考虑设备预防性维护的订单计划与调度问题研究
2023-12-25王明伟谭园园
王明伟 谭园园
摘要:针对无缝钢管热轧工序生产过程中订单的多元化、设备产能的有限性及设备的高磨损性等因素,文章研究了考虑设备预防性维护的热轧订单计划与调度问题,以最小化总余材长度和最大完工时间为优化目标建立数学模型。结合问题特征设计了改进的人工蜂群(Artificial Bee Colony, ABC) 算法进行求解,对侦查蜂阶段求解调度子问题的搜索策略进行改进,设计了考虑初始排序策略和局域优化策略的启发式算法。基于实际生产数据生成不同规模实验案例,实验结果表明改进的ABC算法在目标值优化效果上有显著提高,验证了算法的有效性。
关键词:设备预防性维护;热轧批量调度;订单计划;ABC算法
中图分类号:TP311 文献标识码:A
文章编号:1009-3044(2023)31-0118-04
开放科学(资源服务)标识码(OSID)
0 引言
我国是制造业大国,钢铁制造业是工业生产的支柱,生产过程的热轧工序基于客户订单需求将板坯订制成不同钢材成品,其过程的计划与调度问题是钢铁企业管理的重要问题之一[1]。合理的生产计划和调度方案可有效提高生产效率。
近些年,学者对热轧计划问题和调度问题展开了广泛研究。张浩等[2]研究了铝锭熔炼生产的订单组批问题,构建特种铝锭组炉优化模型;李洪泽等[3]考虑轧辊更换产生设备调整时间问题,以最小化最大完工时间为目标对轧制单元进行排序;周登举等[4]考虑加热炉容量的有限性,构建以最小化总完工时间、钢坯驻炉时间和轧机待机时间为优化目标的调度模型。但设备老化等因素会对实际生产造成影响,故本文对生产计划与调度和设备维护活动集成优化问题进行研究。
钢厂的生产管理中根据设备维护开始时间是否固定,分为固定周期和柔性周期两种维护方式,且柔性维护的灵活性与生产实际更符合。汪洋[5]研究了考虑机器调整时间的单机调度问题,通过决策检修位置缩短或消除機器闲置时间。许绍云[6]考虑不同轧制单元间不可进行机器检修的约束,构造以最小化最大完工时间、机器调整成本和提前、拖期时间为目标的数学模型。
鉴于上述分析,本文考虑设备柔性预防性维护,针对计划子问题,决策所有订单中无缝钢管在不同轧制单元内的分配和同一轧制单元内不同订单无缝钢管的加工顺序;针对调度子问题,决策设备预防性维护的开始时间和轧制单元间的调度时刻表。
1 问题描述
考虑无缝钢管的热轧生产阶段,因轧制单元计划编制过程中产生余材浪费和轧制单元间的机器调整时间与预防性维护开始时间的不同而造成总完工时间延后问题,提出了考虑预防性维护的订单计划与调度优化问题研究。热轧阶段抽象为单机环境,每一订单包含多种外径规格无缝钢管,给定订单内钢管信息和设备预防性维护周期,将轧制计划和调度方案的制定分为两步:1) 将订单中的无缝钢管按外径规格进行组批,具有相同外径规格的不同订单的无缝钢管为同一批次,以轧制单元长度的上限值为约束,生成多个轧制单元;2) 根据交货期、调整时间等约束条件,通过对轧制单元的加工顺序以及设备预防性维护的开始时间进行决策。本文以最小化总余材长度和最大完工时间为优化目标。下面对问题进行详细描述。
1.1 柔性设备预防性维护
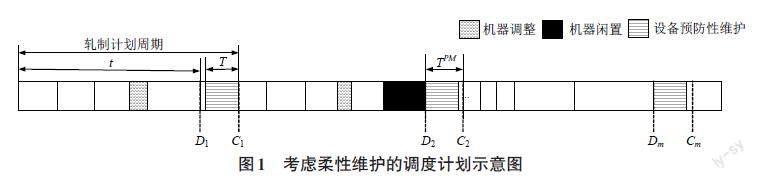
