高精度螺栓预埋施工技术的应用实践
2023-12-25王玉伟
王玉伟
(河南省交通建设工程有限公司,河南 郑州 450000)
0 引言
螺栓预埋施工技术是工程施工的关键节点[1],其施工质量直接影响工程安全。因此,在实际工程中,应当确保螺栓预埋精度[2-3],确保工程施工安全有效地进行,节约工程时间成本、人力成本。
传统的预埋螺栓方法不仅占用大量技术人员的精力,时间成本高[4-5],同时预埋精度也无法满足特殊高精度的设备连接螺栓预埋精度要求[6]。对于承重吨位大、螺栓直径粗、设备稳定性要求高的大型设备,往往螺栓与连接件孔位直径只相差1~2mm,单靠技术人员的测设根本无法满足其安装的精度要求,同时又由于受基础结构物界面的影响,无法直接将螺栓连同设备一次浇筑成型。基于此,学者们开发了多种形式的预埋螺栓方法,如金跃东等[7]开发了一种无需杆件开孔的预埋螺栓式节点,该预埋螺栓由节点体、杆件、端板、高强螺栓及其配套的螺母等几个部分组成;何旭辉等[8]提出了针对GFRP矩形管的螺栓套管节点;韩庆华等[9]开发了一种由套筒螺栓及中心轮毂组成的装配式空心毂节点。
本文提出一种适用于精度要求更高的高精度螺栓预埋施工技术,该技术与传统施工技术相比,精确度更高,能够降低人工成本以及工程材料成本,有效提高工程质量,最大限度减少因预埋不精准造成的返工。由实际工程应用可知,该技术具有较好的经济和社会效益。
1 工程概况
某工程项目基础建筑顶部直径4.5m,直径42mm的预埋螺栓沿直径2740mm的圆均匀布设,预埋螺栓与上部结构连接孔位精度要求如表1 所示,预埋方式如图1所示。

图1 螺栓预埋示意图

表1 螺栓安装精度表
2 施工技术方案
高精度螺栓预埋施工技术由精准卡控模具、电焊机、水平尺、线锤等组成。其中,卡控模具的材质可根据现场实际情况选择,卡控模具的孔位精度采用数字化车床加工技术保证,螺栓的调节通过上下螺母调节螺栓垂直度和预埋深度,螺栓的连接通过辅助钢筋与结构基础钢筋进行可靠焊接。
待结构物下部基础施工完毕后,进行预埋螺栓施工。施工前先检查卡控模具的精度,确认零误差后开始进行安装施工。根据《混凝土结构工程施工质量验收规范》(GB 50204—2015),对于同一螺栓组,螺栓中心距偏差要求≤2mm,顶标高允许偏差≤20mm,中心距在≤2mm内,垂直度偏差≤5mm。
3 施工原则
为达到螺栓精确安装的目的,在实际施工过程中应采取相应的质量保证措施并遵守以下基本原则。
3.1 人员方面
对于施工管理人员,选择有责任心且有相关经验的人员;对于工人,选择熟练的专业技术工人,且要求参与施工作业的人员均持证上岗。
3.2 技术方面
在正式施工预埋之前,要结合实际情况及本文提出的“高精度螺栓预埋施工技术”,编制切实可行的施工方案,并按要求进行书面交底,确保现场工人掌握施工要点及关键步骤。
3.3 控制模具方面
严格控制模具制作的精度,模具使用前与设备孔位进行现场实际比对,确保孔位零误差。预埋螺栓经模具卡准后一次性焊接牢固,避免设备安装时发生晃动或者螺栓脱落现象发生。预埋螺栓与基础结构物钢筋焊接时采用点焊,不得焊伤基础结构主筋。
3.4 测量方面
为确保位置精度符合要求,在整个施工过程中测量工作需反复进行,尤其是每道工序前后以及预埋螺栓所处环境变化后。同时,定位测量放线时,为将施工误差降到最低,应遵循先整体后局部的放线原则;定位模板的轴线时,应采用纵横方向拉设通长钢线的方式;定位模板的平面时,采用水平尺进行校核。
4 施工技术流程及操作要点
4.1 施工技术流程
高精度螺栓预埋施工技术流程如图2所示。

