基于AKF-PID的航天气化炉氧煤比先进控制
2023-12-25薛美盛谢忻南饶伟浩秦宇海
薛美盛 谢忻南 饶伟浩 秦宇海

作者简介:薛美盛(1969-),副教授,从事先进控制与优化的研究。
通讯作者:谢忻南(1998-),硕士研究生,从事先进控制与优化的研究,xxn98@mail.ustc.edu.cn。
引用本文:薛美盛,謝忻南,饶伟浩,等. 基于AKF-PID的航天气化炉氧煤比先进控制[J].化工自动化及仪表,2023,
50(6):000-000.
DOI:10.20030/j.cnki.1000-3932.202306000
摘 要 在航天气化炉生产系统中,氧煤比的自动控制对于提高航天气化炉生产效率具有重要意义。氧煤比的调控通常由控制煤线流量完成,煤线流量具有大噪声、强干扰特性,人工手动控制无法实现氧煤比的精确控制,使用常规PID控制器无法实现对氧煤比的自动控制。为此,提出一种基于AKF-PID的氧煤比先进控制方法,针对煤线流量大噪声的特性,采用自适应卡尔曼滤波器(AKF),在保证滤波效果的同时避免了均值滤波带来的时间滞后;针对强干扰特性,将给料罐与烧嘴压差作为前馈量,克服煤线压力波动干扰造成的产品质量下降问题。该算法已成功投运,极大地改善了氧煤比的控制品质。
关键词 先进控制 AKF-PID控制算法 航天气化炉 氧煤比 前馈控制 碳减排
中图分类号 TP273 文献标志码 B 文章编号 1000-3932(2023)06-0000-00
煤炭是我国可采储量最多的化石能源,因此我国现代煤化工已形成具有一定影响力的规模化的产业体系[1]。截至2019年,我国已经建成8套煤制油、4套煤制天然气、32套煤(甲醇)制烯烃、24套煤制乙二醇生产装置[2]。截至2022年,航天气化炉占煤气化全国市场份额超过50%。但是,煤化工是高耗能产业,煤化工行业是我国煤炭的主要消费者之一,也是二氧化碳的主要排放者之一[3]。在我国2030年前力争实现“碳达峰”、2060年前力争实现“碳中和”的大背景下,现代煤化工产业碳减排需求十分迫切[4]。
针对气化炉的先进控制问题,有许多专家学者展开了大量研究。2006年WILSON J A等使用卡尔曼滤波器实现了煤质在线估计,结合常规反馈控制系统有效提高了气化炉运行性能[5]。2014年刘晴等设计了基于神经网络预测PID的气化炉温度控制算法,并在以整体煤气化联合循环电站为背景的仿真实验中证明了算法的有效性[6]。2019年晁澄设计的先进过程控制(Advanced Process Control,APC)首次在GE单喷嘴水煤浆气化炉成功应用[7]。2021年方薪晖使用PID算法实现了与气化生产有关的35个回路的自动控制,并且建立数字孪生模型实现了对气化过程的模拟[8]。2021年薛美盛等使用广义预测控制实现了HT-L型航天气化炉合成气一氧化碳含量、氢气含量与产率的先进控制[9]。
