High pressure die casting utilizes pressure to create a fast and turbulent flow of alloy melts [96],but the melt solidifies without pressure.The reason is mainly because the cooling rate is too fast and the pressure is too late to be applied to the alloy melts before solidification [97,98].The average grain size of Mg-RE alloy in high pressure die casting is extremely small,as fine as 3–10 μm,which is much more effective than other reported casting methods [97,99].The grain size of Mg-8Gd-3Y-0.5Zr alloy can be refined to less than 10 μm through vacuum die casting [100],a similar grain refining effect can also be found in high pressure die casting of Mg-3Nd-0.3Zn-0.6Zr [101],Mg-La-(Nd,Y,Gd) [102,103],Mg-6Gd-3Y-0.5Zr [104],Mg-8Gd-1Dy-0.3Zn[105] alloys.Although the average grain size in high pressure die casting is fine,the grains are always showing a bimodal size distribution due to the pre-solidified externally solidified crystals (ESCs) that cannot be ignored.The use of an ESC collector might be a good solution to reduce the size and volume fraction of them (as shown in Fig.17) [101].
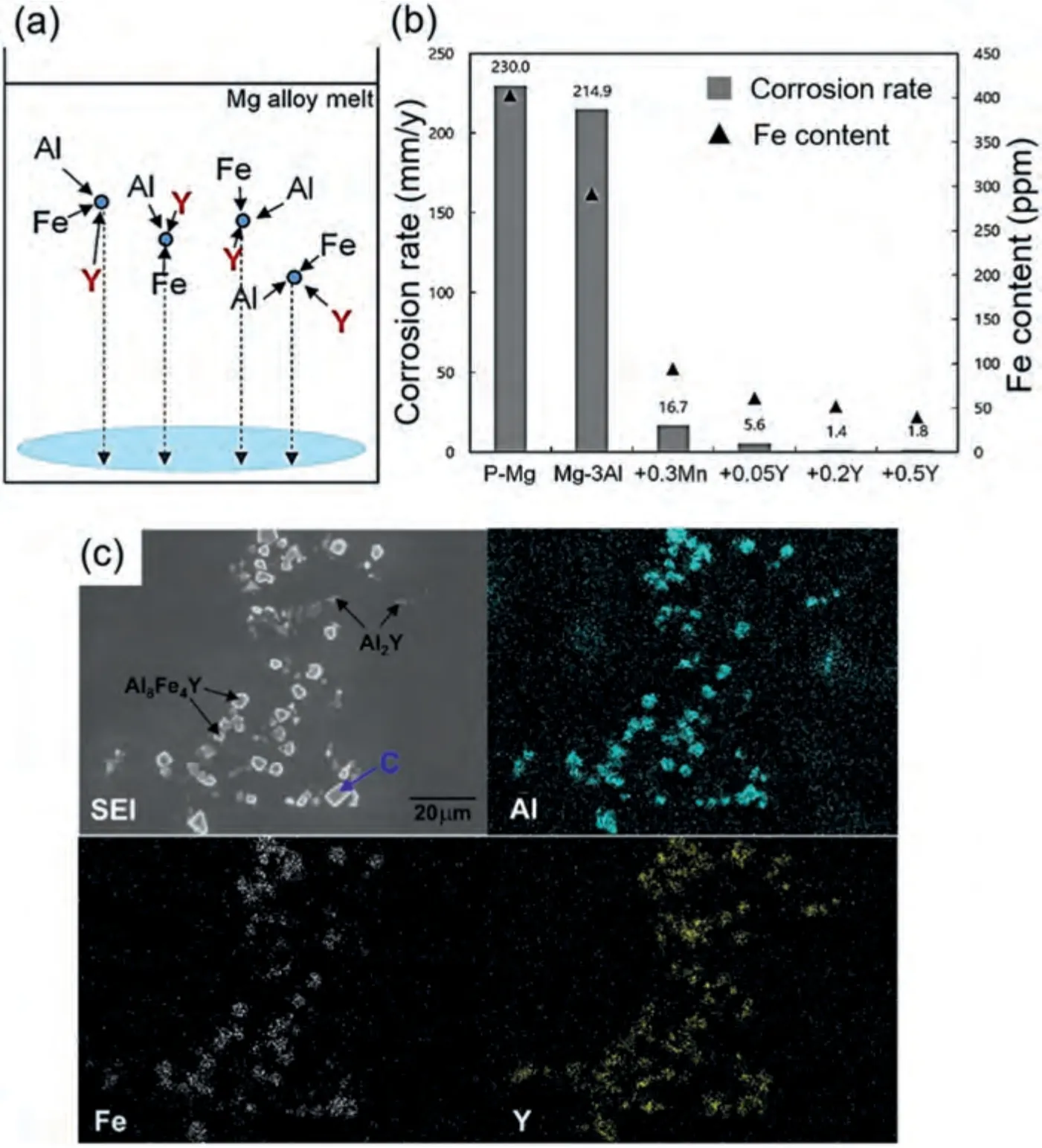
Fig.15.Reduction of Fe impurity content in Mg alloy by Y micro-alloying: (a) purification mechanism;(b) purification effect;(c) Al8Fe4Y particles observed at the bottom of the crucible [93].
