纤维包自动除带及拆袋机割袋装置设计
2023-12-19胡文斌裴泽光
刘 琰 胡文斌 庄 辉 裴泽光
(1.东华大学,上海,201620;2.军需能源质量监督总站济南质量监督站,山东济南,250022)
当前纺纱生产过程中,纤维包的运输、拆包和排包等流程均由工人进行手工操作,人工操作不仅效率较低,且操作人员劳动强度大。在目前我国劳动力成本不断上涨、制造业向自动化智能化转型的背景下,急需采用自动化的机械装置代替人工实现纤维包的拆包、搬运及排包工作,以提高生产效率,降低生产成本[1-2]。纤维包的割袋工作具体是指通过侧面割袋装置与底面割袋装置将包裹在纤维包外面的塑料包装袋割破。与之相似的工作在其他行业中也有需求[3-5],但在纺织工业中与纤维包自动化割袋与回收装置有关的设备鲜有报道。在我们团队的前期研究中,提出了一种适用于直行往复式自动抓棉机的纤维包除带及拆袋机设计方案[6-7]。在该设备中,塑料包装袋的去除和收集主要由底面割袋装置、侧面割袋装置、除袋装置配合完成(如图1 所示),其中底面割袋装置和侧面割袋装置是去除包装袋的核心装置。底部割刀将棉包底部沿底面对角线割开包装袋,侧面割刀沿棉包直立的两条棱线割开包装袋,利用侧面割刀对面的夹爪将割开的包装袋从棉包上扯去并集中回收。为此,本研究对上述装置进行了设计及计算。
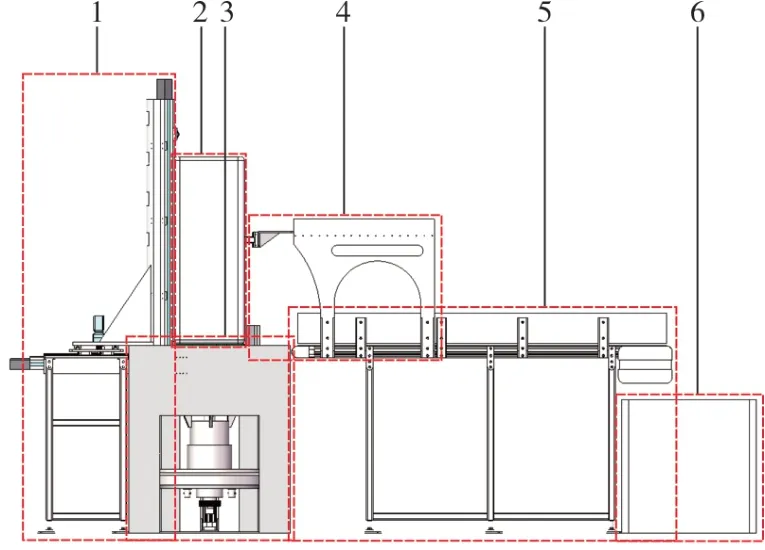
图1 塑料包装袋去除和收集装置结构示意图
1 塑料包装袋去除回收装置的结构
1.1 底面割袋装置
如图2 所示,底面割袋装置由台面主体和底部割袋装置组成。台面主体主要负责棉包的承载传送,底部割袋装置负责在棉包底面将塑料包装袋沿底面对角线割开一个十字开口,并将棉包顶起一定高度,以便除袋装置将塑料包装袋从棉包上除去。
如图3 所示,台面主体包含割包台、台面上的皮带、滚轮、电机、齿轮、轴承及轴承底座等部分。割包台表面设置若干矩形凹槽,轴承底座安装在凹槽两端,轴承安装在轴承底座上,滚轮通过两端与轴承配合安置于台面上的凹槽内,用于支撑皮带并为其传递动力,动力由电机提供,并通过齿轮啮合传递。另外,台面上还设置有异形孔,供底部割袋装置透过,异形孔夹角为α,设有限位板以限制棉包行进过程中的位置及姿态。台面两端各设置有5 条皮带负责棉包的传送,以一端为例,5 条皮带平行放置,一端绕在同一个主动滚轮上,另一端各自绕在相对应的滚轮上。台面中央还设置有两个无动力的皮带轮,以起到承接的作用。整体上,皮带传送平铺于台面上除异形孔以外的地方。至此,台面主体通过设置在割包台表面的皮带传送机构便可实现棉包的传送工作。
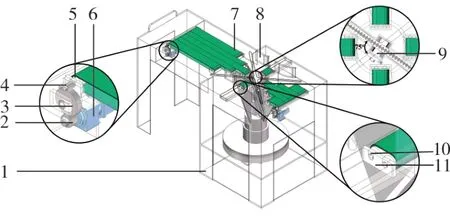
图3 台面主体
底部割袋装置的组成如图4 所示,包含电机、行星减速器、斜齿轮、深沟球轴承、止推轴承、圆形底盘、油缸、顶包架和锯齿刀具装置。其中电机安装在割包台底部,电机输出轴连接一个行星减速器,减速器输出轴连接斜齿轮,圆形底盘安装在割包台的下部圆形槽上,圆形底盘下部安装有止推轴承、斜齿轮以及两个深沟球轴承,止推轴承与割包台下部圆形槽底面接触,支撑整个底部割袋装置的旋转,两个深沟球轴承与割包台下部圆形槽的圆柱面接触,用以保证底部割袋装置旋转的径向稳定。第一油缸安装在圆形底盘上,第二油缸和顶包架都安装在第一油缸的输出杆上,顶包架的夹角α=75°,锯齿刀具装置安装在第二油缸的输出杆上,并且与顶包架保持α/2 的夹角。至此,底部电机可以通过齿轮啮合驱动整个底部割袋装置的旋转,第一油缸可以驱动顶包架的上下移动,第二油缸可以驱动锯齿刀具装置的上下移动。