笔者针对航天气化炉中的氧煤比控制问题,提出一种基于自适应卡尔曼滤波(Adaptive Kalman Filter,AKF)-PID的控制算法,以克服航天气化炉氧煤比大噪声、强干扰特性带来的难控问题,实现氧煤比的自动控制。
1 氧煤比控制问题分析
1.1 航天气化炉工艺流程简介
航天气化炉属于粉煤加压气流床气化炉,共有3根煤线和1根氧线。煤线将来自煤加压单元的高压煤粉/二氧化碳混合物送入航天气化炉,氧线将来自上游空分装置的高压纯氧送入航天气化炉。航天气化炉合成气中的主要成分是一氧化碳和氢气,称为有效气;主要副产物为二氧化碳与甲烷,其中甲烷含量可以指示航天气化炉炉况。
航天气化炉内的化学反应主要由四大类构成,分别为碳氧间反应、碳水蒸气间反应、甲烷生成反应与少量
氮元素硫元素的反应。其中碳氧间反应、碳水蒸气间反应、甲烷生成反应如下:
碳氧间反应 C+O2=CO2-394.1 kJ/mol
C+O2=CO-110.4 kJ/mol
C+CO2=2CO+173.3 kJ/mol
2CO+O2=2CO2-566.6 kJ/mol
碳水蒸气间反应 C+H2O=CO+H2+135.0 kJ/mol
C+2H2O=CO2+2H2+96.6 kJ/mol
CO+H2O=CO2+H2-38.4 kJ/mol
甲烷生成反应 C+2H2=CH4+84.3 kJ/mol
CO+3H2=CH4+H2O-219.3 kJ/mol
2CO+2H2=CH4+CO2-12.2 kJ/mol
2C+2H2O=CH4+CO2+7.65 kJ/mol
在3根煤线中,煤粉的加压输送是通过粉煤锁斗的间歇性操作来实现的。为了保证到烧嘴的粉煤流量稳定,需控制粉煤给料罐和气化炉之间保特相对稳定的压差(通常为0.7~0.8 MPa),此压力的设定值取决于气化炉的负荷。
氧线流量与3根煤线流量之比称为氧煤比。为了保证航天气化炉的安全高效运行,需要根据实际进入航天气化炉煤粉的煤质与航天气化炉的运行状态不断调整氧煤比。过高的氧煤比会导致航天气化炉超温造成危险状况,过低的氧煤比又会降低产气效率。
1.2 氧煤比控制难点
在实际的航天气化炉生产现场,氧煤比控制存在两个难点:
a. 由于煤线中输送的是高压煤粉/二氧化碳混合物,煤线流量存在较大噪声。使用传统的均值滤波在保证滤波效果的前提下会引入一个较大的滞后时间,降低控制品质。