In squeeze casting,the alloy melts tend to flow in a slow and laminar route and the whole solidification undergoes applied pressures.The grain size in squeeze cast alloy can also be refined through the increased nucleation rate and decreased critical nucleation size [106],and the grain refinement effect was confirmed in Mg-Nd [107],Mg-Gd-Zn-Zr [108],Mg-YNi [109] and Mg-Gd-Y-Zr [80] alloys.Although the grain refining effect cannot be comparable to high pressure die-cast alloys,the castings fabricated by squeeze casting can be heat treated at relatively high temperatures to show the advantages of hardening of Mg-RE alloys [110].
5.2.Grain refinement in semi-continuous casting and twin roll casting
Wrought Mg-RE alloy has gained a lot of concern in recent years because they show better isotropic properties and weaker texture and tensile-compression asymmetry than Mg-Al or Mg-Zn alloys [13].The origin of wrought rods,bars,and sheets needs to be cast initially,and researchers have found that the as-cast grain structure in the billet is crucial for their future deformation ability and mechanical performance.Most rod-shaped Mg-RE alloy billet with large diameters are prepared by semi-continuous casting or direct-chill casting[111–115].Due to the difference in cooling conditions,the grain size at the surface is much finer than that at the center,and so it is the difference that leads to mechanical properties.In semi-continuous casting of Mg-8Gd-4Y-1Zn-0.3Zr alloy billet with a diameter of 280 mm and length of 2940 mm[112],the microstructure is different from the center to that in half-radius area and to that in the area near the surface of the ingot (as shown in Fig.18).The grain size is continuously decreased from the center to the half-radius region and the surface region of the ingot.The size of the primary grain and secondary phase are both different at these three locations,which also leads to variations in mechanical properties.The yield strength(YS),ultimate tensile strength(UTS),and elongation (Ef) are decreased continuously from the center (YS 119 MPa,UTS 187 MPa,and Ef2.1%)to half-radius(YS 136 MPa,UTS 207 MPa and Ef3.5%) and to the surface areas(YS 156 MPa,UTS 241 MPa and Ef6.0%) [112].The success of introducing an electro-magnetic crystallizer in semicontinuous casting of Al alloys with high solute content and heavy elements [116] might be also a proper option in Mg-RE alloys.Liu et al.[114] have found that as the electromagnetic intensity and casting speed are approaching 65 A and 65 mm/min,the Mg-9Gd-3Y-1.5Zn-0.8Zr alloy billet,with a diameter of 190 mm and length of∼1000 mm,exhibit uniform microstructure and good deformation uniformity.Hence,the effective and homogeneous grain refinement across the radius direction of the casting billet will not only improve the grain size but also eliminate the macro-segregation behavior of casting billets.
