中红外7×1 硫化物光纤合束器的设计与制备
2023-12-18何春江肖旭升许彦涛肖扬张豪郭海涛
何春江,肖旭升,许彦涛,肖扬,张豪,郭海涛
(1 中国科学院西安光学精密机械研究所 瞬态光学与光子技术国家重点实验室,西安 710119)
(2 中国科学院大学,北京 100049)
0 引言
基于光纤合束器的激光合成技术可以实现功率提升和光谱扩展,具有可靠性高、成本低廉、稳定性好等优势,目前已被广泛应用于近红外波段全光纤激光器系统中[1]。中红外波段激光器系统对光纤合束器的需求也十分明显,已有的中红外光源(如量子级联激光器[2])输出功率都较低,迫切需要能在中红外波段传输的光纤合束器实现功率的扩展[3]。此外,中红外光纤合束器能够实现自由空间激光到光纤激光的转变,获得更为柔性、灵活的激光传输,可以极大地扩展中红外激光的应用范围。传统商品化光纤(主要为石英光纤)在中远红外波段具有极大的吸收损耗,限制了其在该波段范围内的应用[4],而其它高性能中红外光纤有待进一步发展,所以相关中红外光纤器件的研究进展也十分缓慢。
软玻璃如氟化物、碲酸盐和硫系(包括硫化物、硒化物和碲化物)具有低的声子能量和宽的中红外透过范围,可用于中红外器件的制作[5-6]。其中,硫化物玻璃光纤具有宽的低损耗红外光透过范围(2~7 μm)[7],还表现出长期的环境稳定性[8]和较高的损伤阈值[9-10],在中红外激光传输、成像以及传感等领域都有着十分重要的应用。2013 年,美国海军实验室的GATTASS R R 等[3]报道了利用硫化物光纤合束器进行中红外波段激光传输。该研究团队使用As2S3多模阶跃光纤作为输入光纤,制作了7×1 结构光纤合束器,实验测试证明了利用硫化物软玻璃光纤制作红外光纤合束器的可行性。2019 年,美国海军实验室的MAJOR K J 等[11]对7 根As2Se3光纤进行合束拉锥,用于多个不同波段激光的合束,实现输出光谱的扩展。目前,美国的IRflex 公司已经可以利用其低损耗硫化物光纤制备出成熟的商品化合束器,其3×1、7×1 中红外光纤合束器在1.5~6.5 μm 波段可以获得75%~98%的传输效率。此外,以色列的SHAMIR Y 等[12-13]对光纤合束器的光束质量进行了较为深入的研究。国内相关软玻璃光纤器件设计和制备技术尚不成熟,在中红外光纤合束器的实物研制方面未见报道。
本文利用课题组自研的As2S3多模光纤,通过对光纤合束器的结构设计和熔融拉锥、熔接、研磨抛光等技术的系统性研究,成功制备出7×1 光纤合束器。对光纤束拉锥区域的功率损耗进行了数值分析,测试了光纤合束器在中红外波段的传输效率和光束质量。此外,还对光纤合束器的结构稳定性和承载功率进行了相关测试。
1 中红外光纤合束器制备原理
1.1 合束器制作的基本准则
对于泵浦合束器,传输效率是最为关键的性能指标。而对于功率合束器,在考虑传输效率的同时还要兼顾光束质量。在制备光纤合束器的过程中,为最大限度降低光纤的功率损耗,且获得良好的光束质量,必须满足两大基本准则[14]:绝热拉锥和亮度守恒。在满足以上两种基本准则的情况下,光纤合束器理想传输效率为100%,但是在实际的光纤合束器制作中,仪器设备、操作流程等诸多因素都会对其传输效率以及光束质量产生影响。
绝热拉锥(Adiabatic taper)能最大限度地降低光纤在加热熔融拉锥过程中产生的损耗。其条件是:光纤锥区平缓过渡,即拉锥比例保持不变时,光纤锥区的长度越长越能满足绝热拉锥条件[15]。如果锥区长度太短,过渡不平滑,就容易造成高阶模式的泄漏从而导致损耗增加。但过长的拉锥长度,将不利于后期的熔接、封装过程。如图1,光纤合束拉锥可以参考单根光纤拉锥,拉锥长度要满足式(1)才能满足绝热拉锥条件。