b. 由于粉煤锁斗间歇性卸料操作,煤线压力会间歇出现较大扰动,导致流量计出现系统误差。此时如果仍然根据流量计调整煤线流量,会导致实际进入航天气化炉的煤粉流量波动加剧,造成航天气化炉工况不稳定,产品質量下降,具体表现为合成气甲烷含量大幅波动。
针对以上控制难点,笔者采用自适应卡尔曼滤波[10]解决由均值滤波带来的时间滞后问题。提出一种以给料罐与烧嘴压差作为前馈量的控制方法,解决粉煤锁斗间歇性卸料造成的压力扰动。
2 氧煤比控制算法设计
2.1 PID控制算法
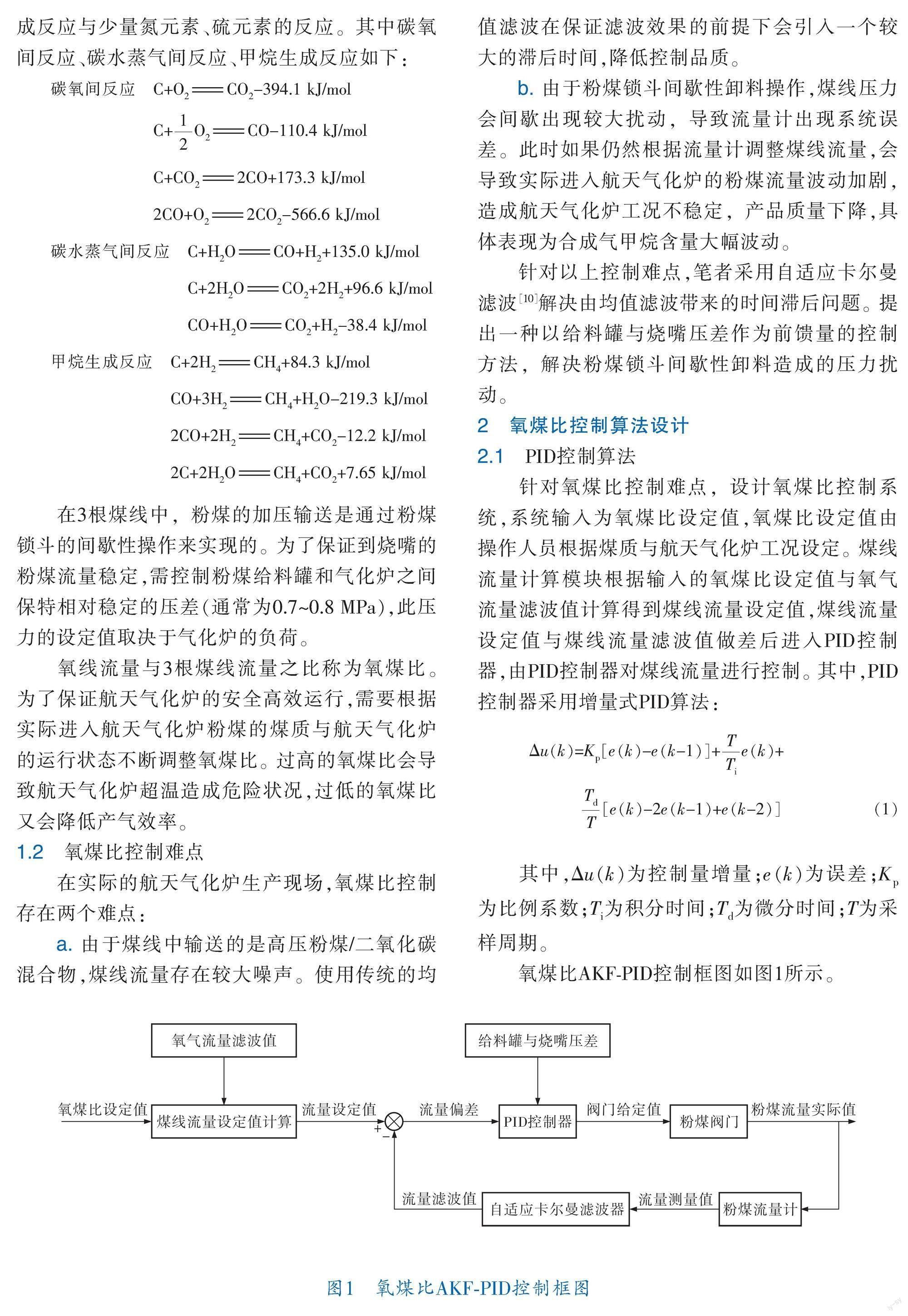
针对氧煤比控制难点,设计氧煤比控制系统,系统输入为氧煤比设定值,氧煤比设定值由操作人员根据煤质与航天气化炉工况设定。煤线流量计算模块根据输入的氧煤比设定值与氧气流量滤波值计算得到煤线流量设定值,煤线流量设定值与煤线流量滤波值做差后进入PID控制器,由PID控制器对煤线流量进行控制。其中,PID控制器采用增量式PID算法:
(1)
其中,为控制量增量;为误差;为比例系数;为积分时间;为微分时间;为采样周期。
氧煤比AKF-PID控制框图如图1所示。
2.2 自适应卡尔曼滤波算法
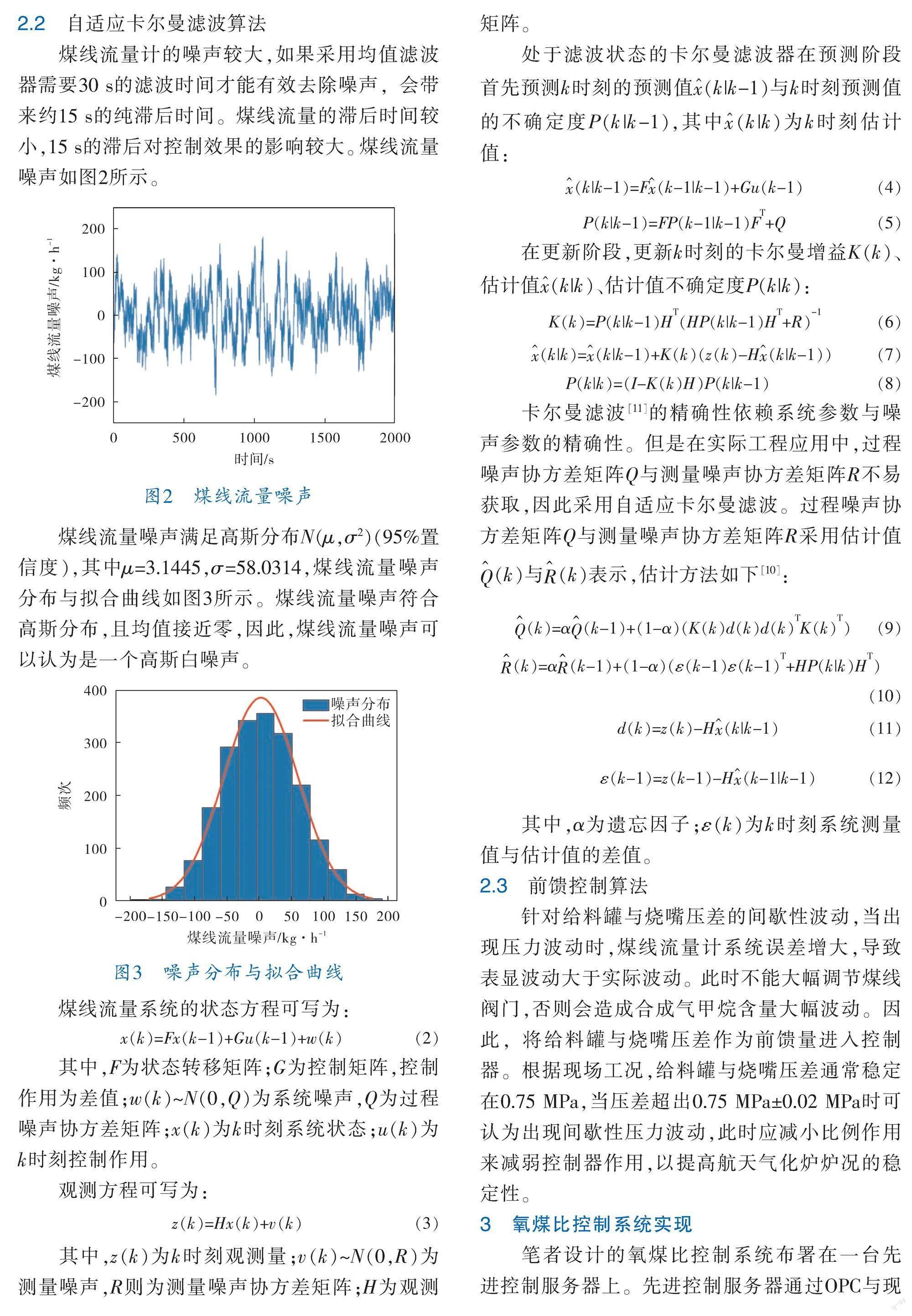
煤线流量计的噪声较大,如果采用均值滤波器需要30 s的滤波时间才能有效去除噪声,会带来约15 s的纯滞后时间。煤线流量的滞后时间较小,15 s的滞后对控制效果的影响较大。煤线流量噪声如图2所示。
煤线流量噪声满足高斯分布(95%置信度),其中,煤线流量噪声分布与拟合曲线如图3所示。煤线流量噪声符合高斯分布,且均值接近零,因此,煤线流量噪声可以认为是一个高斯白噪声。
煤线流量系统的状态方程可写为:
(2)
其中,F为状态转移矩阵;G为控制矩阵,控制作用为差值;为系统噪声,称为过程噪声协方差矩阵;为时刻系统状态;为时刻控制作用。
观测方程可写为:
(3)
其中,为时刻观测量;为测量噪声,称为测噪声协方差矩阵;为观测矩阵。
处于滤波状态的卡尔曼滤波器在预测阶段首先预测k时刻的预测值与k时刻预测值的不确定度,其中为k时刻估计值:
(4)
(5)
在更新阶段,更新k时刻的卡尔曼增益、估计值、估计值不确定度:
(6)
(7)
(8)
卡尔曼滤波[11]的精确性依赖系统参数与噪声参数的精确性。但是在实际工程应用中,过程噪声协方差矩阵Q与测噪声协方差矩阵R不易获取,因此采用自适应卡尔曼滤波。过程噪声协方差矩阵Q与测噪声协方差矩阵R采用估计值与,估计方法如下[10]:
(9)
(10)
(11)
(12)
其中,为遗忘因子;为时刻系统测量值与估计值的差值。
