细纱摇架的变革与展望
2023-12-18吉宜军范正春崔益怀鲁建平
吉宜军,范正春,崔益怀,鲁建平
(南通双弘纺织有限公司,江苏 海安 226661)
0 引言
50年前,细纱牵伸加压系统采用的重锤加压机构只是摇架的雏形,经过半个世纪发展,现如今的细纱摇架不仅型号众多、款式各异,而且性能强大[1]。笔者公司创建发展46年来,对各时期具有代表性型号摇架的特性、成纱质量、使用维护等均有一定了解,就此进行分享。
1 细纱摇架的分类与要求
1.1 细纱摇架的分类
细纱摇架是牵伸装置中最基础的专件之一,其基本作用是对牵伸罗拉施加压力,并对胶辊、上销实施握持定位。通常情况下,摇架按压力源进行分类,可分为弹簧加压摇架和气动加压摇架两大类。弹簧加压摇架又分为圈簧加压摇架和板簧加压摇架;气动加压摇架又分为气囊加压摇架和气缸加压摇架,而气囊加压摇架又分为整体式气囊杠杆式加压摇架和独立气囊直压式加压摇架两类[2]。
1.2 细纱摇架的要求
随着纺纱原料多样化、工艺流程简短化、生产效率高速化的不断发展,对细纱牵伸加压摇架要求如下。
a) 应提供可靠、足够、稳定、持久的压力,且台间、锭间压力差异小。
b) 对牵伸工艺、胶辊规格型号的适应性强,能满足牵伸工艺正确上机要求,前、中、后胶辊三轴线的平行度要好,确保牵伸器材正常运行。
c) 操作、管理、维修便捷,加压、调压、卸压方便省力,遇到较长时间停车时,能方便地实现半卸压。
d) 吸振性能好,使牵伸罗拉的振动较少地传递到机架上。
e) 摇架结构简洁、外形美观。
加压元件质量、加压组件型式、锁紧机构固定方式及气动系统的有效性,是实现以上牵伸加压摇架基本要求的基础,也是实现摇架特性和功能的决定性因素。
2 摇架的雏形——重锤加压机构
1977年10月,建厂伊始,笔者公司购进6台1292型细纱机,该机型为建国后第一代棉纺环锭细纱机,罗拉8锭1节,直径为22.23 mm,设计总牵伸倍数为14~20倍,但实际总牵伸倍数未达14倍,纺纯棉29.16 tex以上的粗号纱时,最大锭速约为10 kr/min,千锭时产量约为25 kg。
1292型细纱机牵伸加压机构由工字架、重锤、重锤钩、胶辊扎钩、轻质辊等组成,是一种重锤加压机构,结构如图1所示。其牵伸型式为上、下胶圈+上销的重锤加压牵伸,通过调节重锤钩上的刻度实现不同的重锤压力,之后重锤压力被传递到胶辊扎钩上,对前档胶辊及上销施加压力,而后罗拉则由轻质辊加压。
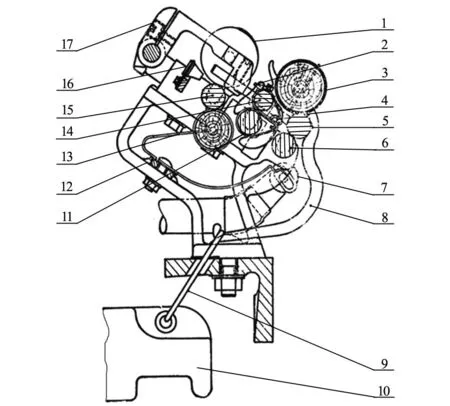
1—长变换销;2—胶圈架;3—上木辊;4—上、下胶圈;5—前上罗拉;6—前下罗拉;7—笛管;8—胶辊扎钩;9—重锤钩;10—重锤;11—中下罗拉;12—罗拉座;13—后绒辊弹簧;14—中上罗拉;15—后下罗拉;16—喇叭口;17—工字架。图1 重锤加压牵伸机构结构
因多方面因素限制,1292型细纱机重锤加压的效果受到影响,如重锤刻度不同、重锤钩和胶辊扎钩磨损、弹性衰退及变形等,均会对中区和前档加压产生较大影响;而工字架磨损、三列胶辊轴心磨灭,会使三列胶辊偏移三列罗拉,导致纤维握持距不同、前胶辊前冲位置不一致,直接影响牵伸器材的工艺尺寸。