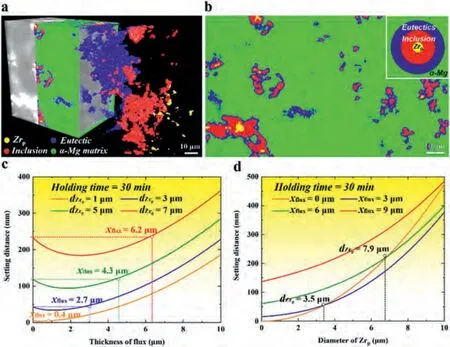
Fig.16.Structure (a,b) and setting behavior (c,d) of composite particles containing flux inclusions and Zr nuclei in Mg melt: (a) 3D view;(b) 2D view;(c)and (d) dependences of the settling distance of composite particles on the flux thickness with various diameter of Zr particle [53].
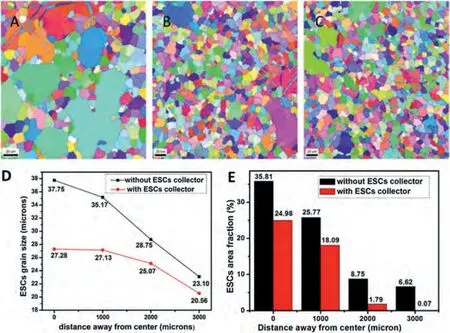
Fig.17.EBSD-IPF mapping showing the grain structure distribution of high pressure die-cast Mg-RE alloy without ESCs collector from the center (A),to half-radius (B),and to the skin (C) areas of the as-cast sample,respectively.Data graphs show the transition of the ESCs grain size (D) and ESCs area fraction(F) versus the distance from the center of the cross-section,indicating the effect of ESCs collector on ESCs size and distribution at different locations [101].
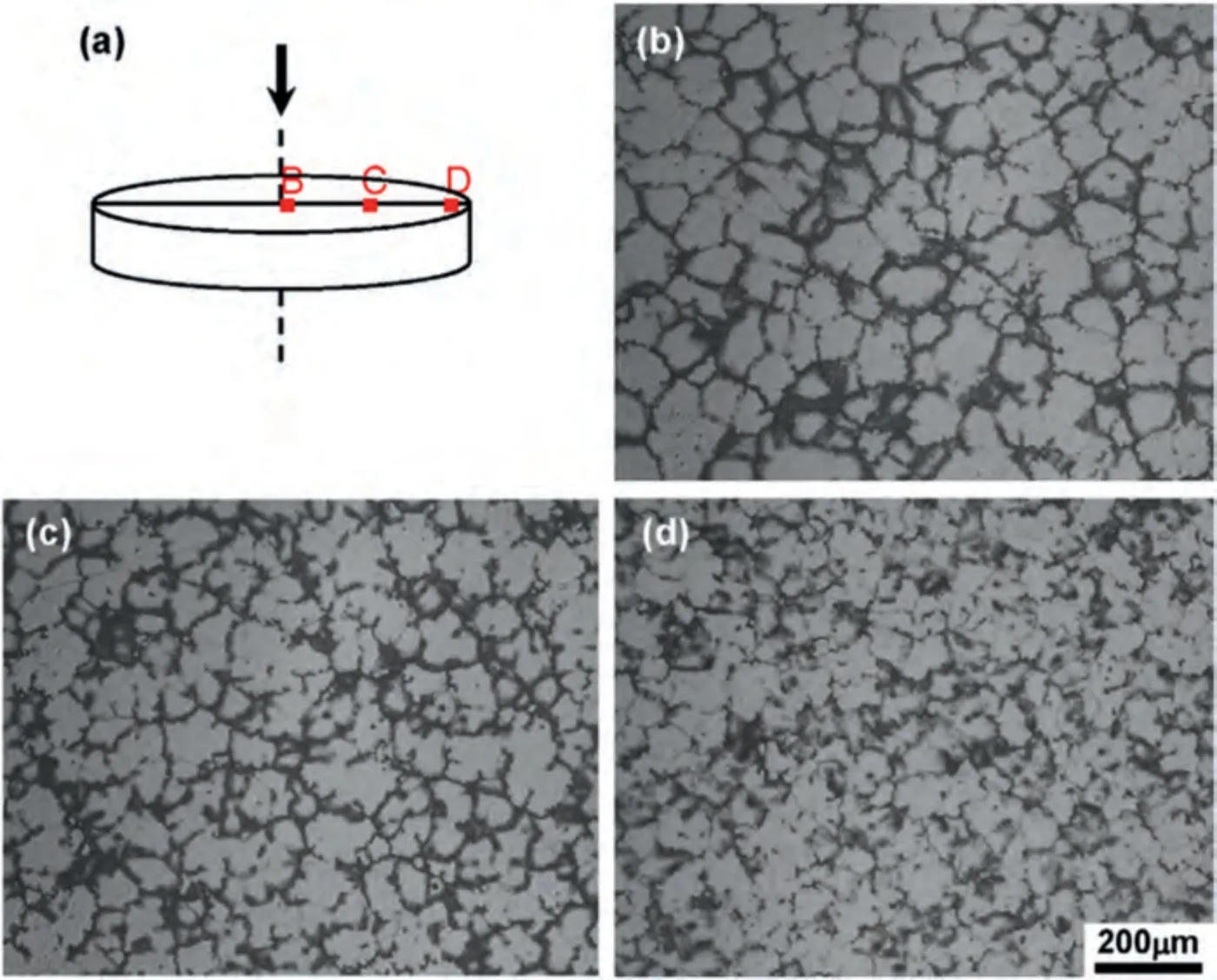
Fig.18.Optical micrographs showing the microstructure from the (b) center to (c) half-radius and (d) near-surface areas of a 280 mm diameter billet fabricated by semicontinuous cast Mg-RE alloy [112].
Twin-roll casting process provides a shorter route to fabricate thin sheets or plates that could be used for further sheet metal forming process than the conventional route of casting,rolling,and straightening.In this process,the need for fine grains seems more important than the conventional route,due to that the sheet will be directly subjected to deformation while without initial deformation to gain fine grains through recrystallization.Thus,finer grains are beneficial for the deformation ability of the Mg alloy during deep drawing tests [117].In twin-roll casting of Mg alloys,the addition of micro-alloying elements or melt conditioning treatments before pouring alloy melt into the rollers can effectively refine the grain size [118,119].
5.3.Grain refinement in semisolid forming processes
The semisolid forming process can generally be classified into rheo-forming and thixo-forming based on whether the billet needs to be re-heated or not before molding.Apart from the merits of lowering processing temperature and shortening processing routes,refiningα-Mg particles is the key to promising mechanical properties of semisolid-formed alloys.The introduction of physical fields,for