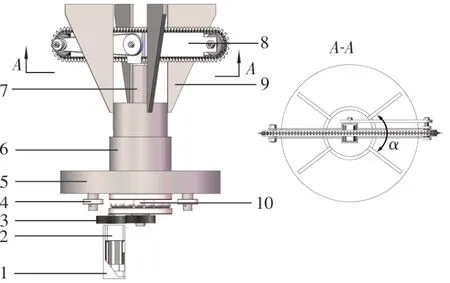
图4 底部割袋装置
锯齿刀具装置的组成如图5 所示,包含刀具、齿形带、锯齿刀架、电机、齿形轮、皮带以及皮带轮等。其中刀具通过刀具底座安装在齿形带上,齿形轮安装在锯齿刀架两端,电机安装在锯齿刀架的中央,大皮带轮安装在电机输出轴上,小皮带轮安装在锯齿刀架一端的齿形轮轴上。综上所述,电机通过皮带轮驱动齿形轮转动,从而带动齿形带转动,以实现切割功能。
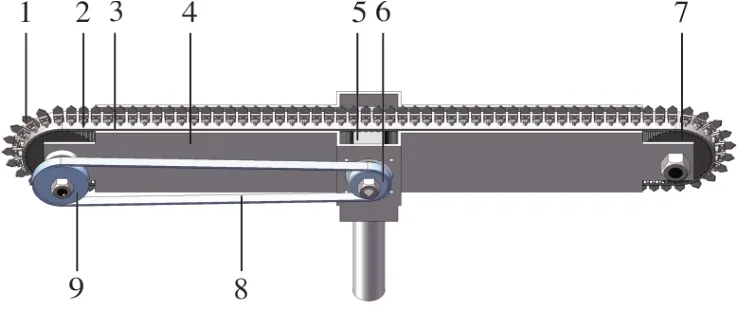
图5 锯齿刀具装置
1.2 侧面割袋装置
侧面割袋装置由3 部分组成,如图6 所示,包含割袋装置、滑动装置和脚架。割袋装置主要负责在棉包侧面沿棉包两条棱线将塑料包装袋割开,滑动装置主要负责割袋装置在底面上的移动。

图6 侧面割袋装置的组成
侧面割袋装置的割袋装置组成如图7 所示,包含装置主体、两个丝杠模组、刀具、刀具底座和两个限位杆。两个丝杠模组安装在装置主体两侧,刀具通过刀具底座安装在丝杠模组上,以完成上下移动割开棉包的塑料包装袋的工作,限位杆安装在装置主体上,用以辅助割袋装置与棉包的定位。
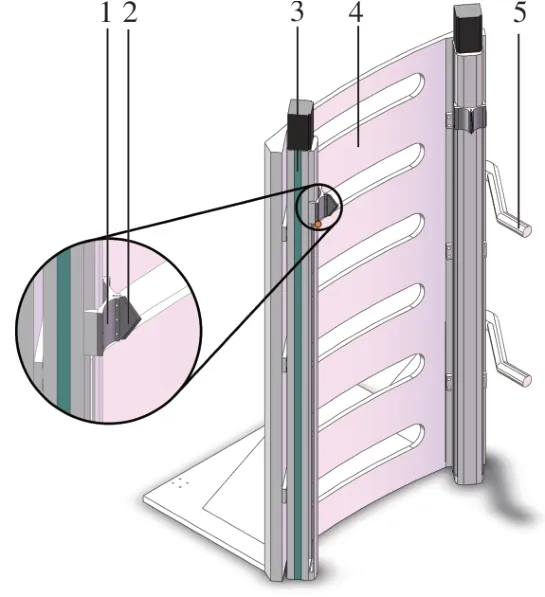
图7 侧面割袋装置的割袋装置
侧面割袋装置的滑动装置如图8 所示,包含底板、中间底板、丝杠模组、中间底板连接件、底板连接件、齿条、齿轮、电机、滑轨和滑块等。其中,丝杠模组安装在底板中央的凹槽内,两组滑轨也安装在底板上,中间底板通过滑块与底板上的滑轨相连接,又通过中间底板连接件与丝杠模组相连;同时,中间底板上安装有齿条和两组滑轨,割袋装置通过滑块与中间底板上的滑轨相连接。电机安装在割袋装置的装置主体上,电机输出轴上安装齿轮并与安装在中间底板上的齿条相啮合。最后,底板通过底板连接件与脚架相连接。至此,底板上的丝杠模组可以驱动中间底板进行纵向平移,电机通过齿轮齿条的啮合可以驱动割袋装置横向平移,即割袋装置能够完成两个方向的平动。
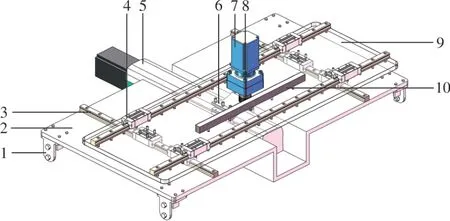
图8 侧面割袋装置的滑动装置
1.3 除袋装置
除袋装置的组成如图9 所示,包含支架主体、滑台气缸、滑动板、手指气缸、夹板、滑轨以及滑块等。其中,两组滑轨安装在支架主体的内部侧面,滑台气缸安装在支架主体的背部顶面,滑动板通过滑块与两组滑轨相连接,同时与滑台气缸的活动部件相连接,手指气缸安装在滑动板的前面,夹板安装在手指气缸的活动部件上,以完成夹持动作,最后支架主体通过螺栓连接在皮带机上。至此,滑台气缸能够驱动滑动板和手指气缸前后移动,手指气缸能够驱动夹板完成夹持。
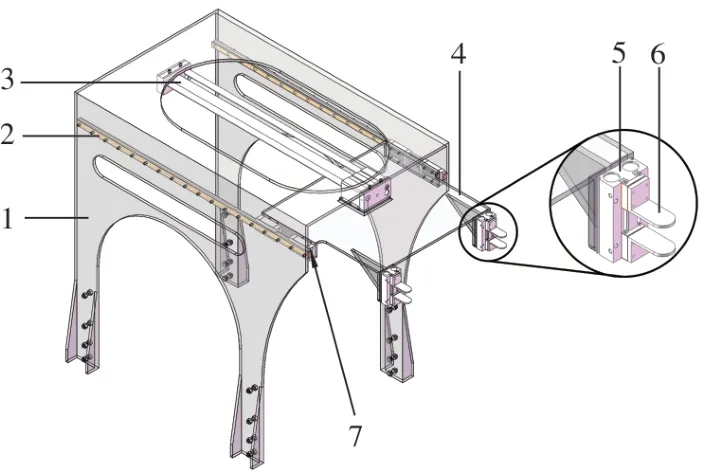
图9 除袋装置