3 圈簧摇架
3.1 TF18-115型圈簧摇架
20世纪70年代,笔者公司使用的第1款摇架为TF18-115型圈簧摇架,其结构如图2所示。
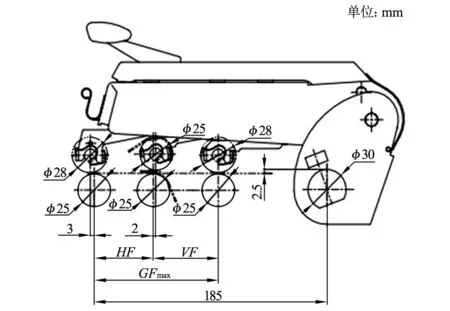
图2 TF18A-115型摇架结构
该摇架三区压力:前区分别为110 N/双锭、150 N/双锭,中区为100 N/双锭,后区为125 N/双锭;前、中、后胶辊握持尺寸为φ9.5 mm×16 mm;摇架前、后罗拉最大中心距为115 mm;摇架上抬后,可在50°和110°两档进行定位。
TF18-115型摇架安装简便、操作简单,用摇架高度塞规可调节一定的压力。摇架的中、后胶辊加压杆位置,可以随罗拉中心距的变化而调整;胶辊有自调平行作用,前胶辊前冲位置可通过摇架支杆与前罗拉的中心距离调节。
随着使用时间的增加,该型摇架会出现以下问题:① 胶辊握持点夹簧弹性衰退;② 生产过程中绕罗拉、绕胶辊,使胶辊位置歪斜;③ 前胶辊压力调节块转动失效;④ 锁紧机构因锈蚀而失效,摇架掀起角度不一致;⑤ 摇架体与罗拉垂直度变差,导致前、后胶辊与罗拉不在同一平行位置;⑥ 由于长时间加压,导致摇架三区加压圈簧弹性衰退,使三区压力差异增大,成纱质量不稳定,甚至出现纤维牵伸不良等问题。
3.2 YJ2系列圈簧摇架
YJ2系列摇架在笔者公司有一定规模的用量。从20世纪80年代中后期起,国内开始设计、生产YJ2-142型圆柱螺旋弹簧加压摇架。随着工业制造水平地不断提高,国产弹簧摇架的发展历经YJ2-142型仿造,YJ2系列完善,YJ20系列、YJ200/210系列追赶,再到YJ200A/210A系列达到国际领先水平。
YJ2系列摇架采用圆柱螺旋弹簧加压,前、中加压杆采用套装结构,前、中、后罗拉压力有多种组合:YJ2-142型、YJ2-142A型、YJ2-142C型摇架前区可调压力为100 N/双锭、140 N/双锭、180 N/双锭;YJ2-142E型摇架前区可调压力为110 N/双锭、150 N/双锭、190 N/双锭、230 N/双锭,适用于集聚纺机台;YJ2-142C型和YJ2-142E型弹簧加压摇架是在YJ2-142A型摇架基础上,分别在中、后加压区增加了一档压力,中区有100 N/双锭、140 N/双锭二档压力值可供选择,后区有120 N/双锭、160 N/双锭二档压力值可供选择,通过支架背面的中、后区压力调节块调节。
3.3 YJ20型圈簧摇架
YJ20型摇架开始采用整体手柄结构,在摇架座与支杆轴形状配合处加工有异形孔,通过拧紧摇架座上2个固定螺钉来紧固摇架;通过偏心销进行工作高度调节,实现摇架固定与调压分离,使摇架固定更加可靠,各机件受力更加稳定。因其对摇架支杆轴V型槽角度精度要求高,但实际加工精度无法保证而未能推广。
3.4 YJ200/210型及YJ200A/210A型圈簧摇架