图1 光纤束低损耗绝热拉锥过程Fig.1 Low loss adiabatic tapering process of fiber bundle
式中,r为纤芯半径,β1和β2分别是纤芯中的基模和较高阶模式的局域传播常数[16]。
亮度守恒准则可以在保证传输效率的同时选择出合适参数的输入、输出光纤,并且还能作为拉锥参数设置的重要参考。定义亮度比率(Brightness Ratio,BR)为光纤合束器输出光纤的亮度与输入光纤束的总亮度之比,表示为
式中,Dout、NAout分别是光纤合束器输出光纤直径和数值孔径,Din、NAin则分别是光纤合束器输入光纤的直径和数值孔径;n为进行合束拉锥的光纤数量。当亮度比率BR≥1 时,表明光纤合束器合束拉锥端的输出光作为入射光,全部被输出光纤接收,理想情况下此时的合束器损耗为0[17]。
1.2 套管法制备光纤合束器
套管法是最为常见的光纤合束器制备方法。通过将一定数目的输入光纤穿入套管中紧密、对称的排列,使拉锥后光纤束的排列接近为圆形。如图2,当7 根无序排列的输入光纤穿入到合适内径的套管中后,可以实现较为整齐的排列,对排列后的光纤进行绝热拉锥形成熔锥光纤束(Taper Fiber Bundle,TFB),如图2(a)。图2(b)为拉锥后的合束端面,切割后的合束端再与合适的输出光纤进行熔接,如图2(c)。

图2 制备硫化物光纤合束器的实验方案Fig.2 The experimental scheme of preparation of sulfide fiber combiner
制备高性能的硫化物光纤合束器,主要面临两个关键问题:1) 熔融拉锥过程难以控制,成功率低。相比于石英及氧化物玻璃光纤,硫化物红外光纤熔点低且热稳定性较差,熔融拉锥过程中加热温度的微小波动就可能造成拉锥失败或者合束结构缺陷。其次,拉锥设备中加热模块的设计缺陷及技术瓶颈也极大地影响了相关光纤合束器的拉锥过程。2) 硫化物TFB 与输出光纤的低损耗熔接困难。熔接过程中涉及模场直径、光纤芯径等光纤本征因素以及设备、工艺等非本征因素。熔接参数不匹配和实验处理不当,都会导致熔接失败或者损耗较高。
2 中红外光纤合束器拉锥损耗仿真
光纤合束熔融拉锥是合束器制备过程中最为关键的一步,而拉锥比对合束器的传输效率起着决定性的作用。对于硫化物多模光纤合束器,锥区能量损失与拉锥比例的量化关系尚不清楚。所以,基于建立的7×1 中红外光纤合束器数值模型,利用有限差分光束传播法(Finite Difference Beam Propagation Method,FDBPM)模拟计算了拉锥比对能量传输的影响,能够为后续的实验提供参考。以输入光纤纤芯中的能量与输入总能量的比值来衡量传输效率,泄漏到包层中的能量则视为损耗。图3 是7 根光纤合束拉锥后的结构示意,其中D是拉锥前套管的直径,d是拉锥后套管的直径,拉锥比则为D/d。且设定整个拉锥区域长度为2.5 cm,输入光纤纤芯和包层的折射率分别为2.428 和2.420,纤芯/包层直径为90/125 μm,基模高斯光正入射到输入光纤端面(不考虑光纤的弯曲等情况,只在光纤中激发LP0,n模式)。

图3 拉锥后的光纤束结构Fig.3 The fiber bundle structure after tapering
在光纤合束拉锥的过程中,多模输入光纤纤芯直径会随着拉锥的进行逐渐减小,部分高阶模式的模场将不再被限制在纤芯中,会扩散到包层中去,造成功率损失和模式耦合。如图4,模拟计算了拉锥区域输入光纤纤芯中几种主要传输模式的功率随传输距离的变化(拉锥比为1.5)。整个传输过程中,LP0,1-3模式均在纤芯中无损耗传输,而LP0,4模式的模场会随着纤芯直径的减小扩展到包层中去,导致其在纤芯中的功率减少。但由于LP0,4模式在被激发模式中功率占比较小(约8 %),所以对总能量损失的影响并不明显。

