多工艺阶段柔性生产系统规划建模仿真研究*
2023-12-13杨小佳林若波
杨小佳,林若波
(揭阳职业技术学院机电工程系,广东 揭阳 522000)
0 引言
计算机建模仿真(Modeling and Simulation,M&S)技术已是人类探索与改造客观世界的重要方式之一[1-3]。复杂的制造系统存在着大量线性与非线性的特征,传统的理论研究难以有效探索其运作机理,而模仿建模技术往往是探索制造系统运行机理有效且唯一的选择[4-7]。
建模仿真技术是制造业数字化的重要手段之一[8-9]。在生产系统的规划阶段,仿真技术所建立的数字空间能够提前检验、统计所规划系统的性能,进而识别瓶颈,改善规划方案,提高系统的的可行性,缩短系统的建设周期[10-11]。生产系统的规划问题总体上分为设计问题与调度问题两大类[12]。其中,设计问题是确定各类加工资源的数量,包括车间布局、各类机床数量、物料运输能力、缓存区容量与相关工装夹具等,如文献[13-15]研究了车间布局及资源配置问题。而调度问题是确实各产品零部件的加工的先后顺序,如文献[16-20]不同车间类型与环境下的排产问题。
定制化装备制造车间为了满足各种加工需求,会配置多种加工设备,并采用工艺导向布局,形成多个工艺阶段的柔性生产系统。多工艺阶段柔性生产系统在规划上存在以下难点:(1)制造系统构成元素复杂性高。车间包含多工艺阶段,各工艺阶段间存在加工差异。单个工艺阶段内也包含着多项加工资源可选;(2)零件加工过程的工艺需求与可选设备柔性度大;(3)定制化产品的出现的返工带来的设备需求负荷波动性大。
本文的研究重点,一是构建参数自动化建模的可重用仿真模型,以解决多阶段柔性制造系统构成元素复杂的问题;二是集成了多种调度规则、多维度的性能指标与统计分析图表,以探索多阶段柔性制造系统的运行机理,帮助决策者和工程师进行全面深入的分析,预测不同调度策略对系统性能的影响。
1 生产过程描述与假设
如图1 所示,生产车间总体上包括4 个工序阶段,分别是粗加工、热处理、精加工和装配工序。每个工序阶段都配置有多种加工设备以满足不同的工艺要求。为了研究的通用性,对车间与生产过程进行一定的简化与抽象,详细说明及假设如下。

