基于机器视觉的流控元件气密性检测设备的研发*
2023-12-13邹建华卢伟健伍建桦
施 敏,邹建华,卢伟健,伍建桦
(广东顺德西安交通大学研究院,广东 佛山 528000)
0 引言
流控元件是各类成套装置中的重要组成部分,主要用于工艺管道介质(物料、水、蒸汽、空气和油品等)的切断、节流、调压和改变流向等[1]。其质量的优劣直接影响这些装置的正常生产、安全运转和环境污染。元件出厂前必须通过气密性实验。流控元件气密性的试验是指对元件施加工作压力以上的压力介质,其允许介质泄漏的极限量。
国内外专利文献中阀门的压力检漏方法主要有气泡法、皂泡法、特殊示踪物质法、水压法、超声波法、氦气检测法、压降法、阀门内漏温度法[2]。其中最有效的是氦气检测法,检测准确率高,但是价格昂贵,最常用且成本最低的方法是气泡法。然而传统的气泡法检查一般依赖人眼,但长时间的目视,不但对工人是严重的负担且容易出错,更重要的是人工成本高,效率低。随着劳动力成本不可逆转地大幅度提高,所有的公司都面临着用工成本不断攀升的境况[3]。另一方面由于检测元件外形不规则、元件漏点位置随机无规律、形成气泡最小直径低于0.1 mm等客观条件,检测人员很难及时发现气泡,造成误检,识别精度很难达到预期。目前流控元件制造厂中还没有可靠稳定运行的视觉检测设备,因此采用信息化、自动化、智能化手段推动装备制造业的升级改造十分必要。
在此背景下,针对流控元件气密性的问题,本文继承了工业现场传统气泡法的测试思路,将传统的检测设备进行升级改造,引进机器视觉代替人眼检测,基于C#、OpenCV设计出专用的自动化检测设备。
1 设计要求及思路
1.1 总体设计要求及遵循原则
总体设计要求及遵循原则如下:(1)系统设计目标是针对多个元件同时检测,上下料机构应便于以人工操作的方式完成待测元件的上下料动作,提升整体检测效率[4];(2)流控元件良品标准是在4.15 MPa气压下1 min内无气体泄漏,检测气动管路设计标准应高于此检测要求;(3)图像采集系统包括面阵相机、图像采集卡、工业控制计算机,设计相机安装、校准的标准化流程,便于规模应用;(4)检测系统运转过程中将产生大量缺陷数据,以图片形式存储在磁盘系统中,为了获得高速写入及查询缺陷数据,系统配套独立数据存储单元,便于生产管理及业务回溯[5];(5)系统强电、弱电总控台是集走线、报警显示、生产状态监控于一体的用户操控界面;(6)联动报警机构在出现不良品的状态下以声光报警的形式提示用户进行人工干预。
1.2 设计思路
本设备选取流控元件中某款空调用截止阀及管路件产品为检测对象,结合工业相机以及计算机数据处理手段,实现流控元件气密性自动检测设备的设计。其工作流程如图1 所示,利用气缸将待测元件完全浸入水中,并充入规定压力的空气,如果流控元件气密性不合格,元件内的空气将产生泄漏,会在水中产生气泡,通过提取水中是否产生由下至上运动的气泡这一信息,达到检测元件气密性的目的[6]。连续图像抓取获得气泡上升过程中形态实时变化情况,如果场景内没有运动目标,则相片连续帧的变化很微弱,如果存在运动目标,则连续的帧与帧之间会有明显的变化,当采集到气泡向上运动的时候,相邻帧之间在灰度上会有差别,求取两帧图像灰度差的绝对值,则静止的物体在差值图像上表现出来全是0,而气泡的轮廓处由于存在灰度变化为非0,当绝对值超过一定阈值时,即可判断为运动目标,从而实现气泡的检测功能[7]。系统采用多工位同时检测,保证了检测的高效率;检测数据采用计算机来处理,加快了数据的处理速度,为检测结果的后续处理提供了可靠依据。
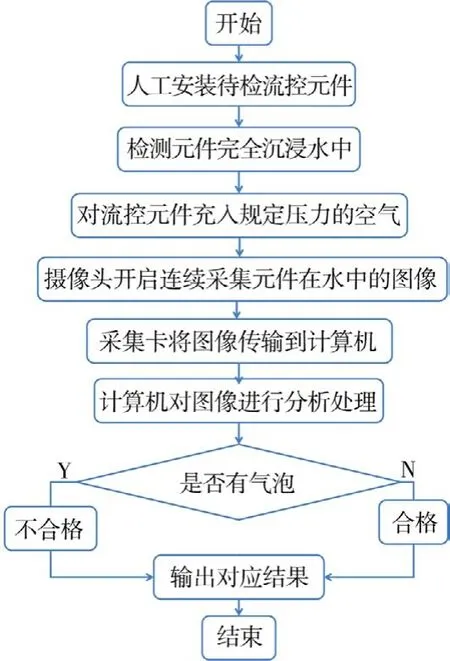
图1 流控元件气密性视觉检测设备工作流程
2 机械结构设计
流控元件气密性视觉检测系统机械结构包括多工位上下料结构、高压及低压气源控制系统、电控进排水系统等,主要由气缸、气泵(或接入其他气源)、铝型材机架、元件夹具、透明水池以及反光镜、光源、摄像头等几部分组成[8],其机械结构如图2 所示,该系统的样机实物如图3 所示。其设计特点如下:(1)为尽可能提升检测效率,流控元件检测工位设计14 个工位,配置双摄像头采集图像,检测速度为14 个/min;(2)检测元件和摄像头位置采用上下错层摆放,节约空间的同时,尽可能排除杂物对成像的干扰[9],摄像头可通过云台底座360°调节,反光镜也可以通过旋钮支架进行0°~90°调节,做到成像最优;(3)透明水池采用10 mm 透明亚克力,配上电磁阀、进出水管实现电控进排水功能;(4)参考被测元件的尺寸和质量要求,升降气缸选用单活塞杆、活塞双向作用,可调缓冲气缸,活塞运动速度范围为50 ~800 mm/s,缸内径为50 mm,行程范围为0 ~300 mm,工作压力为0.15 ~1 MPa,理论作用力推力为785 N,拉力为705 N;(5)根据被测元件要求选用气泵或合适的气源。本设备中流控元件承压要求为4.15 MPa,60 s内无泄漏,气缸气源为0.5 MPa。