本文预防性维护的柔性是指在时间窗[Dm, Cm]内决策维护的开始和结束时间。m表示维护次数,Dm和Cm表示第m次维护的最早开始和最晚结束时间,维护时间窗周期为t,维护时长T和时间窗长度TPM为固定常量。图1为考虑柔性维护的调度计划示意图,前一次维护和下一次维护的完工时间之间的时间段为一个维护计划周期。
1.2 机器调整时间
在无缝钢管生产中,机器因加工多种规格钢管需对设备孔型、机架类型以及相关设备参数等进行调整而产生机器调整时间。根据文献[7]给出机器调整时间公式(1) ,其中Wh,h+1表示切换相邻轧制单元间的机器调整时间,Oh表示轧制单元h中钢管外径, a, b为模型参数, 依据实际情况进行设置。
[Wh,h+1=b+aOh+1-Oh] (1)
2 问题建模
2.1 符号定义
为了便于模型的描述和建立,给出符号和变量的定义如下:
1) 索引与集合
j为钢管索引号,j=1, 2, ..., J; i为订单索引号,i=1, 2, ..., I; m为预防性维护索引号,m=1, 2, ..., M; h为轧制单元索引号,h=1, 2, ..., H,Ω为轧制单元集合。
2) 参数定义
oj为钢管j外径规格;Oh为轧制单元h中钢管外径规格;Ph为轧制单元h的加工时长;lij为订单i中钢管j的长度;di为订单i的交付期;p为单位长度钢管加工时长;Lmax为轧制单元长度上限;T为预防性维护时长;TPM为预防性维护时间窗长度;t为预防性维护时间窗周期;Z为一个无限大正数;θij为若钢管j属于订单i为1,否则为0。
3) 决策变量
sjh为轧制单元h中钢管j的开始加工时间;Sh、Eh为轧制单元h的加工开始和完成时间;[SPMm、EPMm]为第m次预防性维护的开始和结束时间;[Wh1h2]为加工轧制单元h1和h2间机器调整时间。其中,0/1决策变量有:ηjh表示若钢管j属于轧制单元h为1,否则为0;[αh1h2]表示若轧制单元h1是轧制单元h2的直接前继为1,否则为0;βhm表示若轧制单元h加工位于第m和m - 1次预防性维护之间为1,否则为0;[yh1h2]表示若轧制单元h1和h2之间存在预防性维护为1,否则为0。
2.2 数学模型
[minmaxh∈ΩEh] (2)
[minh=1HLmax-i=1Ij=1Jθijηjhlij] (3)
St.
[sjh+lijp-Z2-ηjh-η(j+1)h≤s(j+1)h, h=1, 2, ..., H, i=1, 2, ..., I, j=1, 2, ..., J-1] (4)
[ηjhoj=ηj'hoj', j, j'=1, 2, ..., J, h=1, 2, ..., H, j≠j'] (5)
[h=1Hθijηjh=1, i=1, 2, ..., I, j=1, 2, ..., J] (6)
[θijsjh-Z(2-ηjh-ηj'h)≤θi'j'sj'h, di≤di']
[h=1, 2, ..., H, i, i'=1, 2,..., I, j, j'=1, 2, ..., J, i≠i', j≠j'] (7)
[j=1Ji=1Iθijηjhlij≤Lmax, h=1, 2, ..., H] (8)
[SPMm+T=EPMm, m=1, 2, ..., M] (9)