instance,the ultrasonic [76,120],electromagnetic [68],gas bubbling [121],etc.,in semisolid slurry preparation are thus considered under the regime of promoting the nucleation ofα-Mg particles and restricting their growth.The perfect lattice matching between particles and surrounding Mg alloy melt is promising for a relatively good grain refinement effect [122].The use of semisolid forming was mainly focused on alloys that cannot be effectively grain refined by conventional chemical inoculating,and that is why the research on semisolid forming is mainly towards Mg-Al series alloys [123].More recently,preparations of slurries,with fine and globularα-Mg particles,are also found to be effective in Mg-RE alloys by physical fields.The use of electro-magnetic stirring or ultrasonic vibration in Mg-Gd-Zn [124],Mg-Nd-Zn-Zr [125],and Mg-Y-Zn [120],etc.alloys have proved that coarse dendritic grains could be transformed to fine globular particles during slurry preparation.Tries have been successfully achieved in the thixo-forming and rheo-forming of Mg-RE alloy castings with simple structured shapes.For example,the cup-shaped Mg-8.20Gd-4.48Y-3.34Zn-0.36Zr alloy was thixo-formed and the yield strength,ultimate tensile strength,and elongation of the alloy in the as-cast state are∼250 MPa,∼330 MPa and 4.5%,respectively,and they were higher than those prepared by conventional gravity casting process [126].The microstructures of rheo-suqeeze cast Mg-Y-Nd-Zn-Zr [127,128]alloy and Mg-Y-Ni-Zr [109],and rheo-die cast Mg-Gd-Y-Zn-Zr[129]alloy are also refined obviously when compared with the gravity casting counterparts.The bimodal microstructure in semisolid forming cannot always lead to better mechanical performance when compared with those mono-size distributed grains[129].Recently,the novel near liquidus squeeze casting technique has been developed and introduced into the Mg-RE family [130].The process combines the advantages of both squeeze casting and semisolid rheo-forming processes,while without forming the bimodal distributed grains in as-prepared alloys.The novel process was proved to be effective in refining the grains of pure Mg and Mg-Gd alloys,and the grain refinement effect can be comparable to that of Mg-Zr master alloys (as shown in Fig.19).