2.3 前馈控制算法
针对给料罐与烧嘴压差的间歇性波动,当出现压力波动时,煤线流量计系统误差增大,导致表显波动大于实际波动。此时不能大幅调节煤线阀门,否则会造成合成气甲烷含量大幅波动。因此,将给料罐与烧嘴压差作为前馈量进入控制器。根据现场工况,给料罐与烧嘴压差通常稳定在0.75 MPa,当压差超出0.75 MPa±0.02 MPa时认为出现间歇性压力波动,此时减小比例作用来减弱控制器作用,提高航天气化炉炉况的稳定性。
3 氧煤比控制系统实现
笔者设计的氧煤比控制系统布署在一台先进控制服务器上。先进控制服务器通过OPC与现场集散控制系统连接。氧煤比控制系统界面如图4所示。
现场煤线共分为3条,每条煤线分别显示氧煤比滤波值、氧煤比设定值、煤线阀门开度(%)、煤线流量设定值(kg/h)、煤线流量实际值(kg/h),并提供滑动条供操作人员设置氧煤比设定值,“打开/关闭”开关可以单独设定每条煤线是否自动控制。现场操作人员根据煤质与航天气化炉工况决定是否开启氧煤比自控系统,并设定氧煤比设定值。氧煤比控制系统根据氧煤比设定值计算得到煤线流量设定值,然后根据煤线流量设定值控制煤线阀门开度。
4 氧煤比控制系统投运效果
在某气化厂投运氧煤比控制算法,分别对比自适应卡尔曼滤波与均值滤波的滤波效果,给料罐与烧嘴压差前馈控制投运前、后合成气甲烷含量,氧煤比手动控制、均值滤波-PID控制效果、AKF-PID控制效果。
自适应卡尔曼滤波与均值滤波的效果对比如图5所示。使用均值滤波,由滤波环节产生的纯滞后约15 s(滤波时间30 s)。使用自适应卡尔曼滤波,由滤波环节产生的纯滞后约为3 s。可见,自适应卡尔曼滤波可以有效减少由滤波产生的纯滞后时间,提升控制品质。
使用给料罐与烧嘴压差前馈的控制效果如图6、7所示。改善前合成气甲烷含量的标准差为9.947 7,改善后的标准差为6.023 1。证实加入前馈控制可以明显改善合成气中甲烷含量的稳定性。合成气甲烷含量的稳定就意味着航天气化炉炉况的稳定。
1ppm=0.001‰
氧煤比手动控制、均值滤波-PID控制、AKF-PID控制效果的24 h对比如图8~10所示。4 h运行效果对比如图11~13所示。
在4 h控制效果对比中,手动控制氧煤比的期望值取4 h平均值0.716,均值滤波-PID控制氧煤比设定值0.675,AKF-PID控制氧煤比设定值0.710。控制效果对比见表1。
可以看出,采用AKF-PID氧煤比自动控制算法的控制效果要明显优于手动控制与均值滤波-PID自动控制算法。
5 结束语