图4 输入光纤纤芯中LP0,1-4模式的功率随传输距离的变化Fig.4 Power variation of LP0,1-4 modes in input fiber core with transmission distance
基于建立的中红外光纤合束器数值模型,假定合束光纤经过拉锥后各光纤之间的包层已经融为一体,且由于套管的存在,边界条件对于光场的影响可以忽略,包层视为无限大。拉锥后合束端的输出光场如图5,纤芯中保留了传输光场的大部分能量(LP0,1-3模式的能量),只有少部分的能量泄漏到包层中去(LP0,4模式的部分能量),这也与图4 的计算结果相符。此外,这种纤芯模式到包层模式的转换还会增加传输场的复杂度,影响光束质量。

图5 7×1 硫化物光纤合束端的输出光场Fig.5 Output optical field of 7×1 sulfide fiber bundle
本文也模拟了拉锥比在1.5~7.5 范围内变化时LP0,1-4四种模式在拉锥区的功率损失情况。图6 给出了光纤合束器在拉锥区域模式总的功率损耗与拉锥比的关系。计算结果表明,当拉锥比小于5.5 时,随着拉锥比的增大,锥区功率损耗不断增加,主要原因是纤芯直径减小,支持的模式数目减少,功率占比较大的LP0,3、LP0,2等模式的模场也将扩展到包层中传输。当拉锥比超过5.5 以后,一定范围内再增加拉锥比,损耗不发生变化,此时纤芯中只有LP0,1基模传输,只有拉锥比足够大时才会泄漏到包层中去。

图6 锥区总的功率损耗与拉锥比例的关系Fig.6 Relationship between the total power loss in the taper region and the taper ratio
3 实验
3.1 硫化物光纤合束器的制备基础
作为光纤合束器的主体,光纤对合束器的最终性能起到决定性的作用。本文中使用的是课题组自研的一款低损耗As2S3多模光纤,如图7(a),光纤纤芯/包层直径为90/125 μm,纤芯/包层折射率分别为2.428/2.420。图7(b)是实测的该型光纤损耗谱,对于该硫化物光纤材料,其在3~6.5 μm 波段具有较低的传输损耗,在4.7 μm 处损耗可以低至0.2 dB/m。但由于S-H 键的存在,在4.1 μm 附近会有一个吸收峰,损耗高达4 dB/m。此外,课题组还制备了折射率相对较低的硫化物玻璃空芯套管,其内径为620 μm,外径为750 μm,可以满足7×1、19×1 等较多输入光纤数目合束器的制作需求。

图7 自研As2S3多模光纤 与光纤的损耗谱Fig.7 Home-made As2S3 multimode fiber and loss spectrum of fiber
不同于传统石英光纤,硫化物光纤特殊的材料特性显著增加了其相关器件的制备难度。材料质地较脆、机械性能差和不易保存等性质都是制约光纤本身处理和器件加工的主要因素。本工作中使用的软玻璃光纤处理平台为Vytran GPX3400,能提供室温到3 000 ℃的加热温度,可以实现对硫化物光纤的处理。基于以上光纤材料和加工设备,分别对单根硫化物光纤的拉锥和熔接、硫化物光纤合束器的制作进行了研究。
3.2 硫化物光纤的拉锥和熔接
要制备出性能优异的硫化物光纤合束器,需要对硫化物光纤本身的热特性有更好的了解。预先对单根硫化物光纤进行拉锥和熔接实验,控制加热温度为200 ℃,并施加一定的张力进行拉锥。拉锥效果如图8(a),拉锥区域过渡平滑,没有出现裂痕、凸起、弯曲等缺陷,表明硫化物光纤质量较好(光纤本身没有结点等缺陷)且利用Vytran GPX3400 进行拉锥工艺可行。光纤熔接是全光纤化的关键一步。由于硫化物玻璃的高折射率(As2S3为2.4),会导致其光纤端面较大的菲涅耳反射(17%),高的反射损耗不仅会降低耦合效率,还会对激光器以及其他光学元件造成损伤或其它不良影响。解决中红外高折射率玻璃光纤的熔接问题,可以有效消除端面反射,促进中红外激光器系统全光纤化。图8(b)展示了硫化物光纤的熔接效果。