YJ200/210型摇架,消除加压结合件的浮动设计,采用架体与支架间小间隙配合特殊设计;锭间压力平衡设计,使同套摇架两锭之间压力稳定一致,可有效降低加压锭差;前、中、后三加压结合件单独加压,可单独拆卸、安装和更换;前、中、后压力细分多达64种(4×4×4)组合,适宜多品种、多工艺参数纺纱;前胶辊的有效前冲量为2 mm~7 mm,为多种工艺试验及安装集合器提供方便;互换性好,与YJ2型摇架安装尺寸完全相同,可直接更换升级。
YJ200A/210A型摇架是在保持YJ200/210型摇架特性基础上,新增了长时间停车时单套前、中、后三区整体半释压功能;其采用合金材料一次压铸成型的加压鞍与金属夹簧完成胶辊握持,使胶辊握持稳定可靠;摇架固定设有防松动功能,延长工作高度调整周期;从工作状态转为半释压状态掀摇架时,胶辊移动距离小。YJ200A-145型摇架如图3所示。

1—捏手;2—手柄;3—垫片;4—螺钉;5—摇架轴;6—手柄盖;7—摇架座端盖;8—拨叉捏手;9—固定螺钉;10—调节螺钉;11—防松弹簧;12—摇架座;13—摇架体;14—后加压结合件;15—中加压结合件;16—前加压结合件;17—绒辊架。图3 YJ200A-145型摇架
3.5 PK2025型和PK2025+型圈簧摇架
PK2025型圆柱螺旋弹簧摇架是笔者公司从2002年开始选用的主款细纱摇架,如图4所示,属于PK2000系列牵伸加压摇架。该系列摇架由德国欧瑞康(Oerlikon,原SKF)于20世纪90年代设计和制造,前区可调压力为100 N/双锭、140 N/双锭、180 N/双锭、60 N/双锭,中区可调压力为100 N/双锭、140 N/双锭,而后区可调压力为120 N/双锭、160 N/双锭。PK2000系列在前罗拉加压上增加了半卸压(60 N/双锭)功能,使上胶辊长久停机不变形。
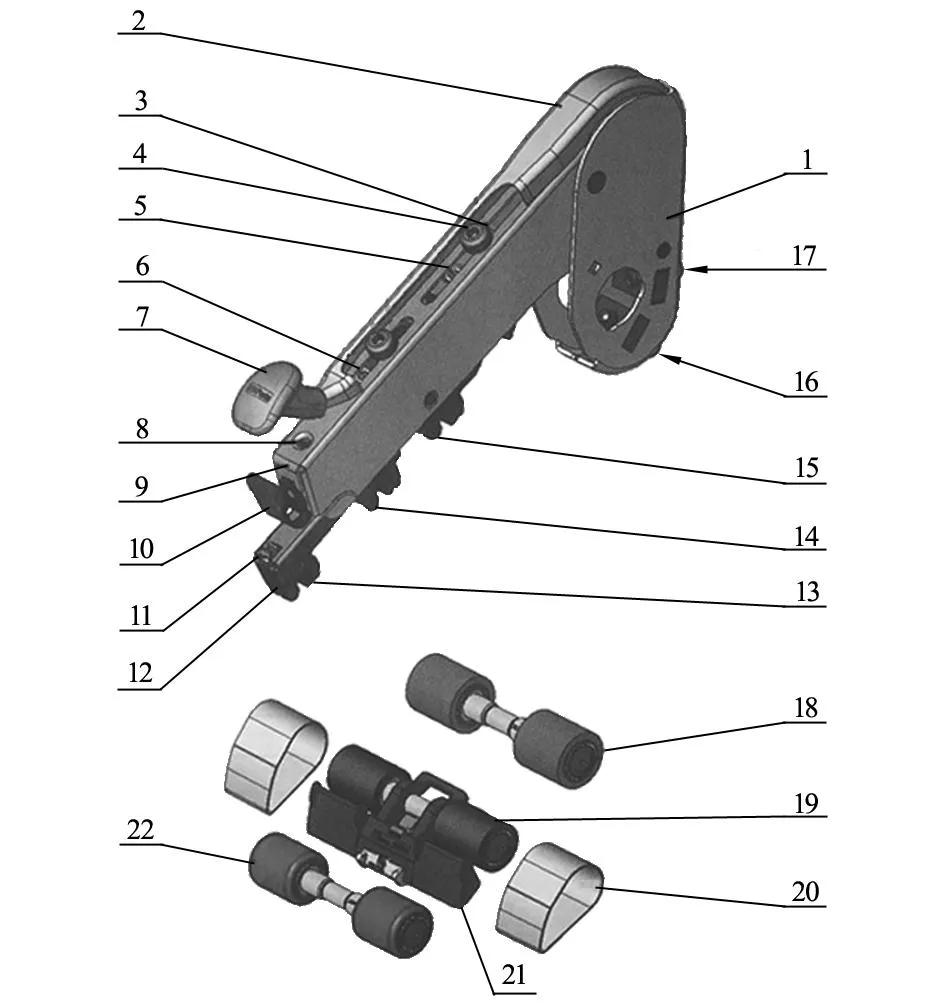
1—摇架座;2—手柄;3—垫圈;4—螺钉;5—后偏心块压力调节螺钉;6—中偏心块压力调节螺钉;7—手柄捏手;8—前胶辊平行度调节螺钉;9—摇架体;10—绒辊弹簧;11—前胶辊压力调节块;12—前握持座;13—鞍形弹簧;14—中握持座;15—后握持座;16—高度调整螺钉;17—锁紧螺钉;18—后胶辊;19—中胶辊;20—上胶圈;21—上销;22—前胶辊。图4 PK2000系列圆柱螺旋弹簧加压摇架
PK2025+型摇架前区压力依次为:100 N/双锭(半卸压)、130 N/双锭(黑色朝上)、150 N/双锭(黑色朝前)、170 N/双锭(绿色朝上)、190 N/双锭(绿色朝前)、210 N/双锭(红色朝上)。因PK2025+型摇架更改了框架和定位螺孔尺寸,安装摇架前,先检查摇架轴中心和前下罗拉中心的距离必须精确定为203 mm;若是安装或改造四罗拉集聚纺,则摇架轴至前罗拉中心距定位一般小于203 mm(如202 mm或201 mm)。此外,用摇架高度规调整摇架高度前,必须先将摇架压力调到130 N/双锭×100 N/双锭×120 N/双锭的基本档位,经粗调和精调各1遍后,再将摇架压力档调至实际需要的工作档位[3]。