2 锯齿刀具的设计
2.1 锯齿刀具同步带的选型设计
锯齿刀具安装在同步带上,跟随同步带运动,故对同步带计算选型。同步带设计功率Pd的计算公式如下。
式中:KA为工况系数,F为工作负载(N),v为同步带速度(m/s),m为锯齿刀具转动部件的总质量(kg),a为锯齿刀具的转动加速度(m/s2),u为考虑刀具与棉包之间摩擦力和切割力的安全因子。式(1)~式(3)中相关参数查询机械手册如下:KA=1.6,v=6 m/s,m=5 kg,a=6 m/s2,u=1.5。可求得同步带设计功率Pd=288 W。
根据以上求得的同步带设计功率与转速,查询机械手册,选择L 型带:节距为9.525 mm,基准宽度为25.4 mm。锯齿刀具同步带的两个带轮应大小一致,故初选带轮齿数为18,节圆直径为54.57 mm。带长L0的计算公式如下。
式中:a0为轴间距(mm),d1、d2分别为两带轮节圆直径(mm)。其中,轴间距a0初定950 mm。代入参数得到L0=2 071.44 mm。查询相关机械手册,选取带长代号为840 的L 型同步带,其节线长LP=2 133.60 mm,节线长上的齿数z=224。实际轴间距a=a0+(LP-L0)/2,代入参数得到实际轴间距为a≈981.08 mm。
基本额定功率P0计算如下。
式中:P0为额定功率(kW),Ta为基准宽度同步带的许用工作拉力(N·m),m为基准宽度同步带单位长度的质量(kg/m),v为同步带转速。相关参数查询相关机械手册如下:Ta=244.46 N·m,m=0.095 kg/m,v=6 m/s。 计 算 得 到P0=1.446 24 kW。
所需带宽计算公式如下。
式中:bs为实际带宽(mm),bs0为基准带宽(mm),kz为修正系数。式(6)中相关参数查询相关机械手册如下:bs0=25.4 mm,kz=1。带入参数求得同步带带宽bs≥6.17 mm,一般还要求bs 综上所述,同步带主要参数:节距9.525 mm,轴间距981.08 mm,带宽25.4 mm,带长2 133.60 mm,齿数为224。同步带轮主要参数:齿数18,节圆直径54.57 mm。 锯齿刀具采用电机作为驱动部件、普通V 带作为传动部件,将动力传递给同步带。首先计算电机所需的输出功率,依据式(5),执行机构所需的工作功率即为同步带的额定功率,即Pw=P0=1.446 24 kW,查询相关机械手册,V 带传动效率为0.96。代入即可得到电机所需的输出功率为Pd=1.506 5 kW。因此,选择Y90L-2 型号的标准电机,额定功率Pe=2.2 kW,转速n1=2 840 r/min,效率η=0.805,质量m=25 kg。 V 带的设计功率计算如下。 式中:PC为设计功率(kW),KA为工况系数,Pe为V 带传递的功率(kW)。相关参数查询机械手册如下:KA=1.2,Pe=2.2 kW。代入参数计算得到V 带的设计功率PC=2.64 kW。 根据V 带的设计功率P以及主动轮转速,查询相关机械手册可知,选择Z 型普通V 带。Z 型普通V 带的最小基准直径为50 mm。因此取主动轮基准直径为dd1=63 mm。从动轮基准直径dd2的计算公式如下。 