图8 硫化物光纤的拉锥和熔接实验Fig.8 Tapering and fusion experiments of sulfide fiber
3.3 硫化物光纤合束器的制备
硫化物光纤合束器的制备主要分为六个步骤:1)根据输入光纤数目对玻璃套管进行预拉制;2)输入光纤组束排列;3)光纤束熔融拉锥;4)拉锥光纤束的切割;5)与输出光纤的熔接;6)封装。首先,制备过程要求加热火头尺寸上的适配和加热温度的精准控制。图9(a)是常用加热灯丝示意图[16],其结构呈倒Ω 型,可以使光纤受热均匀。通常,石墨材料加热灯丝就可以完成硫化物光纤束拉锥、熔接等工作,但其存在低温区温场不稳定的问题,容易导致拉锥失败。图9(b)是硫化物光纤束拉锥后的结构示意,其锥区过渡平滑,表明加热温度、加热时间和拉力等参数控制合理。

图9 硫化物光纤束的拉锥Fig.9 Tapering of sulfide fiber bundle
在拉锥比(~1.5)相差不大的情况下,7×1 结构硫化物光纤合束拉锥后的端面如图10。图10(a)中,输入光纤与套管之间的间隙较大,没有融合为一体,图10(b)、(c)中输入光纤之间以及输入光纤与套管之间均较好地熔为一体,且图10(c)的拉锥比相对最大。通常,在拉锥比较小的时候,入射光在各输入光纤中独立传播,相邻光纤之间不发生耦合。当拉锥比较大时,各输入光纤的包层融为一体,部分高阶模式会从纤芯中泄漏出来,光纤之间发生能量的耦合,使得合束端输出光场变得复杂。
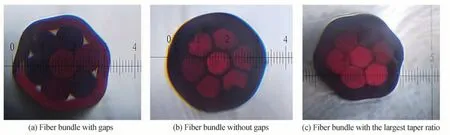
图10 不同拉锥效果下的7×1 硫化物光纤合束端面Fig.10 End face of 7×1 sulfide fiber bundle under different tapering effects
拉锥后合束光纤与输出光纤的熔接也是合束器的损耗来源之一。硫化物光纤束与输出光纤的熔接可以参考单根硫化物光纤的熔接,主要的难点在于端面的处理和加热源的控制。目前,处理硫化物这类软玻璃光纤端面主要有三种方式:1)直接使用宝石刀/刀片手动进行切割;2)使用切割刀进行切割;3)使用抛光机进行端面研磨抛光。使用手切或者切割刀操作简单快捷,但端面质量稍差,端面抛光能获得更加光滑平整的端面,但操作较复杂,耗费时间。图11 是使用本实验室抛光机研磨抛光后的7×1 硫化物光纤合束端面。