[SPMm-Dm≥0, Cm-EPMm≥0, m=1, 2, ..., M] (10)
[Dm=EPMm-1+t, Cm=Dm+TPM, m=1, 2, ..., M, EPM0=0] (11)
[EPMm-1+h=1HPhβhm+h1,h2=1HWh1h2αh1h2βh1mβh2m≤SPMm,m=1, 2, ...,M, EPM0=0] (12)
[EPMm-1-Z3-yh1h2-βh1(m-1)-βh2m≤Sh2, h1,h2=1, 2, ..., H,m=1, 2, ..., M, EPM0=0] (13)
[Sh 2≥1-yh 1h 2Eh 1+Wh 1h 2+Eh 1+Tyh 1h 2-Z3-βh 1(m-1)-βh 2m-αh 1h 2]
[h 1, h 2=1 , 2 , ..., H,m=1 , 2 , ..., M] (14)
[Eh=Sh+Ph, h=1 , 2 , ..., H] (15)
[Ph=j=1Ji=1Iηjhlijp, h=1 , 2 , ..., H] (16)
[Oh=ηjhoj, j=1, 2, ..., J, h=1, 2, ..., H]
[Wh1h2=1-yh1h2b+aOh2-Oh1, h1, h2=1, 2, ..., H] (17)
式(2) (3) 表示最小化最大完工時间和总余材长度目标,式(4) (5) 表示同一轧制单元中,同一时刻只能加工一根钢管且为一种外径规格,式(6) 表示一根钢管只能属于一个轧制单元,式(7) 表示同一轧制单元内不同订单的钢管按照订单交付期由早到晚加工,式(8) 表示每个轧制单元长度上限约束,式(9) 对预防性维护时间进行定义,式(10) (11) 表示预防性维护时间窗的开始和结束时间的计算,且维护需在时间窗内进行,式(12) (13) 表示每一轧制计划中维护需在轧制单元完工后进行且维护完成后立即开始下一轧制计划周期的加工,式(14) 表示若相邻轧制单元间有预防性维护,则维护结束后无须进行机器调整即可加工下一轧制单元,式(15) (16) 表示轧制单元的完工时间和加工时长计算,式(17) 对机器调整时间进行定义。
3 求解算法设计
针对本文问题特点和数学模型复杂性,采用ABC算法对问题进行求解。 ABC算法是Karaboba[8]提出模拟蜜蜂觅食特点完成优化的智能算法,被广泛应用于求解计划与调度问题,苏析超[9]针对甲板作业调度问题,引入差分进化的交叉变异策略提高ABC算法的种群搜索效率;陈暄[10]将改进的烟花算法与ABC算法融合,提高调度任务的求解效率。本文在传统ABC算法基础上,对侦察蜂阶段的搜索策略融合启发式算法进行改进,提高算法个体寻优能力。下面将对改进的ABC算法进行详细介绍。
3.1 编码
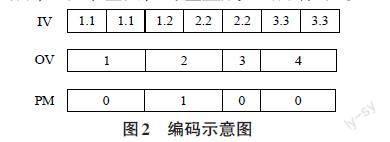
个体编码采用半编码基因匹配结构,分为订单IV、轧制单元OV和预防性维护PM层, OV层编码由IV层解码得到。IV层为浮点数编码,整数位为订单编号,小数位为钢管外径规格编号。OV层为整数编码,PM层为0/1编码。如图2所示,假设单位轧制单元长度上限为15米,订单1、 2中每根无缝钢管长度分别为6米和8米,则第2个基因位为轧制单元1的最后一根无缝钢管,IV层第1、2个基因位对应生成OV层编码1。
3.2 解码