式中:n1为主动轮转速(r/min),n2为从动轮转速(r/min),v为同步带速度(m/s),d为同步带齿轮节圆直径(mm)。由2.1中可知d=54.57 mm。带入参数计算得到从动轮转速n2=2 100 r/min,从动轮基准直径dd2=85.2 mm。查询相关机械手册,取直径为标准值,dd2=85 mm,则实际传动比为经计算V 带同步带速度在5m/s~25m/s,故带速合适。 初选中心距a0的要求如式(10)所示。V 带的基准长度L0的计算公式如式(11)所示。实际中心距a的计算公式如式(12)所示。小带轮包角α1计算如式(13)所示。式中:Ld为标准基准长度(mm)。 根据式(10),初选中心距a0=475 mm,则可得L0=1 182.73 mm。查询相关机械手册[8]取标准基准长度Ld=1 080 mm,计算实际中心距a≈423.635 mm,小 带 轮 包 角α1=177.02°>120°。包角满足V 带设计要求。 综上所述,Z 型V 带的主要参数:小带轮直径63 mm,大带轮直径85 mm,传动比1.35,中心距423.635 mm,基准长度1 080 mm。 底部割袋装置转动平台的工作为驱动锯齿刀具与顶包架上下移动以及底部割袋装置旋转。具体来说,锯齿刀具与顶包架的上下移动由一个二级油缸驱动,底部割袋装置的旋转由电机驱动,并采用齿轮作为传动部件。 锯齿刀具的驱动被称为第二油缸,其工作负载主要为锯齿刀具整体的重力,锯齿刀具的质量约为10 kg,则第二油缸的工作负载F0=98 N。第二油缸的参数要求负载98 N,行程200 mm,安全系数n=1.25,负载率β=0.75。第二油缸输出力FP计算如式(14)所示。 由式(14)计算得第二油缸输出力FP=163.3 N。初选设计压力P0为0.2 MPa;初选缸径与杆径比为0.5,即d=0.5D。 缸径D计算如式(15)所示,重新校核第二油缸工作压力Pn2计算如式(16)所示。 由式(15)计算得到缸径D=32.28 mm,圆整为D=32 mm,因此杆径d=16 mm。由式(16)可得第二油缸工作压力Pn2=0.270 7 MPa。 顶包架的驱动被称为第一油缸,其工作负载主要为锯齿刀具与顶包架的总重力,锯齿刀具与顶包架的总质量约为30 kg,则第一油缸的工作负载F=m×g=30×9.8=294(N)。第一油缸的参数要求:负载294 N,行程120 mm,安全系数1.25,负载率0.75。计算得到第一油缸输出力FP=490 N。初选设计压力P0为0.2 MPa;初选缸径与杆径比为0.5,即d=0.5D。可得D=55.93 mm,圆整到标准缸径D=50 mm,因此d=25 mm。重新校核其工作压力,得第一油缸工作压力Pn1=0.332 7 MPa。 综上所述,第一油缸的最小工作压力0.332 7 MPa,缸径50 mm,行程120 mm~200 mm。第二油缸的最小工作压力0.270 7 MPa,缸径32 mm,行程200 mm~280 mm。 底部割袋装置的旋转由电机驱动,其工作负载主要为安装在圆形底盘下止推轴承自身的摩擦力。