3.6 YJ2-142E型与PK2025型圈簧摇架管纱质量对比
在EJM128K型细纱机纺CJ/T 60/40 13.0 tex品种,选用WRC-965型牵伸胶辊(直径为29.5 mm),J-466型集聚胶辊(直径为29.8 mm),WRA-HD68型胶圈及PG1-4254型钢领;随机取样,每次取10只管纱,采用Uster ME-100型测试仪测试取平均值。试验日期为2009年8月,其管纱质量对比见表1。
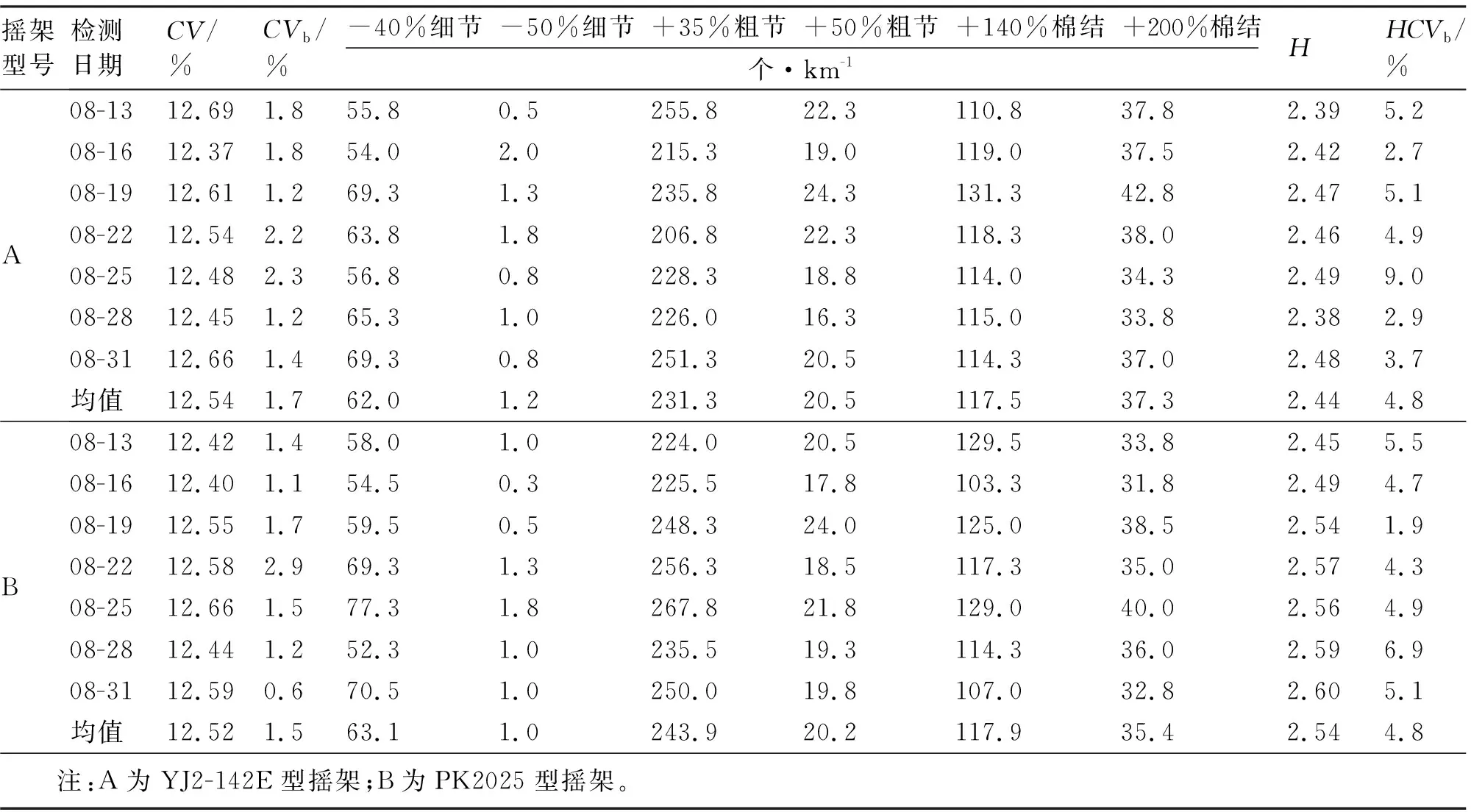
表1 YJ2-142E型摇架与PK2025型摇架管纱质量对比
从表1成纱质量对比可以看出,纺CJ/T 60/40 13.0 tex时,YJ2-142E型摇架与PK2025型摇架管纱条干CV值、-50%细节、+50%粗节、+200%棉结等质量指标无明显差异。
4 HP-GX3010型板簧摇架
4.1 结构
HP-GX3010型摇架是笔者公司2010年使用的一款德国绪森(Suessen)公司制造的板簧摇架,结构如图5所示,由摇架体、手柄、加压组件、摇架座结合件和锁紧片、清洁绒辊支架等组成。
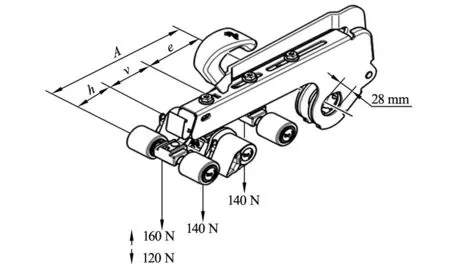
图5 HP-GX3010型摇架结构示意
4.2 技术亮点
该摇架采用板簧作为加压元件,板簧的刚度、应变力比圆柱螺旋压缩弹簧大,挠度变形量小,加压更持久、可靠、稳定,在同样压力负荷下,压缩变形量比螺旋簧小得多,长期使用不易疲劳衰退;板簧加压组件采用直压式,在各种加压摇架中,是唯一可调节前胶辊定位的摇架,可以满足精密调节的技术要求;上胶辊采用定位器设计,装配精准,胶辊、罗拉之间能保持较高的平行度,罗拉钳口握持线较稳定,这些都是圆柱螺旋压缩弹簧加压所不能及的,但该摇架制造精度高、价格也较高,且板簧加压的有级调节档数少(前区只有二档调压,中、后区压力均不可调),在适应生产品种、工艺调节上具有局限性。
4.3 使用试验
EJM128K型细纱机上纺CJ/R 60/40 18.3 tex纱,生产时间为2010年9月,前档胶辊为 SGN-65型,后档胶辊为WRC-975型,胶圈为WRA-8110型,钢丝圈为FO 5/0型,罗拉直径为25 mm×25 mm×25 mm,罗拉隔距为21 mm×37 mm,钳口隔距为4.0 mm,前罗拉转速为230 r/min,粗纱定量为5.8 g/(10 m)。同粗纱同细纱锭子试验,每次取10只纱锭上的10只管纱,采用Uster ME-100型测试仪进行测试,结果见表2。
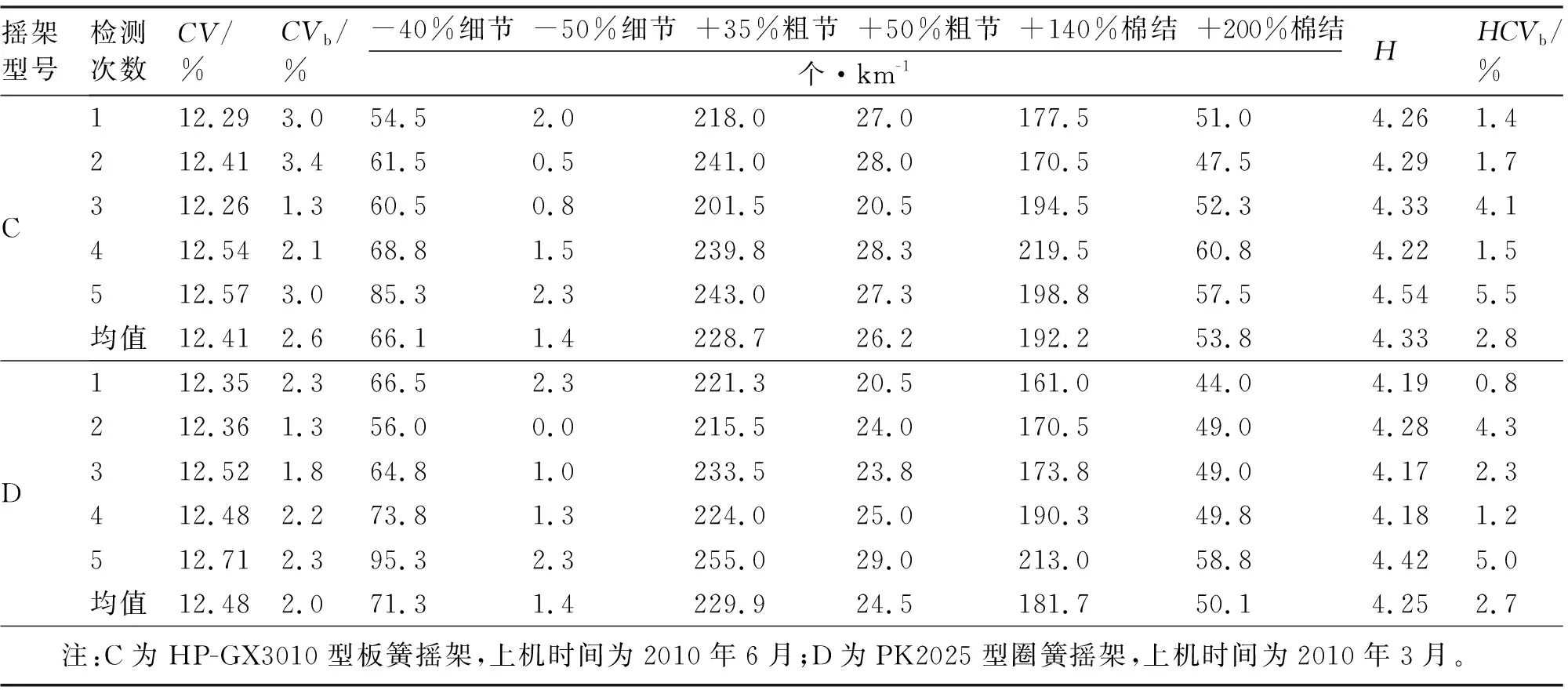
表2 板簧摇架与圈簧摇架管纱指标对比
从表2可以看出,纺CJ/R 60/40 18.3 tex,HP-GX3010型板簧摇架与PK2025型圈簧摇架管纱条干CV值、-50%细节、+50%粗节、+200%棉结等质量指标无明显差异。
5 气动加压摇架