图2 流控元件气密性视觉检测设备机械结构示意图

图3 流控元件气密性视觉检测设备样机实物
3 检测系统设计
流控元件气密性视觉检测设备视觉检测系统由硬件和软件部分组成。硬件包含光源、工业相机、工控机等;软件包含控制系统、图像处理系统和显示输出部分等组成。
3.1 工业相机及光源
结合工厂生产要求及现场场地条件要求,单个相机需在0.5 m距离内拍摄到至少7 个检测元件且能拍到直径约为0.1 mm 气泡。综合考虑选用面阵相机,型号:OPT-CM200-GM-04,分辨率1624 pixel ×1240 pixel,芯片类型CMOS帧曝光,快门曝光时间:26 μs ~1 s,像元尺寸4.8 μm×4.8 μm;经过反复实验,当光源设置在水中时,图像成像效果最佳,因此选用24 V防护等级IPX3的光源,放置在水槽底部,前后各1 个,可通过数字控制器调节亮度[10]。
3.2 检测系统
本设备的视觉检测系统是基于C#软件的控制界面设计[11],流控元件气密性视觉检测系统主界面如图4 所示。14个待检元件及压力表状态在主界面实时显示,当系统检测到有泄漏气泡,检测结果直接在主界面上输出,对应元件下的指示灯会变为红色,同时后台会自动保存气泡照片至气泡特征库[12],工作人员单击查看记录可以查询照片存档,并标记不良品泄漏位置方便后续返修。