查询相关机械手册,取止推轴承的动摩擦因数为0.001 5;产生摩擦力的正压力为底部割袋装置的重力,底部割袋装置的质量约为150 kg,则重力G=1 470 N,底部割袋装置所受摩擦力F=2.205 N;止推轴承半径约为200 mm,因此电机的工作负载M=0.441 N·m。 根据电机工作负载(最大负载)计算电机输出功率Pd,如公式(17)所示。 式中:Pd为电机所需的输出功率(kW),Pw为执行机构所需的工作功率(kW),η为电机到执行机构间传动装置的总效率,M为最大工作负载(N·m),ω为执行机构的工作速度(r/min)。查询相关机械手册,选取传动装置的总效率为η=0.90,底部割袋装置转动速度ω=120 r/min,最大工作负载M=0.441 N·m,则电机工作的输出功率Pd=0.006 1 kW。 最终选择型号为5IK40RGN-CF 型标准电机,电机额定功率0.040 kW,转速1 400 r/min,效率0.75,质量8 kg。采用速比为6 的行星齿轮减速器;大齿轮参数:齿数40,模数1.5,直径60 mm,齿宽30 mm,精度等级8,材料40Gr。小齿轮参数:齿数20,模数1.5,直径30 mm,齿宽30 mm,精度等级8,材料45 钢。 滑动装置的工作为承载整个侧面割袋装置完成水平移动。因此,滑动装置的工作负载为侧面割袋装置移动时的动摩擦力。 滑动装置所承载的总质量约为125 kg,滑块与滑轨之间的动摩擦因数取0.15 进行核算,则侧面割袋装置移动时的动摩擦力,也即滑动装置的工作负载F=125×9.8×0.15=183.75(N)。 箱体运载机构同样采用电机作为驱动,行星减速器、齿轮齿条作为传动机构。电机的选型设计与底部割袋装置的电机选型设计大体一致,计算过程在此不再赘述。最终选择6IK250RA-C 标准电机,电机额定功率0.250 kW,转速1 350 r/min,质量6 kg。 本研究介绍了一种面向直行往复式自动抓棉机的纤维包自动除带及拆袋机割袋装置结构,对割袋装置进行了设计。根据割袋锯齿的负载对同步带、V 带及电机进行了具体选型;通过锯齿机构和顶包架的工作负载及工作速度作出了油缸与电机选型。该装置为有效替代传统的人工除带工作提供了解决方案,得到的结论如下。 (1)锯齿刀具同步带的节距9.525 mm,轴间距981.08 mm,带宽25.4 mm,带长2 133.60 mm,齿数为224。同步带轮主要参数:齿数18,节圆直径54.57 mm。 (2)锯齿刀具的传动采用Z 型V 带其小带轮直径63 mm,大带轮直径85 mm,中心距423.635 mm,基准长度1 080 mm。 (3)底部割袋装置顶包架第一油缸的最小工作压力0.332 7 MPa,缸径50 mm,行程120 mm~200 mm。第二油缸的最小工作压力0.270 7 MPa,缸径32 mm,行程200 mm~280 mm。 (4)底部割袋装置旋转平台的电机选取5IK40RGN-CF 型标准电机。大齿轮齿数40,模数1.5 mm,齿宽30 mm。小齿轮齿数20,模数1.5 mm,齿宽30 mm。 (5)侧面割袋装置箱体运载机构电机选取6IK250RA-C 型标准电机。2.2 V 带及电机选型
3 底部割袋装置的转动平台设计
3.1 油缸选型
3.2 电机选型
4 侧面割袋装置的滑动装置设计
5 结论