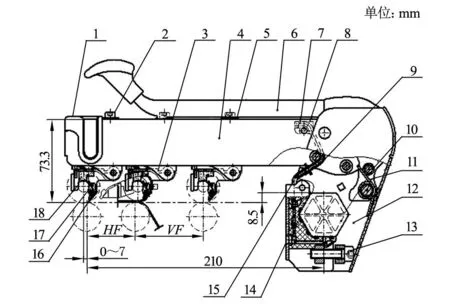
5.1 裕华SDDA2122PC(D)型气动加压摇架
SDDA2122PC(D)型摇架是笔者公司2004年选用的一款气动加压摇架,属于整体气囊杠杆式气动加压摇架,结构见图6。该摇架采用三罗拉双胶圈V型牵伸型式,将后罗拉中心抬高12.5 mm,后胶辊沿下罗拉表面向后偏移,在后区形成一个曲线牵伸区;中、后罗拉隔距缩小至40 mm,而中、后罗拉的握持距仍保持约为58 mm,使长度约为14 mm的粗纱能紧贴在罗拉表面,加强对纤维的控制,有利于提高成纱质量。摇架体与摇架支杆管的紧固采用上、下摇架座(哈夫式)握持圆钢管(C型)摇架支管轴或六角管(D型)摇架支管轴的夹紧方式。

1—支架;2—摇架体;3—杠杆;4—加压部件;5—手柄;6—标尺;7—长变换销;8—手柄捏手;9—短变换销;10—清纱器座;11—分压器;12—定位簧;13—前支承;14—定位器;15—螺钉;16—上销簧;17—中支承; 18—后定位器;19—后定位簧;20—螺钉;21—支座;22—拨叉捏手。图6 SDDA2122PD型摇架结构
SDDA2122PC(D)型气动加压摇架结构简单、调压方便,在设备运转过程中,通过改变气压实现无级调压,从而改变胶辊压力,同品种、不同机台可通过调整胶辊压力弥补因胶辊直径不同带来的台间、锭间差异;停车或节假日放假时,可半释压或全释压,摇架不必抬起,胶辊不会变形,也不会造成开车产生细节和增加断头;调整压力时,胶辊、罗拉钳口线不会发生位移,适合集聚纺使用;前、中、后胶辊握持爪处有刻度指示,方便隔距调整;摇架掀起分45°和70°两档锁定,管理方便,无易损零件,便于清洁、平车和保养维护。
5.2 SCP2-150型气缸加压摇架
SCP2-150型气缸加压摇架由原湖南晟凯瑞机械有限公司制造,结构如图7所示。摇架由六角支杆固定,采用气缸直接加压,各加压区采用独立集中供气,可以实现各加压区独立的集体无级调压及半释压;采用创新握持胶辊结构,可单手装卸胶辊;采用固定钳口,各加压钳口平行度优良且稳定;采用锭间压力平衡技术,同套摇架加压的两锭压力分配更均衡;前胶辊前冲量在0~7 mm灵活调整;通过电子精密调压阀,实现远程电脑控制摇架各区加压。此款摇架设计理念比较好,但因整个封闭气路系统的接气点太多,气密零件的使用寿命很难保证,因此未能大面积推广[4]。
1—绒辊支架;2—紧固螺钉;3—气缸加压单元;4—摇架体;5—垫圈;6—手柄;7—气管支架;8—气管卡销;9—气管;10—支杆轴;11—锁紧片;12—摇架座;13—锁紧螺钉;14—气门座密封圈;15—快插捏手;16—握持块;17—握持扭簧;18—加压块。图7 SCP2-150型气缸加压摇架结构
6 摇架前中后三区的压力配置
6.1 摇架三区压力配置原则
平面牵伸细纱摇架压力配置是指前、中、后三区胶辊的压力值大小,它必须有合适的压力值及比例;在保证牵伸顺利的前提下,压力值宜偏小掌握[5-6]。