图1 多工艺阶段柔性生产系统生产过程
(1)产品p生产将经过4 个加工阶段,每个阶段都配置有着多个加工单元。每个加工单元由加工设备、待加工区与待转运区组成。不考虑人力资源的约束,即相当于人力资源无限大。
(2)生产订单i 随机到达,每个订单为生产1 套产品,1 套产品由多个零件Ji装配而成,装配之前各零件j独立加工生产。
(3)产品p所需零件集合Ji的每一个零件j都需要按顺序经过粗加工、热处理、精加工与装配工序4 个阶段,可视为流水车间Flow Shop。而在每个阶段内(工序子车间),零件j将随机且不重入经过多个加工单元,可视为不重入作业车间Job Shop。其中,零件在热处理阶段是批量上机加工的形式。而在装配工序阶段,同一套产品i下的所有零件齐套后才开始装配。
(4)不考虑物料缓存区的约束,不考虑物料搬运的时间。因为这两者的对于零件的加工成本且影响较小,因此忽略不考虑。
2 仿真模型构建
采用西门子的工厂、生产线及生产物流过程仿真软件Tecnomatix Plant Simulation 11.3 作为开发工具,其具有面向对象建模与可视化程度高的优势。如图2 所示,为了实现上述的多工艺阶段柔性生产车间的仿真,构建的仿真平台总体下可以划分为以下6 大功能模块。
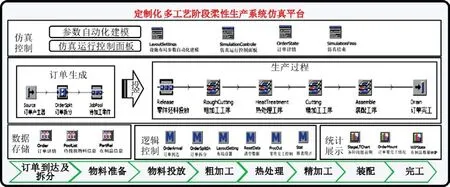
图2 多工艺阶段柔性生产系统仿真平台
(1)仿真控制模块。使用Dialog 组件实现交互界面,其功能包括两方面:①参数自动化建模。通过界面输入参数的形式,设置各工序子车间的加工单元数量、加工能力与订单参数信息等内容;②仿真运行控制。用于设置启动仿真前各工序子车间使用的调度策略、仿真时间长度、启动仿真与结果查看等操作。模块中的具体界面与实现逻辑在3.1 节中详细介绍。
在坚实的证据面前,人们承认,达尔文是正确的,多种多样的生物的确是进化产生的,上帝没有赋予人特殊的高等地位。不过,人类还是认为的各种生物是沿着一个无形的梯子在逐步进化,越进化越高级。在进化梯子的顶端,是最高级的人类。这种理论完美的契合了人们“人是万物之灵”的心理需求。从表面上看,也有了进化论的瓶子。但,装的仍然是“人是万物之灵”的旧酒。
(2)订单生成模块。由Source、DismantleStation 与Buffer组件构成,用于动态随机产生订单,并将订单拆分为多个零部件工单。订单的属性有:订单ID、零部件集合、各零部件工艺、订单到达时间、交货期、完工时间、提前期、拖期量等。
(3)生产过程模块。该模块实现了按照订单及零件的工艺要求完成加工。采用Frame控件设置工序子车间,各子车间将在2.2 节中详细说明。
(4)数据存储模块。该模块使用大量二维数据存储组件TableFile,存储订单生成模块中的订单及其所含零件的信息。此外,还包括了各工序阶段中的在制品、待加工队列及完工零件信息等。
(5)逻辑控制模块。该模块使用大量Method组件实现逻辑方法,贯穿整仿真过程,涵盖了仿真平台中所有的逻辑控制,包括:自动化资源配置、仿真的初始化、订单数据读写、生产过程物流控制、零件及订单完工统计与结果统计展示等。
(6)统计展示模块。使用Chart 控件对仿真过程中的变量与最终结果进行展示。平台统计的变量包括:在制品数量WIP、各阶段提前期、订单量完工情况与设备稼动情况等。
上述6 大功能模块中,模块1(仿真控制模块)主要为用户设置仿真前数据和仿真控制;模块2 ~5 为实现产品的生产过程,即仿真运行过程;模块6 为仿真结果数据统计与可视化展示。
2.1 参数化布局建模设计与实现
参数化布局建模的目标是通过输入参数的形式自动生成对应的系统的状态、加工资源数量及属性,在模型里直接表现为增加或删减模型中的控件。如图3 所示,采用Dialog控件设计出参数化布局界面,其两个作用是车间布局设置和订单参数设置。同时,设置其Callback属性,设置界面的回调函数,实现打开与按钮点击事件的响应逻辑,具体逻辑如表1 所示。

表1 参数自动化建模回调函数伪代码

图3 设施布局参数自动化建模交互界面
2.2 生产过程仿真设计与实现
生产过程可分解为生产信息与物流控制,仿真模块2 ~模块5实现了生产过程仿真的需求。数据存储模块,设计了如图4所示的信息存储表。其中,订单详情表、零件信息表与工艺路径信息表是平台全局范围的信息。而工序子车间加工记录表、加工单元待加工队列表与加工单元加工记录表的信息范围是各个工序子车间与加工单元。