对IV层编码相同小数位即同一外径规格的钢管进行长度求和,轧制单元长度上限值Lmax减去每个轧制单元长度求得对应余材长度,多个余材长度累加求和即为计划子问题目标值总余材长度。松弛预防性维护时间约束,根据每个轧制单元的完工时间确定预防性维护位置,取维护开始时间为[SPMm=max {Dm, Eh}],维护后加工的轧制单元的加工开始和结束时间加上后移时间差[SPMm+T-Eh],最后一个轧制单元的完工时间即为调度子问题目标值最大完工时间。
3.3 跟随蜂阶段邻域解产生
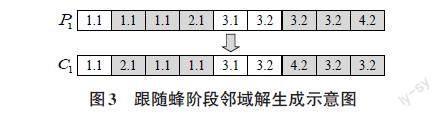
本文算法在IV和OV层采用逆序变异策略保证跟随蜂阶段产生一定数量新蜜源,以IV层为例如图3所示,随机选取父代P1的IV层染色体中基因段{1.1, 1.1, 2.1}和{3.2, 3.2, 4.2},按照逆序{2.1, 1.1, 1.1}和{4.2, 3.2, 3.2}重新插入染色体中得到子个体C1。
3.4 启发式算法
为提高侦查蜂阶段调度子问题的优秀个体筛选能力,针对编码OV层采用启发式算法产生新解,算法执行分为初始排序和局域优化两步,具体执行步骤如下:
1) 初始排序
首先将具有相同规格钢管的轧制单元为一个批次进行组批,然后将各个批次按照机器调整时间由小到大规则排序加工。各个轧制单元排入轧制计划周期中后确定维护时间,形成初始序列具有最小化总机器调整时间。
2) 局域優化
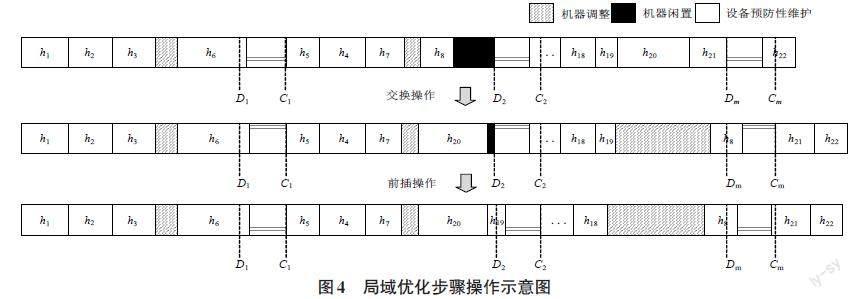
若维护前存在机器闲置时间,首先执行交换操作,交换当前轧制计划周期中最后一个轧制单元与后续轧制计划周期中的轧制单元的位置。若交换后仍无法消除闲置时间,则搜索后续轧制单元前插到交换后的轧制单元之后,如图4所示,交换轧制单元h8和轧制单元h20,将轧制单元h19前插在轧制单元h20后消除机器闲置时间。
4 数据实验
4.1 实验设计
本章实验基于Windows 10系统运行,采用C++编程实现,开发环境为VS 2019, MATLAB R2021a绘制仿真图。本文对某大型无缝钢厂的生产数据整理并使用。实验数据设置如下:初始解个数100,轧制单位长度钢管的时间1分钟,设备最小维护开始时间为30分钟,40分钟为一个周期,维护时间窗长度为10分钟,维护时长5分钟,机器调整时间根据式(17) 计算, 取a = 0.1,b = 1,轧制单元长度上限为15米, NSGA-Ⅱ的交叉、变异概率分别取0.95和0.05,算法最大迭代次数为100。每一订单中钢管规格数为 [3, 6]个,对应外径规格为[0.3, 1]米,钢管数量为[1, 50]根,不同订单钢管长度为[1, 4]米。基于上述参数设置7组不同规模测试案例,采用NSGA-Ⅱ、ABC算法和改进的ABC算法对样本数据进行实验,给出实验结果并进行分析验证算法有效性。将算法所得非支配解中最优解作为该次运行结果,运行5次后取均值作为案例最终结果。
4.2 实验结果分析
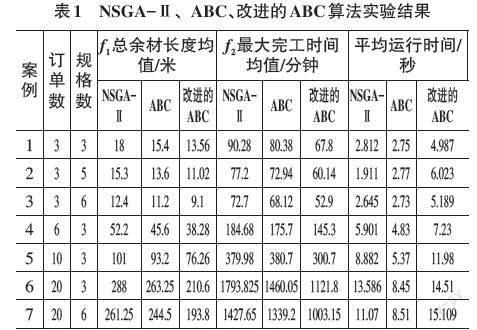
实验结果如表1所示,其中目标函数为f1总余材长度和f2最大完工时间。
1) NSGA-Ⅱ、ABC算法和改进的ABC算法实验结果分析