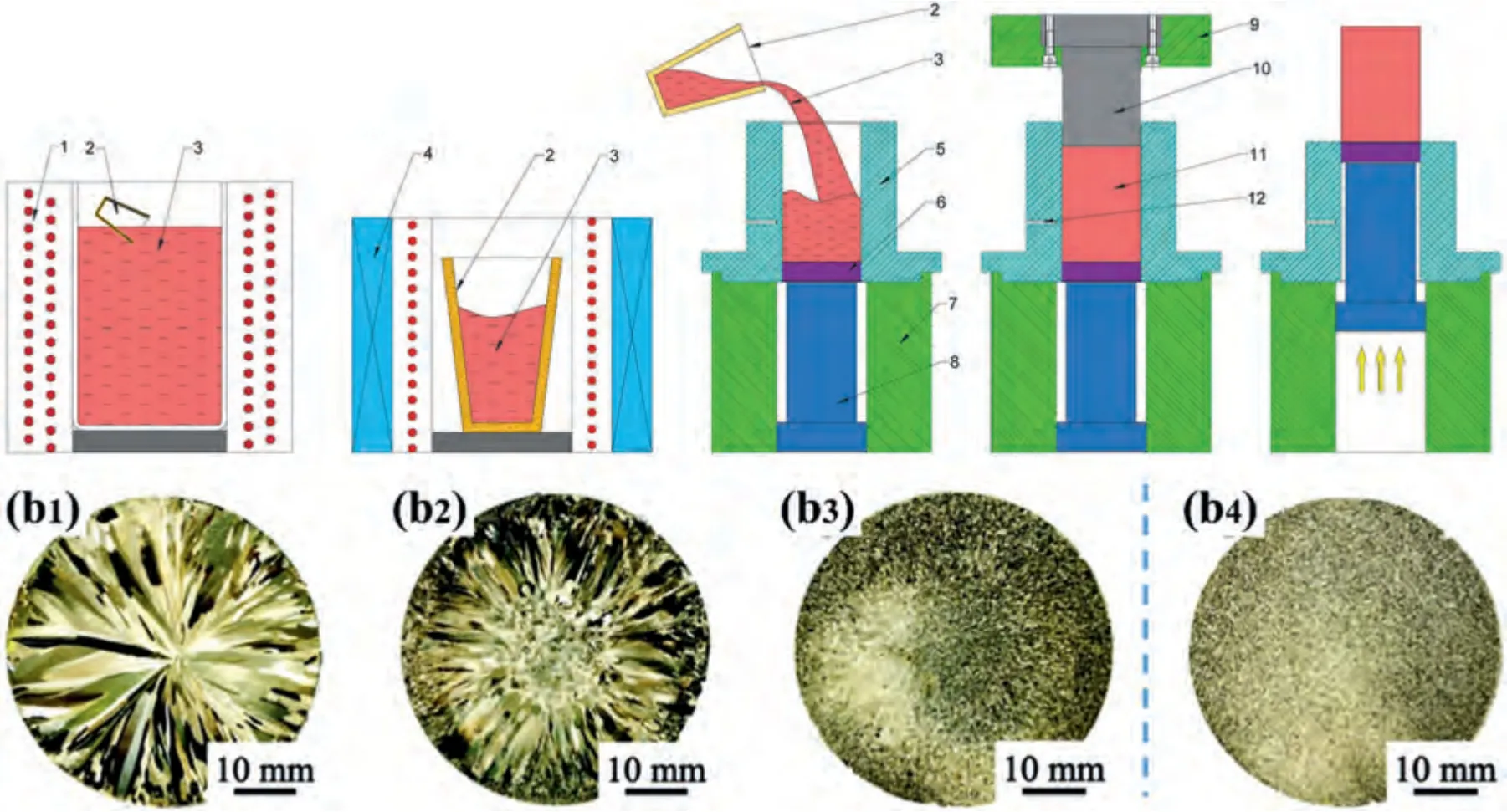
Fig.19.The upper part shows the steps of the novel near-liquidus squeeze casting process and the lower part shows the optical macrographs of pure Mg ingots prepared by gravity cast (b1),squeeze cast (b2),and near-liquidus squeeze cast (b3).The gravity-cast pure Mg with the addition of Mg-Zr refiner is also shown in (b4) for comparison.[130].