图4 仿真平台中数据存储的概念模型
平台中的信息流总体分为3 个部分:(1)订单生成模块中Source控件每间隔一段时间生成订单并记录相关信息到订单详情表中,拆分订单DismantleStation 控件分解订单,并随机生成零件信息记录到零件信息表与路径信息表中;(2)当零件进入到工序子车间或加工单元时,则通过订单ID与零件ID 查询信息并记录到相应的工序车间的加工记录表、加工单元待加工队列表;(3)当订单或零件完工时,则记录其完工时间并记录拖期量、提前期等相关信息。
物料的流转控制将在上述信息流的基础上,基于事件触发控制。当零件进入到工序子车间时,则触发零件进入子车间事件。根据零件的订单ID、零件ID 获取到在该零件的工艺路径,并流转到首个工序加工单元的待加工队列上。零件加工完成,则根据工艺路径流转到下一个加工单元,直至完成所有加工,再进入到下一个工序子车间。
2.3 工序子车间及调度规则设计
工序子车间由数据存储表格、物流控制逻辑与加工单元等组成。加工单元由待加工区、待加工零件信息、加工设备、待转运区与完工记录表组成,如图5 所示。加工单元的信息流与物流控制见2.2小节,这里重点提及的是加工中心的调度规则。调度规则的作用在于设备加工完当前工件后,根据车间与加工零件等信息,如当任务交货期、当前加工所需时间、剩余加工时间等情况,综合为每个待加工的零件计算一明确的优先度,从中选出优先度最高的零件上机加工。表2 所示为工序子车间采用的调度规则。

表2 工序子车间采用的调度规则

图5 工序子车间加工单元基本结构
2.4 车间性能评价指标设计
如表3 所示,本文采用了提前期、交货表现、在制品库存与设备加工情况4 类指标。
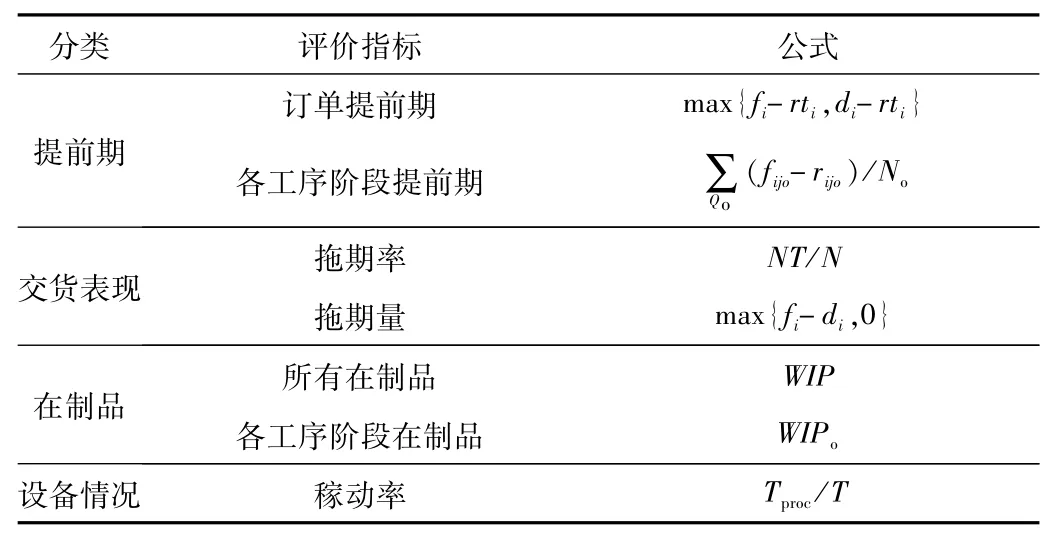
表3 性能评价指标
3 仿真实验与分析
将通过实验探索仿真平台总体的应用过程。首先,通过参数自动化建模界面设置模型参数,再通过仿真运行控制界面运行与查看仿真结果。实验将包括以下两个方面:(1)分析各工序子车间产能的相互关系,结合多种统计指标阐述各工序子车间产能的相互影响;(2)各工序子车间调度规则的性能分析,包括各规则对子车间与整体车间的性能影响。
3.1 各工序子车间的产能影响分析
表4所示为通过参数自动化建模界面设定的模型参数。
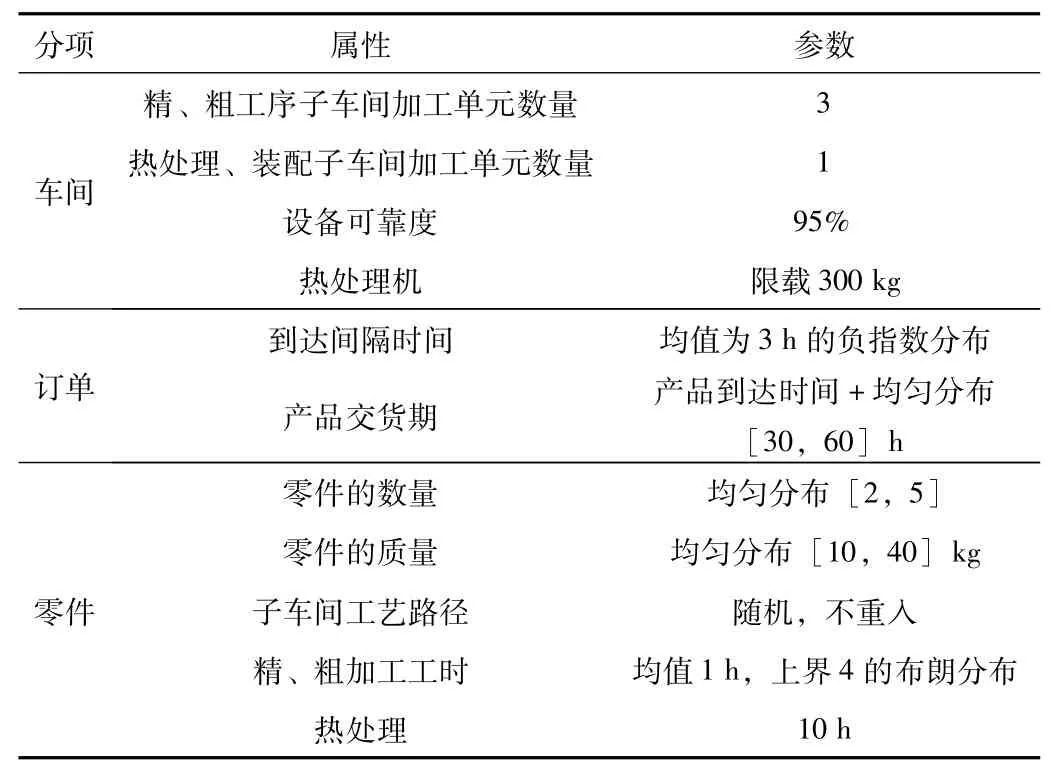
表4 仿真模型参数设定
通过仿真运行控制界面,如图6 所示。