图4 检流测控系元统件主气界密面性视觉
3.3 图像处理系统
流控元件气密性视觉检测设备的工作环境较复杂,水中自身所含气体、被测件出水、入水过程夹带的气体都会形成气泡,所以必须对图像进行预处理,以抑制图像中的噪声。高斯滤波是一种线性平滑滤波[13],适用于消除高斯噪声,广泛应用于图像处理的减噪过程。通俗地讲,高斯滤波就是对整幅图像进行加权平均的过程,每一个像素点的值,都由其本身和邻域内的其他像素值经过加权平均后得到。图像预处理后再通过两帧差分法判别气泡[14],其原理如图5 所示。如果水中没有气泡,则连续帧的变化很微弱,如果出现气泡,则连续的帧和帧之间会有明显的变化。由于水中的气泡在运动,气泡在不同图像帧中的位置不同。该类算法对时间上连续的两帧图像进行差分运算,不同帧对应的像素点相减,判断灰度差的绝对值,当绝对值超过一定阈值时,即可判断为运动目标,从而实现气泡的视觉检测功能[15]。

图5 两帧差分法原理示意图
相机及图像预处理主要参数设置界面如图6 所示。用户可切换相机1 和相机2;可设置曝光时间;可根据被检测元件的大小自定义检测区域范围即图中矩形方框;可设置图像预处理二值化类型、阈值等重要参数[10]。

图6 相机及图像预处理主要参数设置界面
4 测试验证与结果分析
利用上述设备在流控元件生产厂车间进行实验验证,检测过程捕捉到的部分流控元件泄漏产生的气泡图像如图7 所示。可以看出,气泡在形态上无规律有大有小、形状各不相同,气泡出现位置随机无规律,最小直径低于0.1 mm,这些都给检测增加了难度。但也发现气泡的一些规律,它在图像中呈白色透明状态,由下至上运动,当出现缺焊漏焊往往会出现比较大的泄漏,形成连续的气泡,图像会呈现出线状或者块状,当出现密封不严或者焊接夹渣,会产生微小泄漏,间隔数十秒产生一个气泡,离散的气泡呈现独立的点状。从采集的图像上看,通过高斯滤波过滤后的图像有效去除了噪声的干扰,人眼很难观察到的气泡也能被捕捉到。实验结果表明本机器视觉检测方法有效,机器视觉可以检测出人眼忽略的气泡,准确性也得到了有效提升,另外14个元件同时检测,效率上也有明显的提升。事实证明,通过机器视觉代替传统人眼检测的方法可行。目前该设备已在工业现场运行一段时间,机器还存在很多优化的空间,气泡本身存在很多不确定性,后续需要通过大量测试实验获得更多的气泡数据样本,来提高算法的准确性,同时也需考虑扩展更多工位同时检测,进一步提高设备检测效率。
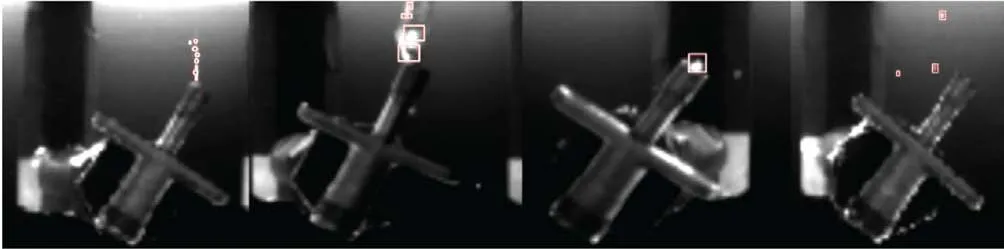
图7 流控元件泄漏产生的气泡图像
5 结束语
流控元件气密性视觉检测设备的研发基于传统流控元件气密性检测方法,将被测元件置于水中,充入一定压力的空气介质后观察被测件周围是否产生气泡,以此作为是否泄漏的标准的测试思路。不仅在结构设计上创新升级,兼容14 个元件同时检测,还将传统机械和机器视觉技术相融合,代替人眼检测,解决了检测结果受检测人员主观因素影响,同时还提高了检测效率,检测结果的可靠性也得到有效的保证[16]。该系统主要有以下几个特点:(1)设备继承传统检测方法,融入视觉检测技术,操作界面简洁,使用更贴近工人。(2)14 工位同时检测的结构设计,提高了检测效率。(3)运用高斯滤波、边缘检测、二值化等图像算法,大大降低了噪声干扰,保证检测结果的准确性。(4)数据储存功能可方便工作人员标记出被测件的泄漏位置,便于返修。(5)传统设备改造升级,提高企业自动化水平。