5.4.Grain refinement in additive manufacturing
Additive manufacturing,also termed as 3D printing or rapid prototyping,can utilize fine powders or thin wires of metals to construct the structure of components layer by layer.Apart from the convenience,accuracy,flexibility,and near-net shape-forming ability of the process to manufacture complex structures that cannot be made by conventional means,the mechanical properties of printed metals are always improved by the fine grains obtained in the processes [131].The microstructures in laser powder bed fusion and laser-directed energy deposition are mainly controlled by the ultra-fast cooling conditions that lead to fine grains in as-printed components.The grain size of laser re-melting-based 3D printing techniques can be as fine as 2 μm.
Based on the above background,additive manufacturing is also included in this review paper because it is also a kind of solidification process with a relatively faster cooling rate.The review of additive manufacturing processes of Mg-RE alloy might provide experimental trials and potential guidance for future development of some advanced casting processes for fabricating Mg-RE alloys with extremely fine grains.
Researches have been reported on Mg-Gd [132],Mg-Gd-Zr [133],Mg-Gd-Zn-Zr [134],Mg-Y-Nd-Zr [135],and Mg-Gd-Y-Zn-Zr [136] alloys.The tensile strength of the printed Mg-10Gd-3Y-1Zn-0.5Zr alloy is as high as 310 MPa,347 MPa,and 4.1%.The YS,UTS,and Efare 203 MPa,271 MPa,and 10.3 % for 3D printed Mg-10Gd-0.5Zr alloy,which are all much higher than those fabricated by semi-continuous cast counterparts(146 MPa,225 MPa and 7.0%,respectively).Wire arc additive manufacturing provides a lower dimensional accuracy and lower cooling rate while a more economical way of 3D printing.The wire arc-based 3D printed Mg-RE alloy shows slightly coarser grain than those based on laser remelting-based techniques.However,the economic advantage,lower porosity,and lower risk of processing have also driven the rapid developments of wire arc-based 3D printed Mg-RE alloys,for instance,the Mg-Gd-Y-Zr [137],Mg-Y-RE-Zr[138,139],Mg-Gd-Y-Zn-Zr [140,141],Mg-Y-Nd-Zr [142] alloys,etc.To ensure the relatively sound mechanical properties of the as-printed Mg-RE alloy,the grain size should be controlled and should not be grown too large.The formation mechanism of coarse grains might be twofold: First,as the printed layers increased continuously,the heat input directly from the over-heat melt pool and the released latent heat during solidification of later layers will increase the temperature of the former layers and consequently lead to the growth of grains in the former layer.Secondly,the Mg-RE alloys need to be strengthened through T6 heat treatment,and the increased grain size of the printed alloys after high-temperature heat treatment will lose its contribution to strength.Hence,the balance between age-hardening and grain growth should be considered.Recently,thein-situformed Al2RE particles,as an effective grain refiner in the Mg-RE alloy system,have shown potential to restrict the grain growth of as-printed alloys after being subjected to high-temperature heat treatments[143] (as shown in Fig.20).Therefore,novel Mg-RE alloy system needs to be developed specifically for additive manufacturing by considering the conditions of the process during pre-processing (ultra-fast cooling rate and the bonding between neighboring layers),post-processing (heat treatments)and even the environmental issues (anti-oxidation and evaporation).