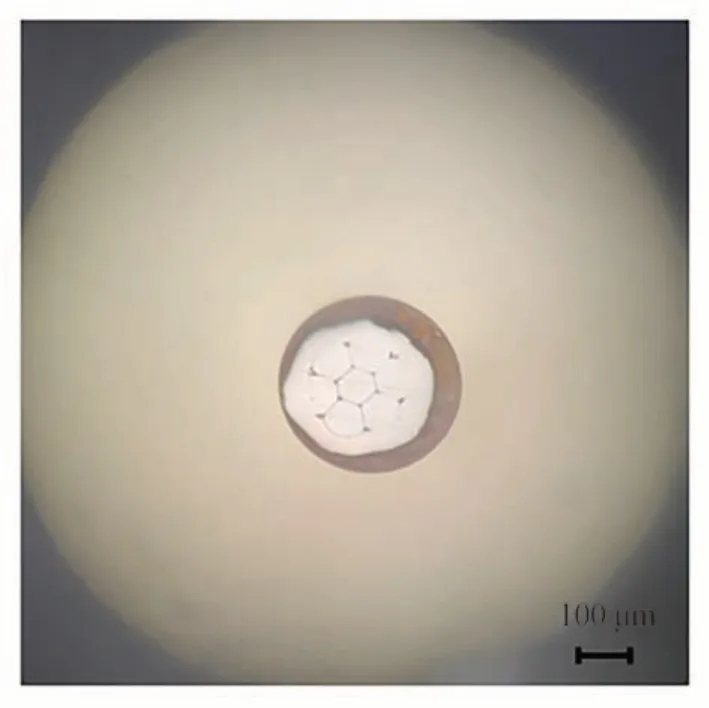
图11 研磨抛光后的 7×1 硫化物光纤合束器端面Fig.11 End face of 7×1 sulfide fiber bundle after polishing
目前,通过合理地处理合束端和输出光纤的端面,As2S3多模光纤合束器的熔接损耗可以低至0.45 dB。可以预见,未来通过不断优化光纤的处理工艺、热源的温度控制、加热时间等可以进一步降低熔接损耗。图12(a)、(b)分别为7×1 As2S3多模光纤合束器的熔接侧面成像图和实物图。
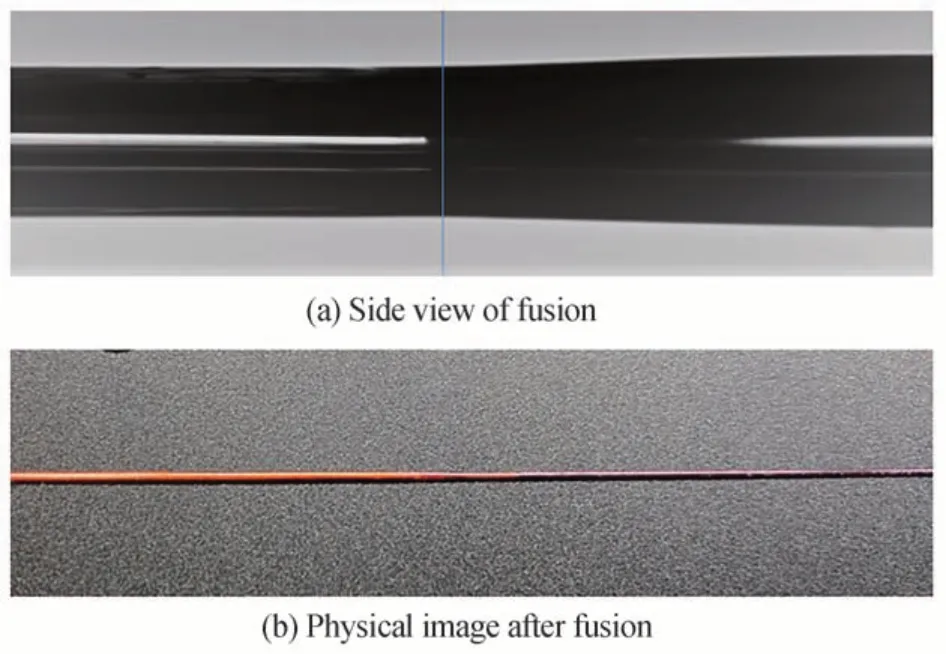
图12 7×1 硫化物光纤合束端与输出光纤的熔接Fig.12 Fusion of 7×1 sulfide fiber bundle and output fiber
光纤合束器的封装是其制备流程中的最后一步。硫化物光纤材料质地较脆,容易折断,经过加工后的合束器拉锥区域以及熔接区域更加脆弱,所以通过外加保护的方式可以有效地增加合束器的使用寿命。对输入、输出光纤端口都加装了FC 头,且在拉锥区域使用了质地较硬的碳纤维管进行保护,对输入光纤也加装了橡胶保护套,封装后的合束器如图13。此外,由于中红外光源(如量子级联激光器)多为空间光输出,硫化物光纤较大的端面反射会降低耦合效率。可以利用透射材料的布鲁斯特角(Brewster Angle)特征,在输入面实现几乎完全透射。当光纤端面以预定角度抛光,且入射光以布鲁斯特角度入射时,可以有效减弱TM或P 偏振状态入射光的菲涅尔反射,以计算出的As2S3光纤布鲁斯特角(~67.6°)以及抛光角度(~22.4°)对输入光纤端面进行了研磨抛光实验。但是目前对于如何将入射光以布鲁斯特角精确地耦合到合束器输入光纤端面这一部分的工作还在实验探究之中(需要制作特殊的夹具)。至此,本文就制备中红外硫化物光纤合束器的各项关键技术进行了完整的探究,后续将通过进一步优化设计和工艺技术改进来提升其性能。