传统细纱摇架三区压力的分配原则为前区最大、后区次之、中区最小,这是因为双胶圈牵伸型式的中区通过上、下胶圈控制纤维运动,对纤维是面握持状态,而其前、后区则是胶辊与罗拉的线握持状态,故中区压力应偏大掌握。若前区压力过大,牵伸效率和成纱质量均会降低,且不利于节能降耗,导致机件磨损。在实际生产中,由于摇架型号、制造厂家、使用年限的不同,导致机台间压力差异较大,有些纺纱企业只要求前区压力不能过小(不出硬头),未曾关注摇架三区压力的合理配置。
6.2 摇架三区不同压力配置的管纱质量对比
笔者曾经针对T/R 65/35 18.5 tex品种,进行摇架三区胶辊不同压力配置的管纱条干指标对比试验,结果见表3。

表3 摇架三区不同压力配置下管纱条干指标(第1次)
表3中2组试验数据分析,前、后区胶辊测试压力一致,且前区测试压力不低于120 N/双锭,中区压力不低于前区测试压力,比值不小于1∶1.10∶1的成纱条干CV值较好。为了研究规律,又做了2组试验,结果见表4。
通过对表4中2组试验数据分析可知,前、中、后区胶辊测试压力比值为1∶1.23∶1,且前区测试压力为130 N/双锭时,成纱条干CV值、CVb值较小,千米细节、粗节较少。试验结果表明:纺T/R 65/35 18.5 tex时,管纱条干指标最好的摇架三区压力配置为130 N/双锭、160 N/双锭、130 N/双锭。在实际生产中,理想的平面牵伸细纱摇架前区压力为130 N/双锭~140 N/双锭,中区压力为145 N/双锭,应稍大于前区压力(10 N/双锭以内),前区压力大于后区压力(10 N/双锭以上)。
使用FA-I型摇架测力仪测试三区胶辊压力,因测力仪配置的胶辊直径为29.0 mm、邵尔A硬度为70度,与实际生产中的细纱前胶辊直径、硬度接近,故前胶辊实际压力大于测试压力;中胶辊直径为25 mm,考虑上、下胶圈厚度,总直径接近27 mm,中胶辊邵尔A硬度为80度,实际压力小于测试压力。按经验预估,中胶辊的实际压力比测试压力约小16 N/双锭(测试中区压力时,在测力仪胶辊下垫厚度为2 mm胶圈,测试压力增加约16 N/双锭);后档胶辊直径约为28.5 mm,实际压力小于测试压力,约为4 N/双锭,可以忽略不计,故后档胶辊实际压力与测试压力接近。
6.3 摇架三区压力分配机理
罗拉直径为25 mm时,加大中区压力、适当调低前区压力,可在改变中区摩擦力界、减小胶圈滑溜、杜绝中后区粗纱条打顿的同时,明显改善成纱条干水平。传统工艺认为重加压对成纱质量好,如果单纯降低前区压力,有可能导致粗节大量增加,严重的甚至会出现牵伸不开问题,不仅条干恶化,还会严重影响生活状态。因此实际生产中,前区压力有加大的趋势,导致罗拉、胶辊负荷加大,寿命缩短,消耗增加,同时用电量也会同步增加。现在加大了摇架中区压力,适当降低前区压力,使中区控制加强,纤维条解捻充分,只要前区压力控制在一定范围内并配以合理的工艺隔距,成纱条干指标也会有所改善。
7 摇架的使用维护
7.1 精确调整摇架安装精度及摇架压力
7.1.1调整摇架压力前,在卸压状态下,应将同品种机台各套摇架压力档位调整一致。
