一种锻造车轮棒料翻转和供料自动化装置
2023-12-26邢晓阁程远刘军付蕾杨金岭中信戴卡股份有限公司
文/邢晓阁,程远,刘军,付蕾,杨金岭·中信戴卡股份有限公司
通讯作者:杨金岭(1965 年12 月- ),男,教授级高级工程师。E-mail:yangjinling@dicastal.com
随着工业技术的发展,“中国制造2025”强国战略的推进和落实,制造业进一步优化。
通常锻造车轮(轮毂)毛坯棒料是由外委厂进行冶炼生产,这样可以减少锻造线不必要工序,而只由锻造线对毛坯棒料进行锯切,这种情况下,锯切前需要将毛坯棒料集中放在加工前序轨道上,而且需要每根棒料逐渐供给锯切机,为此,我们设计了一种锻造车轮(轮毂)棒料翻转和供料的自动化装置,这样才能节省人力、防止人为放料的危险性,提高生产效率,实现生产线自动化、少人化。
毛坯棒料的下料码放
锻造轻合金车轮(轮毂)的棒料原料有挤压棒和铸棒等,一般是带锯进行下料作业的,也可使用圆盘下料机等进行下料。
下料计算的依据是锻前锻后铝合金材料在塑性变形过程中体积不变的定律。锯切的棒料必须是质控部门检验合格的棒料,具备质控部门的质量合格单据;锯切的端面根据要求进行光整处理,消除锯痕对车轮表面的影响,操作人员100%自检表面质量,异常品单独码放,并进行工艺参数调整;锯切后的棒料100%进行“批号与合金牌号”打号标识,打号位置:端面中心部位。
锯切后的棒料码放过程中,须轻拿轻放,不允许出现表面及端面磕伤情况,如有磕碰伤,棒料须单独码放并标识以待处理。码放入筐后要求状态卡标识清楚炉次号、锯切时间、操作人员及数量。
本锻造车轮(轮毂)装置结构
本锻造车轮(轮毂)棒料翻转和供料自动化装置旨在将集中放在加工前序轨道上的毛坯棒料,一根根逐渐供给锯切机。其组成结构详见图1、图2,包括:带轴小绞轮1(3 个),尼龙吊带的固定装置2(3个),绞轮3(3 个),减速电机4,机架5,传动轴6,轴承组件7(6 个),链轮(一对)及链子8,尼龙吊带9(3 根),棒料10,电机固定支架11,电机12,传送链13,链轮14,车轮15,轴16,导轨17,带前支架18(3 个),带后支架19(3 个),轴承及座体20、21,输送轨道组件22。该锻造车轮(轮毂)棒料翻转和供料自动化装置的主视图示意图,如图1 所示;侧视图示意图,如图2 所示。

图2 锻造车轮(轮毂)棒料翻转和供料自动化装置侧视图示意图
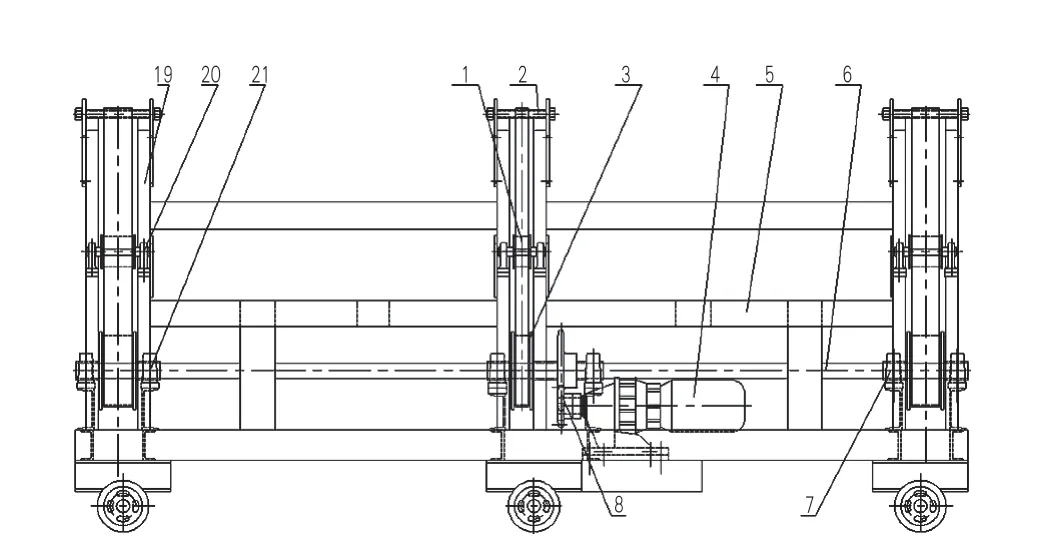
1-带轴小绞轮(3 个) 2-尼龙吊带的固定装置(3 个)3-绞轮(3 个) 4-减速电机 5-机架 6-传动轴7-轴承组件(6 个) 8-链轮(一对)及链子 19-带后支架(3 个)20、21-轴承及座体
棒料翻转和供料自动化工作原理
棒料翻转和供料自动化装置的工作原理,体现在如下零部件之间的结构相互作用关系。