图6 仿真运行控制界面
其中热处理规则最小开机批量MBS 为热处理机限载的60%,即240 kg。仿真时间长度为300 d、预热时间为20 d与仿真次数为30 次。取多次仿真结果均值,仿真结果为图7~9。从仿真结果可以得出:(1)热处理子车间的生产提前期最长,设备稼动率最高,在制品的数量WIP也最多。因此,热处理子车间是生产车间的瓶颈工序;(2)精加工子车间与粗加工子车间两者的加工单元数量、加工需求与加工能力等都相等,但是精加工子车间的提前期、设备平均稼动率与在制品数量均小于粗加工子车间。这是由于零件加工是先经过粗加工与热处理,再到精加工工序。而又因为热处理工序是瓶颈工序,节流了部分零件,这也就抑制了精加工工序部分加工的需求;(3)结合多项仿真结果也从侧面验证了仿真平台的有效性。
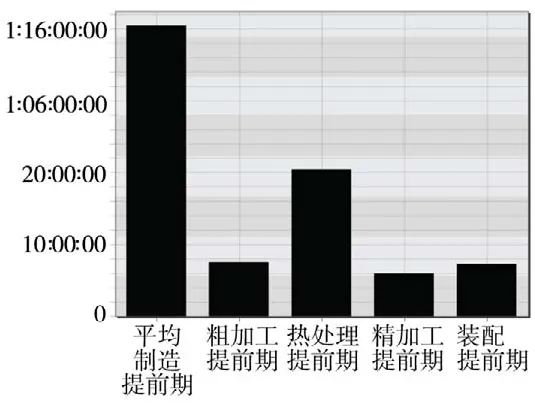
图7 车间各阶段提前期