7.1.2调整弹簧摇架工作高度时,先将左右各5套摇架呈加压状态,然后把摇架向后推,直到不能推动为止,再将调节螺钉退出到手柄能轻松放下,松开固定螺钉,用塞规慢慢调整调节螺钉使摇架工作高度为3 mm;注意摇架工作高度不小于3 mm,否则会引起螺旋弹簧疲劳衰退,大大缩短使用寿命。
7.1.3待压力调整好后,选用较为适合的摇架测压仪复测各套摇架的压力;当必须要调整压力时,一般原则为负偏为0,正偏为0~5 N/双锭。
7.1.4当前胶辊平行度超标时,用专用扳手插入摇架体前端顶面上φ7 mm四方孔内,慢慢转动具有偏心的四方孔定位帽以改变弹簧的刚度中心,实现前档胶辊平行度的调节。
7.1.5气加压摇架前档胶辊中心线与D型轴(气囊支撑管中心线)要求准确定位,且同品种各机台及锭间应一致[5-6]。
7.2 正确使用摇架
7.2.1加压可靠、正确、稳定、持久,是用好摇架的基本前提;摇架三区压力大小配置合理,台间、锭间差异小是关键。造成摇架压力差异的因素很多,如胶辊和上销的位置、胶辊直径等。
7.2.2加压时,手握手柄捏手将摇架自然放下,待胶辊与罗拉接触后下压手柄,直至手柄与摇架顶面接触;若手感压力很重,不要强行压下手柄,应先松开调节螺钉,至手柄能轻松压下后,再行调整。卸压时,手握手柄捏手向上拉,使手柄与摇架顶面接触,直至制动轴转入杠杆槽内,摇架不能自行下落为止;卸压过程分两步进行,先卸压,再慢慢掀起手柄至75°位置定位。
7.2.3定期检测摇架压力,检查摇架轴、手柄、绒辊簧等机件是否完好或失效。
7.2.4气动加压摇架气压调整范围为0.06 MPa~0.12 MPa,应经常检查气路系统有无泄漏。调节气压时应缓慢进行,调整后应观察几分钟,等整台车气压稳定后再压下减压阀锁定钮。节假日停车不必掀起摇架,只需断开电源,使整机处于半释压或全释压状态即可。
7.3 维护原则
使用维护是用好摇架的关键,从保全保养、生产工艺、专件使用、挡车操作各方面,均要求管理精细、调节精准。其中:压力稳定是根本,操作规范是关键,定期维护是保证。摇架高度的调整、胶辊直径的配置、测压仪的准确性,也都是必须重视的工作内容。
8 摇架功能展望
8.1 增加前中后区压力档位
随着纺纱纤维、纱线品种不断增多,“重加压、强控制、大牵伸”工艺不断发展,要求摇架对纤维适纺性不断增强。其实质就是摇架应提供足够、稳定的加压力,使牵伸罗拉有足够的握持力,使摇架的加压量、压力分档与罗拉中心距调整范围不断扩大和完善。如PK SF系列圆柱螺旋弹簧摇架的前、中、后罗拉加压均有100 N/双锭、125 N/双锭、150 N/双锭、175 N/双锭、200 N/双锭、60 N/双锭6档且可独自调节,其前罗拉各档压力以六角调压块颜色区分,此型摇架对牵伸工艺和胶辊适应性较强。
8.2 摇架各部件制造精度更高、一致性更好
8.2.1摇架的制造精度、关键零部件的质量及一致性是保证摇架质量的关键;摇架各部件质量水平与装配精度有关,要求装配精度高、性能稳定、差异小;要做到摇架少维修或不维修,必须从其设计、零件制造精度和装配精度水平入手。