针对航天气化炉中的氧煤比控制问题,提出基于AKF-PID的氧煤比控制算法,克服了氧煤比对象大噪声、强干扰的问题,并在某气化厂成功应用。该算法使得航天气化炉中氧煤比的控制品质明显改善,对比手动控制平均误差下降21.2%,对比均值滤波-PID控制平均误差下降8.8%。该算法的长期投运使用,为以氧煤比为基础的航天气化炉节能优化控制打下了基础。
参 考 文 献
[1] 周芳,姜波.“双碳”“双控”目标下现代煤化工产业高质量发展途径探讨[J].煤化工,2022,50(1):5-8.
[2] 田原宇,谢克昌,乔英云,等.碳中和约束下的煤化工产业展望[J].中外能源,2022,27(5):17-23.
[3] 金玲,郝成亮.中国煤化工行业二氧化碳排放达峰路径研究[J].环境科学研究,2022,35(2):368-376.
[4] 吕品,罗涛,杨振中,等.现代煤化工产业碳减排分析[J].中氮肥,2022(2):1-4.
[5] WILSON J A,CHEW M,JONES W E.State Estimation-based Control of a Coal Gasifier[J].IEEE Proceedings-Control Theory and Applications,2006,153(3):268-276.
[6] 刘晴,张正刚,丁维明.神经网络预测PID控制在气化炉中的应用[J].自动化仪表,2014,35(5):60-62.
[7] 晁澄.APC在GE单喷嘴水煤浆气化炉控制中的首次应用[J].化工自动化及仪表,2019,46(10):785-788;805.
[8]方薪晖.先进控制技术在超大型水煤浆气化装置中的应用[J].洁净煤技术,2021,27(S2):190-196.
[9]薛美盛,徐智康,秦宇海.航天气化炉先进控制与優化系统的设计和实现[J].化工自动化及仪表,2021,48(3):206-211.
[10] AKHLAGHI S,ZHOU N,HUANG Z.Adaptive Adjustment of Noise Covariance in Kalman Filter for Dynamic State Estimation[C]//2017 IEEE Power and Energy Society General Meeting.2017:1-5.
[11] KALMAN R E.A New Approach to Linear Filtering and Prediction Problems[J].Journal of Basic Engineering,1960,82(1):35-51.
(收稿日期:2022-11-28,修回日期:2023-02-08)