图8 加工设备稼动情况
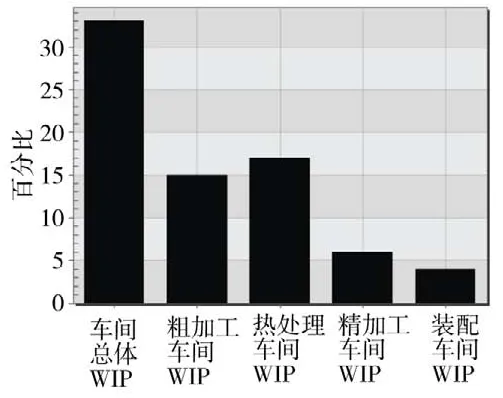
图9 车间在制品WIP情况
3.2 各工序子车间调度规则的性能分析
本节将分析各工序子车间采用不同的调度规则对子车间以及整体车间性能的影响。表2中粗、精加工与配装工序调度规则按照构成属性,选取面向工时的SPT与面向交货期EDD为代表。而批调度规则选用最小开机批量为限载的60% (MBS-0.6)与最大等待时间为0(MWT-0)两种。
在实验开始前,为了更好地分析各工序子车间中采用的调度规则对车间性能的影响,在3.1 小节的基础上调整各工序子车间的产能,使得各工序阶段产能大体平衡。此处,通过多次预仿真实验,调节订单随机到达的时间间隔与各工序加工时间的均值,最终达到车间总体平均稼动率为80%且各工序子车间设备稼动率大体相等的情况。
各工序子车间性能仿真结果为表5,数据均为各工序子车间的性能表现。规则1 为其余工序子车间所采用的调度规则,而规则2 为所评估的工序子车间所采用的调度规则。结果表明:(1)粗、精加工与装配工序中,调度规则主要影响工序的提前期。因为SPT 规则优先加工工时较短的零件,有利于加速零件离开工序子车间的速度。再者,规则不影响加工单元的稼动率,这因为这两者规则并不会改变设备的加工需求;(2)热处理的工序的调度规则对工序提前期与加工单元的稼动率都有影响。这是因为相比较MBS-0.6 规则,MWT-0 规则是只要有待加工零件会开机处理,不等待的加工也即增加了设备的稼动率,也提升了零件通过热处理工序的速度。

表5 各工序子车间性能仿真结果
组合规则对车间整体性能的影响仿真结果为表6,数据为整体车间的性能表现。规则1 为热处理子车间采用的规则,而规则2 为粗、精加工与装配子工序统一采用的规则。对比上一个仿真实验,可以看出:(1)EDD规则在各指标上都优于SPT规则。这是由于SPT规则虽然在各工序子车间上能加速零件的完工,但由于是装配型产品,装配工序需要同订单下的所有零件完工后才能开工。而EDD规则在调度上,同一套产品下的零件的交货期相同,即各关联零件拥有相同的加工优先度,有利于提高装配的齐套性;(2)MWT-0 规则在提前期、拖期率与拖期量3 个指标中都优于MBS-0.6 规则,但其也存在设备稼动率提升的缺点。

表6 车间整体结果
4 结束语
本文以定制化多工艺阶段柔性生产车间为研究对象,基于工厂仿真软件Plant Simulation,构建一类包括粗加工、热处理、精加工与装配工序的多工艺阶段柔性车间生产系统规划仿真平台。模型包括了仿真控制、订单生成、生产过程、数据存储、逻辑控制与统计展示6 大模块。在详细描述了各模块的实现过程后,通过仿真实验分析了析各工序子车间产能关系与车间多种调度规则的性能,验证了模型有效性与探索了各调度规则对车间性能影响。实验结果表明该仿真平台能够有效分析各工序阶段产能均衡性与车间整体性能,帮助企业有效开展建设规划决策。