改进的ABC算法较NSGA-Ⅱ和ABC算法求得的目标值更优。对比相同订单数不同钢管规格数,相同钢管规格数不同订单数的案例,改进的ABC算法优化效果都好于ABC算法。改进的ABC算法求解时间略长于NSGA-Ⅱ和ABC算法,但改进的ABC算法仍能在可接受时间范围内实现满意的求解,符合实际应用需求。
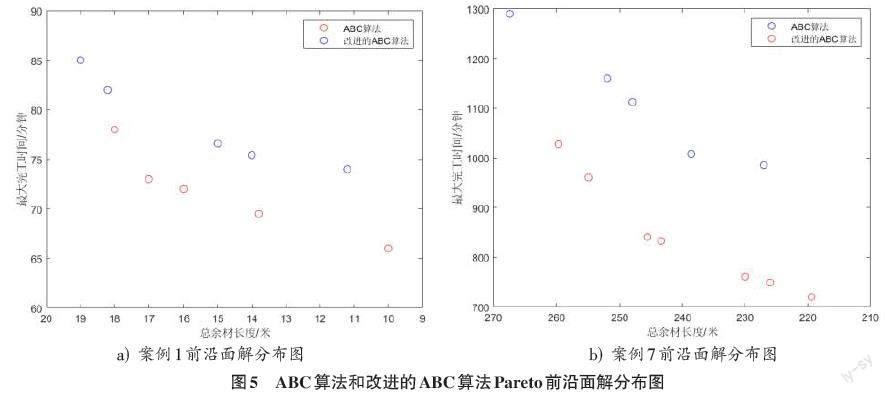
2) 改进的ABC算法和ABC算法的Pareto前沿面分析
绘制改进的ABC算法与ABC算法的Pareto近似最优解集的散点图进行对比,图5a、图5b给出案例1、7的Pareto近似最优解分布图为例。可看出改进的ABC算法解集中每个解均位于ABC算法下方并具有一定的偏移量,达到了优化效果。
5 结论
本文在最小化总余材长度和最大完工时间目标下, 研究并建立考虑设备预防性维护的热轧订单计划与调度数学模型,提出了一种结合启发式算法的改进ABC算法对侦察蜂阶段调度子问题的搜索策略进行优化。选用NSGA-Ⅱ,ABC算法与改进的ABC算法进行仿真实验对比,实验结果表明,改进的ABC算法具有良好的优秀个体筛选能力与解集收敛性。
参考文献:
[1] ZHANG B,WANG G S,YANG Y,et al.Solving the Order Planning Problem at the Steelmaking Shops by Considering Logistics Balance on the Plant-Wide Process[J].IEEE Access, 2019, 7:139938-139956.
[2] 张浩,库涛,张丁一.考虑订单组批特性的特种铝锭组炉优化[J].控制理论与应用,2019,36(10):1492−1501.
[3] 李洪泽,凌卫青,刘飞翔.面向人机物三元数据的热轧调度问题研究[J].控制与决策,2021,36(11):2825-2832.
[4] 周登举,王韦.炉容受限的加热炉-热轧集成调度模型与算法[J].价值工程,2022,41(34):105-108.
[5] 汪洋,吴子轩,李铁克,王柏琳.考虑柔性机器检修的钢管热轧批量调度方法[J].控制理论与应用,2019,36(9):366-372.
[6] 许绍云,王雷,李铁克,刘玉琢.圆钢热轧批量调度的多目标优化方法[J].工业工程与管理,2015,20(5):143-150.
[7] 吴子轩,李铁克,张文新.考虑机器检修的热轧钢管批量计划方法[J].控制理论与应用,2017,34(9):1251−1259.
[8] KARABOGA D,AKAY B. A comparative study of artificial bee colony algorithm[J].Applied Mathematics & Computation, 2009, 214(1):108-132.
[9] 苏析超,伍恒,崔荣伟,等.基于边际-人工蜂群算法的舰载机机群出动保障人员配置-调度联合优化方法[J].北京航空航天大学学报,2020,46(11):2056-2068.
[10] 陈暄,王大伟,王常亮,等.基于IFWA-ABC的云计算资源任务调度算法的研究[J].计算机应用研究,2019,36(10):3022-3026.
【通联编辑:闻翔军】