图13 7×1 硫化物光纤合束器Fig.13 7×1 sulfide fiber combiner device
3.4 硫化物光纤合束器的性能测试
使用输出波长为4.778 μm、输出功率为200 mW 的中红外量子级联激光器,对图10 中三种拉锥效果的光纤合束器各个通道进行了功率传输效率的测试,测试结果如图14。光纤合束器各通道传输效率有小幅度的波动,主要原因可能是输入光纤在拉锥过程中产生了不同程度的形变以及光纤本身的差异。三个合束器的平均传输效率相差不大(约80 %),能够满足功率合束扩展的需求。

图14 7×1 硫化物光纤合束器在4.778 μm 波长处的传输效率Fig.14 Transmission efficiency of 7×1 sulfide fiber combiner at 4.778 μm wavelength
不同光纤材料在不同波段的吸收损耗不同,光纤合束器的主体是光纤,传输波长也必然会影响其性能。7×1 硫化物光纤合束器在不同波长下的传输效率如图15,在4.41~4.45 μm 波长范围内,光纤合束器传输效率随着波长的增加而增加,表明损耗随着波长的增加不断减小,这也与As2S3光纤在该波段的损耗曲线(图7(b))相符。图16 为传输效率与输入功率的关系,随着输入功率的增大,光纤合束器传输效率逐渐减小但变化不明显,这可能是由于不同传输功率在光纤合束器中产生了不同的热效应。受限于中红外光源,目前的测试激光功率相对较小,高功率传输时对光纤合束器传输效率的影响还有待进一步的研究。

图15 7×1 硫化物光纤合束器传输效率与波长的关系Fig.15 The relationship between transmission efficiency and wavelength of the 7×1 sulfide fiber combiner

图16 7×1 硫化物光纤合束器不同输入功率对应的传输效率Fig.16 The transmission efficiency corresponding to different input power of the 7×1 sulfide fiber combiner
对于功率合束器,输出光的光束质量是除传输效率外的另一个重要的性能指标。利用实验室已有量子级联激光器(输出波长4.778 μm)和光束质量分析仪(WinCamD-IR-BB),测得合束器在中红外波段的光场分布如图17。图17(a)、(b)、(c)分别为图10(a)、(b)、(c)三种拉锥效果下光纤合束器的最终输出光场,并通过对采样点进行分析拟合,得到光纤合束器光束质量因子M2。其中图10(c)拉锥效果对应的M2值最小(M2x/y=19.63/22.48,如图18),表明光束质量相对更好。但是对于光纤合束器输出光的光束质量,拉锥只是影响因素之一,输入场的耦合以及熔接效果等都会对其产生不同程度的影响。由于使用了大芯径(~350 μm)的输出光纤,其能支持的模式数目较多,会导致传输亮度下降,使得最终输出光的M2值偏大。后期可以通过改变拉锥比以及优化输出光纤参数进一步改善。

图17 不同拉锥效果下7×1 硫化物光纤合束器最终输出光的光场分布Fig.17 Optical field distribution of the 7×1 sulfide fiber combiner under different tapering effects