图2 高精度螺栓预埋施工技术流程图
4.2 施工技术操作要点
(1)根据预埋螺栓具体情况,由专业人员进行卡控模具的设计。首先,了解结构基础的用途,并根据图纸中的坐标位置、轴线标注、尺寸数值等信息,明确结构上部与预埋螺栓的相互关系;其次,确认预埋螺栓预埋的精度要求,确认施工图纸中预埋螺栓的规格、数量等各类参数,明确卡控模具的技术及质量要求。
(2)模具加工。根据相关设备单位所提供的预埋件尺寸图纸,使用专业绘图软件绘制模具加工图纸,如图3所示,采用数字化车床加工技术对模具一次性冲孔成型,严格控制模具螺栓孔的误差。模具加工完成后与预埋件螺栓孔进行严格核对。对于入场的卡控模具,现场技术人员需按委托合同进行验收,保证卡控模具符合图纸及规范要求。
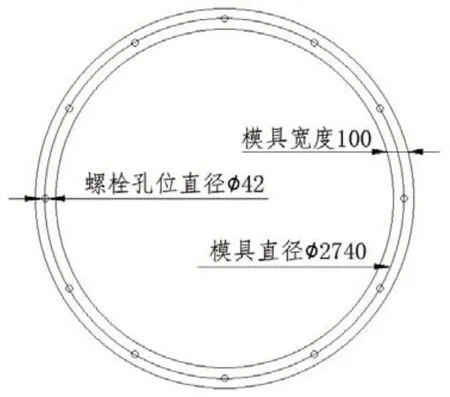
图3 模具加工示意图(单位:mm)
(3)支撑架安装。首先,作业人员依据图纸,开展测量工作;其次,核对编号模具组和检查预埋配件是否齐全,确定出每个编号模具的平面位置和方向,并对高程进行标识;最后,根据设计螺栓外露尺寸焊接模具支架,支架焊接时应对称焊接,保证模具水平高度。
(4)组合体安装。组合体拼装时应在模具底部安装双螺母,模具上部安装单螺母,且螺栓顶部外露不超过2丝,上下螺母均需拧紧。
(5)中心点复核。螺栓与模具吊装完成后,为保证组合体中心点位与结构重合,需人工移动组合体,直至中心点与螺栓起始方位无误为止。
(6)螺栓固定。组合体位置经确认无误后,采用电焊对模具和支架进行焊接,螺栓底部可采用扎丝进行绑扎,防止螺栓底部晃动产生误差。焊接完成后需对螺栓丝杆和模具采用透明胶带包裹,防止混凝土污染。
(7)混凝土浇筑。对于插入式振捣方法,要求插入点距离埋件间距约30cm,并根据混凝土强度及相关要求控制振动时间;为便于两层的结合,在振捣新一层混凝土时应稍插入到下层。当浆体出现不再下沉、无明显气泡、表面平坦泛浆等现象时,慢提振捣器。同时根据混凝土强度及相关要求再重复振捣一次[10]。
(8)模具拆除。模具在拆除过程中注意对模具的保护,不得暴力拆除,确保下次使用的精准度,模具拆除后进行有效保护,防止在放置过程中变形及损坏。
(9)成品保护。螺栓安装完成后在一般情况下不能立即安装设备及支架,同时在安装螺栓过程中无法避免磕碰,因此须采取以下措施对现场的螺栓进行保护[11]:清理干净螺栓外露部分的混凝土或杂物;将黄油涂抹在螺栓丝扣部分,并包裹塑料薄膜;对螺栓进行PVC塑料帽保护,塑料帽的直径比螺栓直径大1~2mm,长度等于螺栓外露长度。
5 效果分析
该项目应用高精度螺栓预埋施工技术,通过现场检测,上部结构安装全部合格。与传统技术相比,该技术应用效果如下:
(1)避免了传统技术造成的工程返工的成本以及资源浪费的问题,该技术的成功应用可减少项目的投入;
(2)利用高精度模具进行卡控预埋螺栓施工技术,相较于传统的螺栓预埋技术,该技术仅需要加工一套模具材料便可对相同位置预埋的螺栓进行重复卡控,经实践检验,每个基础的螺栓预埋施工均减少了人工及资源投入;
(3)节约了材料成本的投入。传统的螺栓预埋施工技术需要将相关的设备同时预埋施工,需增加钢管支架搭设的费用,而该技术可节省该部分的材料成本投入。
该案例说明,采用高精度模具进行卡控预埋螺栓施工技术不仅满足施工精度要求,还可直接节约建设成本,相较于传统技术更安全、高效。
6 结束语
本文提出的一种适用于精度要求更高的高精度螺栓预埋施工技术,该技术与传统施工技术相比,具有一定的经济和社会效益。
(1)高精度螺栓预埋施工技术与传统测量画线施工技术相比,精确度更高,节约了人力资源,避免了返工的风险,节约经济成本,降低了工程能耗。
(2)高精度螺栓预埋施工技术与连同设备一起预埋的施工方法相比,节约了钢管支撑搭设费用,降低了安全风险,确保后续工程顺利进行。
(3)施工全过程处于安全、稳定、快速、优质的可控状态,得到了业主和监理单位的肯定和好评,同时取得了良好的经济、社会和环保效益。