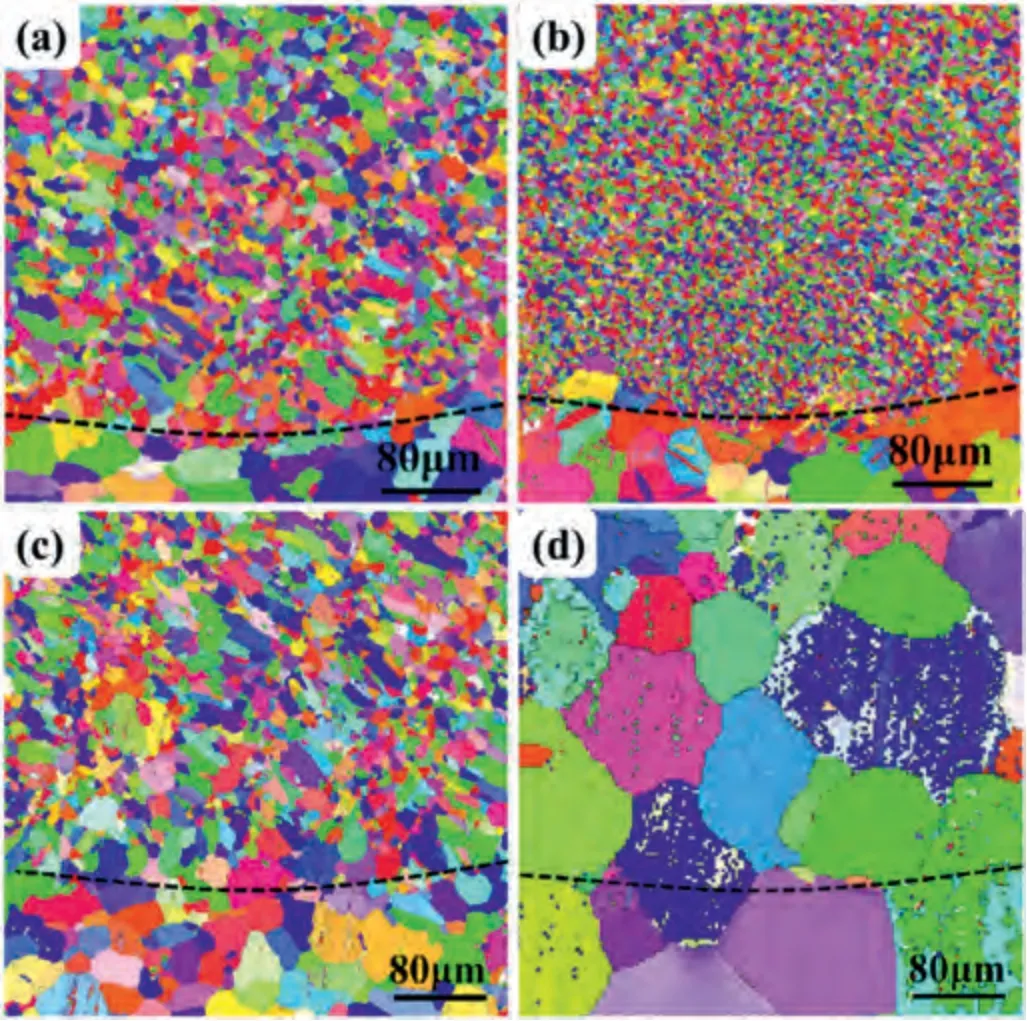
Fig.20.EBSD-IPF mapping showing (a) and (b) the refined grains of laser remelted and (c) and (d) after being heat treated at 545 °C for 30 h of (a),(c) in-situ Al2RE and (b),(d) Zr refined Mg-4Y-3Nd alloys [143].
6.Challenges and prospects for grain refinement of Mg-RE alloys
It is a broad consensus that grain refinement is one of the key issues in the casting of Mg-RE alloy components.Apart from the widely concerned chemical inoculation route,other issues during the real manufacturing process should also be considered in controlling the final grain size of cast Mg-RE alloys.To our knowledge we have reviewed the influencing factors of chemical inoculations,applied physical fields,interference between grain refiner and melt purification,and the casting or fabricating processes themselves on the grain refinement effect of Mg-RE alloys.There is still a large space that needs to be improved in the above-mentioned categories before this issue can be readily resolved,and the challenges and prospects are summarized as follows:
(1) Grain refinement through chemical inoculation of Mg-Zr master alloy is still the easy,simple,and effective way for engineering applications to Mg-RE alloy castings.The Zr-containing salts show great potential in future applications both economically and practically if the by-product of the salt,which has been considered as contaminations in Mg alloy melts,can be effectively reduced through ordinary purification methods.Although thein-situAl2RE particles are effective in grain refinement of Mg-RE alloys,their real applications may need to fulfill the strict casting conditions and the alloy composition of the matrix Mg-RE alloy should be re-designed to express the maximum value of this grain refining technique.