8.2.2弹簧是圆柱螺旋弹簧摇架的核心部件,它的品质和性能决定了摇架的基本性能。弹簧压缩变形压力的持久性、稳定性和可靠性,直接影响加压效果。因此,对圆柱螺旋弹簧的材质、卷簧成型工艺、热处理和安装精度均有较高要求,其前、中、后加压杆必须有足够的刚度,以保证在使用中不变形。
8.2.3增加胶辊与摇架握持档尺寸,实现宽握持。由于胶辊与摇架接触长度加长、直径加粗,有利于三线平行度的提升,与重加压相适应,因此建议将胶辊芯轴与摇架握持座由原来的φ9.5 mm×16.5 mm改为φ12 mm×22 mm,并考虑加工公差。
8.2.4独立气囊直压式气动加压摇架是气动摇架的发展方向,可减小间接加压单件的累积公差,它能做到压力稳定一致,进一步缩小锭间和台间的压力差异;实现前、中、后罗拉压力各自独立设计与调整,操作简便,维修工作量小,适应低硬度高弹性胶辊技术的推广应用,综合性能好,充分体现了气动加压摇架的优越性。气动加压摇架对气囊橡胶或气缸的内在质量要求高,其单只与批量质量一致性的问题、橡胶老化问题、压力差异的问题,都制约着气动加压摇架的发展。
8.3 功能性更强、发展定位更高
8.3.1 单手拆卸胶辊
国产SCP2-150型气缸加压摇架利用创新的胶辊握持结构,可实现单手轻松快速装、卸胶辊,不但能提高装卸胶辊的效率,而且不会对胶辊握持结构造成损伤。
8.3.2 智能监控
摇架压力实现在线显示和监测,压力可用压力表直接显示,还可配置欠压和过压自动保护装置;实现信息互联,手机“掌上”监测,便于及时发现异常并跟踪分析解决问题。
8.3.3 超大牵伸设计应用
现广泛使用的三罗拉双区双牵伸设计,将不断从重定量高效工艺纺纱、弯钩的伸直、变速点分布的研究向四罗拉三区四胶圈牵伸机构设计与应用发展,有利于进一步增加粗纱线密度,降低生产能耗、减少用工,节约生产成本。
8.3.4 国产摇架的发展
国产摇架价格相对便宜,但制造精度、一致性及使用寿命与进口摇架还存在一定的差距,建议制造厂家在摇架技术引进消化吸收、材料、制造工艺等方面,要高起点定位,立足长远,勇于超越。
9 结语
从50年前,细纱牵伸加压依靠一套重锤加压机构来实现,到现在摇架规格型号众多,摇架技术实现了跨越式发展。从笔者公司历年来使用过的弹簧、板簧、气囊、气缸等加压摇架的实践应用,可以看出不同时期各型摇架加压机构的特点、功能及不足。生产过程中,保证细纱摇架压力的一致性、稳定性和持久性,是防止意外牵伸,减少成纱断头,保证纺纱企业生产和纱线质量稳定的前提,也是发挥摇架优良性能的基础。试验研究并总结各型摇架纺制不同纤维混纺品种的经验,以及摇架前、中、后区不同压力配置下的成纱质量,可以为纺纱企业产品的工艺设计、质量的稳定提升提供依据。
纺纱企业对摇架性能的要求为:对牵伸工艺、胶辊的适应性强;调压、加压及卸压等操作方便、省力;加压一致、持久;遇到较长时间停车时,方便部分卸压;管理、维修简便;摇架结构简洁、外形美观等。摇架制造企业应找准方向,研发性价比更优良、更适合现代纺纱技术需求的摇架产品。