按动力功能分类:
⑴自动化装置棒料翻转和供料部分。
带轴小绞轮1(3 个),尼龙吊带的固定装置2(3个),绞轮3(3 个),减速电机4,机架5,传动轴6,轴承组件7(6 个),链轮(一对)及链子8,尼龙吊带9(3 根),棒料10。
⑵自动化装置行进部分。
电机固定支架11,电机12,传送链13,链轮14,车轮15,轴16,导轨17, 带前支架18(3 个),带后支架19(3 个),轴承及座体20、21,输送轨道组件22。
带轴小绞轮1(3 个)固定于带前支架18(3 个)上、尼龙吊带的固定装置2(3 个)固定于带后支架19(3 个)上、绞轮3(3 个)连接于传动轴6,传动轴6 置于机架5 下框架的轴承组件7(6 个)中,减速电机4 置于机架5 下框架上带动链轮(一对)及链子8使传动轴6 旋转,尼龙吊带9 一端与尼龙吊带的固定装置2(3 个)固定连接,尼龙吊带9 中间绕过带轴小绞轮1(3 个),尼龙吊带9 另一个尾端固定连接于绞轮3(3 个)中,传动轴6 旋转带动绞轮3(3 个)旋转,带动棒料10 供给。电机12 置于电机固定支架11 下,通过电机12 带动链轮14(一对)和传送链13,带动轴16 旋转和车轮15 在导轨17 上前后滚动,带前支架18(3 个)和带后支架19(3 个)分别置于机架5 上的前、后位。轴承及座体20、21 置于机架5 上。输送轨道组件22 置于地上。
具体工步
工步一: 首先,锻造车轮(轮毂)棒料翻转和供料装置置于厂外时,尼龙吊带9 处于松弛状态,通过天车或其他装置将成捆的铝合金棒料置于本棒料供料装置尼龙吊带9 及机架5 上,放置平稳后,开动开关通过电机12 带动车轮15 在导轨17 上滚动,然后将本锻造轮毂棒料翻转和供料装置开入生产车间。
工步二: 锻造车轮(轮毂)棒料翻转和供料装置进入生产车间达到需要的停位后,关闭开关,本锻造轮毂棒料翻转和供料装置停止,开动开关减速电机4 旋转,通过带动链轮(一对)及链子8 带动传动轴6 旋转,由于尼龙吊带9 一端与尼龙吊带的固定装置2(3 个)固定连接,并且绕过带轴小绞轮1(3 个),当绞轮3(3 个)旋转时,带动固定于其上的尼龙吊带9 拉紧,这时棒料10 就在尼龙吊带9 托举作用力下,一根一根逐一滚落入棒料加工前序输送轨道组件22 上。
结论
本锻造车轮(轮毂)棒料翻转和供料装置的特点,是能将从外面轻合金铸造厂拉来的、需要加工前的锻造车轮(轮毂)毛坯棒料逐根地、稳定地、自动地滚落入棒料加工前序轨道上,将其自动隔离开来,便于锯床锯切。从而减少了人为放置棒料夹手压手等危险,节省了人力成本,减少了工人劳动强度,通过自动化逐一滚落可实现电子自动记数,进一步提高了工作效率。该装置结构简单、实用性强、便于人工操作,为进一步完善公司生产线机械化、自动化、少人化提供了有利帮助。