(2) Whether it is worth to use of physical fields in grain refinement of Mg-RE alloy castings needs to take into account the specific practical situations.The physical fields that directly contact with Mg alloy melts,for instance,the ultrasonic vibration,might be applied to casting components with large sizes and large quantities of alloy melts,and also might be more appropriate to alloys that have large solid-liquid coexisting temperature ranges.The use of fields in this case will be an assistant route to chemical inoculations to prevent its failure in grain refining.Non-contacting physical fields,for instance,electro-magnetic stirring,etc.,might be applied to casting components with complex structures,thin walls,and long runners where the solid-liquid interface is far away from the pouring center.Solidification under applied pressure is only specified to squeeze casting process,which is more proper to castings that require high density,high strength,good shape,and dimensional accuracy and with a relatively small projection area (projection direction is parallel to the applied pressure).
(3) Melt purification is critical in the casting process to assure the quality of the final products.The grain refining efficiency of Mg-Zr masters alloy,which has long been regarded as the most widely used grain refiner in Mg-RE alloy castings,is heavily influenced by the purification process.The interaction between purification flux and the Mg alloy melt,and the environmental conditions,such as stirring and high temperature,will influence the burning of RE elements as well as the survival rate of nucleation Zr particles.The need for novel purification methods that do not react with RE elements and Zr particles,or novel routes to introduce Zr particles that may not decay at elevated temperatures might be possible solutions for future development of grain refinement efficiency of Zr refining in Mg-RE alloys.
(4) Grain refinement issues during different casting or processing techniques should be initially considered in the fabrication of Mg-RE components,the physical or chemical properties of the alloys,and the detailed control of the processing parameters.Several materials fabricating techniques show great potential in improving the grain size of the Mg-RE alloy.The alloy compositions should be re-designed by considering the nonequilibrium solidification conditions,for instance,solidified under applied pressure in squeeze casting and ultra-fast solidification during 3D printing,etc.By doing so,the grain refining effect and the improved mechanical performance might be uncovered to their maximum potential.
Declaration of competing interest
We wish to draw the attention of the Editor to the following facts may be considered as potential conflicts of interest and to significant financial contributions to this work.
We confirm that the manuscript has been read and approved by all named authors and that there are no other persons who satisfied the criteria for authorship but are not listed.We further confirm that the order of authors listed in the manuscript has been approved by all of us.
We confirm that we have given due consideration to the protection of intellectual property associated with this work and that there are no impediments to publication,including the timing of publication,with respect to intellectual property.In so doing we confirm that we have followed the regulations of our institutions concerning intellectual property.
Guohua Wu is an editorial board member for Journal of Magnesium and Alloys and was not involved in the editorial review or the decision to publish this article.All authors declare that there are no competing interests.
Acknowledgements
This work is supported by the National Natural Science Foundation of China (Grant Nos.U2037601,51821001,and 52105348),the Natural Science Foundation for Young of Jiangsu Province (Grant No.BK20190863),and the Research Program of Joint Research Center of Advanced Spaceflight Technologies (No.USCAST2020-31).The authors express gratitude to Dr.Ming Sun from the University of Shanghai for Science and Technology for discussion.
杂志排行

Journal of Magnesium and Alloys的其它文章
- Magnesium and its alloys for better future
——The 10th anniversary of journal of magnesium and alloys - Magnesium alloys in tumor treatment: Current research status,challenges and future prospects
- Twin-solute,twin-dislocation and twin-twin interactions in magnesium
- Magnesium research in Canada: Highlights of the last two decades
- Structure-function integrated magnesium alloys and their composites
- Recent research progress on magnesium alloys in Korea: A review