图18 7×1 硫化物光纤合束器的最优光束质量Fig.18 Optimal beam quality of the 7×1 sulfide fiber combiner
良好的结构稳定性、功率耐受性必然会提升光纤合束器在各类应用场景下的适应能力。除拉锥区域较为脆弱易折断外,熔接点也是合束器易损坏的区域之一。制备的光纤合束器熔接点在施加拉力超过300 g时才发生断裂,表现出了良好的抗拉特性,优于同类结构。如图19,使用输出波长为1.976 μm 的激光光源,激光器输出功率超过10 W,光纤合束器耦合效率约50%,测得7×1 硫化物光纤合束器单通道最大输出功率可达4.32 W。进一步增加功率,合束拉锥区域升温比较明显(最高温度超过130 ℃),如图20(a)。值得说明的是,硫化物光纤在2 μm 波段较高的传输损耗(~1.5 dB/m)也是造成高承载功率下合束器温升严重的原因之一。本文也在4 μm 低损耗波段测试了7×1 硫化物光纤合束器在较高功率下的温升情况,量子级联激光器(4.778 μm)的输出功率(<500 mW)无法满足测试的要求,所以利用输出波长为4.500 μm 的光参量振荡器进行相关测试。当传输波长为4.500 μm(光纤损耗~0.45 dB/m)且合束器输出功率接近2 W 时,其温度场分布如图20(b),没有明显的温升(最高31.0 ℃)。由于在制备过程中使用了紫外胶,严重影响该部位散热,所以该处温升最为明显。
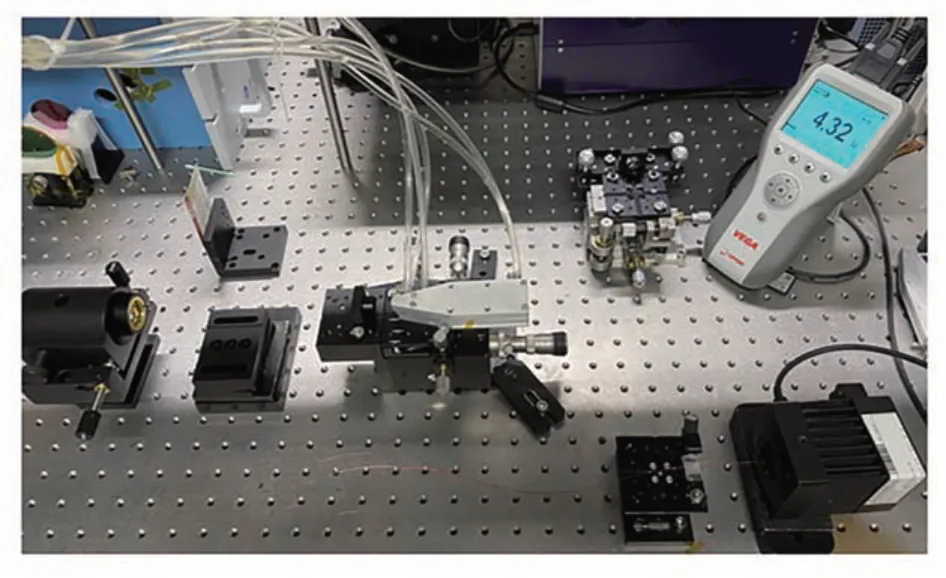
图19 7×1 硫化物光纤合束器功率损伤阈值测试Fig.19 Power damage threshold test of the 7×1 sulfide fiber combiner

图20 不同传输波长下7×1 硫化物光纤合束器中的热量分布Fig.20 Heat distribution in the 7×1 sulfide fiber combiner at different transmission wavelengths
4 结论
本文通过探究硫化物光纤的拉锥、熔接、端面处理等工艺,利用熔融拉锥光纤束技术制备出了7×1 硫化物光纤合束器,在4.778 μm 波长处平均传输效率约80%,其传输效率还与传输波长及传输功率相关。在输出光纤纤芯直径较大的情况下,输出光M2最小为19.63,且具有较好的结构稳定性和功率耐受性。中红外硫化物光纤合束器在制备过程中,两个最为关键的步骤就是拉锥和熔接。当满足绝热拉锥的条件时,可以获得较小的拉锥损耗,此外,要严格控制拉锥比,否则会导致纤芯中高阶模式的泄漏,增加传输光场的复杂度。选择合适的输出光纤进行熔接,在满足亮度守恒的条件下,处理好硫化物光纤合束端和输出光纤的端面,熔接损耗可以降低至5%~10%以内。