基于PLC与工业机器人的码垛工作站控制系统设计*
2023-12-13刘天宋陈义伟
张 俊,刘天宋,陈义伟,李 超
(江苏联合职业技术学院常州刘国钧分院,江苏 常州 213000)
0 引言
随着大家的生活水平提高,人们对物品的包装要求越来越高,因此包装码垛行业的作业模式更新换代遇到了前所未见的挑战。近几年,新型冠状病毒席卷全球,各个国家经济趋势低迷。目前看来,疫情总体趋于稳定,我国的经济发展情况也引起了全球各国的关注和重视。伴随着工业实体的巨大市场规模,我国工业机器人市场规模达巨大,机器人技术发展势不可挡、大势所趋,更是被列为“中国制造2025”十大重点领域[1-7]。工业机器人应用于各个领域,例如:喷涂、打磨、码垛、精密仪器安装等行业[8-11],其中,工业机器人广泛应用于包装流水线,主要完成分拣、码垛等任务[11-16]。码垛机器人作为货物搬运码垛的有效工具,减少劳动力消耗,在后疫情时代,在产业复苏的关键时刻,码垛线的智能化程度将得到提升,从而提高各条生产线的生产效率,服务于社会发展已成为一项十分紧迫的任务。根据文献所知,小工厂采用输送线配合人工码垛的比较多[2],大部分码垛流水线运行状况良好,但是由于产品比较单一,智能化水平不高[8],目标盘更换都需要进行程序更改并进行调试,影响工作效率。针对以上问题,本文利用PLC、工业机器人和触摸屏设计码垛工作站控制系统,为不同的目标盘码垛提供新的参考思路,使工作站更加智能化、人性化和便捷化。
1 系统构成及工作原理
码垛机器人工作站由料盘控制系统、物料输送系统、工业机器人、和控制系统组成,如图1 所示。工业机器人根据自由度、空间和载荷选用ABB 的IRB120 机器人。夹爪控制系统主要包括夹爪以及气路电磁阀控制开合。

图1 系统构成
根据生产实际的需求和流水线流程安排,码垛工作站的布局如图2 所示。其工作原理为:工作时,在触摸屏上选择相应的物料码垛功能,由触摸屏告知PLC,PLC 传递给变频器和机器人控制柜,传送带开始运输物料,机器人开始拾取相应工具待命,当传送到指定位置时,通过指定的传感器检测到物料到达,由PLC 传递给机器人控制柜,机器人开始到达预设位置拾取物料,根据设置路径放入指定目标盘设定位置中,放置完成后由机器人控制柜传送给PLC 完成放置信号,PLC 通过计算控制变频器使目标盘进行对应位置旋转,因此码垛工作站可以满足该流水线的码垛任务。

图2 系统布局图
2 控制系统的硬件设计
本码垛工作站系统硬件设施主要采用触摸屏、PLC、工业机器人、变频器、电机、电磁阀与传感器等共同协作实现,硬件设计结构如图3 所示。本系统以机器人与PLC 为核心,二者采用以太网通信,PLC 与触摸屏采用RS485 通信协议完成信息的交互,根据要求完成相应的码垛任务,PLC与工业机器人内置板卡的连接图,如图4所示。

图3 硬件设计结构图
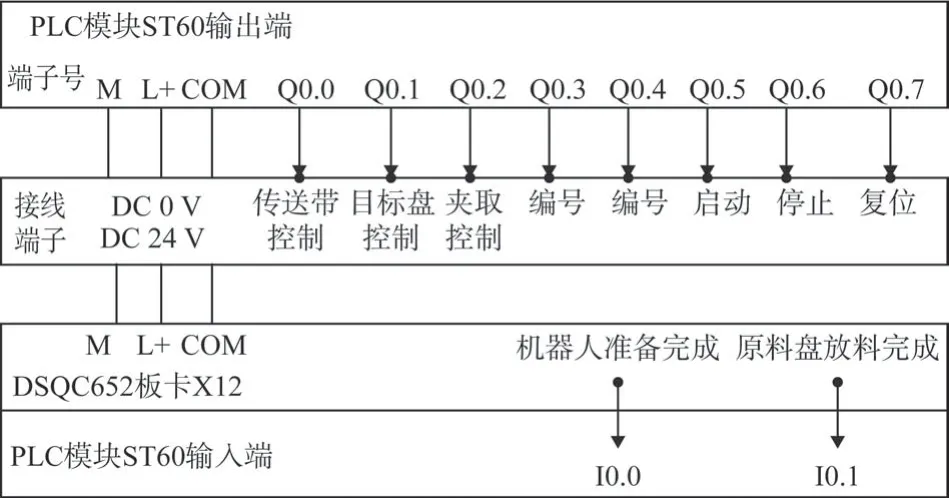
图4 PLC与机器人扩展I/O接线(部分)
本系统可以实现机器人的运行与停止和伺服电机的参数设定,原料盘以及目标盘的料块状态可以通过传感器提供给PLC。PLC 再与机器人进行通信连接,实时获取物料状态变化,根据物料状态和码垛任务要求,启用不同的任务程序。为保证任务的可循环性及其稳定性,本原料盘旋转一个周期后,位置参数就会进行一次更新,可使本操作系统更加稳定的运行。
本系统采用硬件型号如下所述。
(1)机器人控制器。机器人控制器采用ABB IRC5控制柜,控制柜自身集成以太网接口,方便与外部设备进行通信。
(2)PLC 控制器。PLC 选用西门子200 smart PLC,本型号PLC 共有60 个输入输出点,基本指令执行时间可达0.15us,自带以太网口。由于本控制系统庞大,需要进行各个设备之间的信号控制和信息处理,并与机器人进行以太网通信。
(3) 触摸屏人机交互界面。触摸屏选择威纶通TK8071IP 触摸屏,可以与PLC 进行RS485 通信协议进行通信,可对本系统进行实时监控和对机器人任务参数进行设置。
(4)变频器。采用三菱D7200 变频器,实现对原料电机和目标盘1、2电机的控制。
3 控制系统的程序设计与运行
根据工作站的工作原理[12-13],PLC 和触摸屏可以通过网线进行自由通信,在程序运行时根据触摸屏提前设定好的参数进行对应的流程。机器人可通过自带的真空检知系统判断当前位置有没有抓取到物料,当机器人抓取到物料时触摸屏上物料对应的灰色信号灯点亮,调试人员可非常直观的观察物料数量的变化。当机器人在当前位置夹取不到物料时对应的黑色指示灯点亮同时会通过网线发送信号给PLC,PLC 在得到信号时可控制料盘的转动,以保证可以抓取所有物料,在夹取物料的总数量小于当前料盘的总物料时会重复进行取料直到对料盘上所有物料都进行过检测。工业码垛过程整个系统程序的开发包括ABB 工业机器人及控制系统的初始化、HMI工艺参数设置、手动调试、系统自动运行、I/O信号输入输出监控系统等,程序流程如图5 所示。整个程序按照模块化编程,保证了不会花太多时间调试程序。

图5 工作站程序流程图
(1)控制系统初始化:当系统开机时,所有的料盘回归原位,物料全部位于传送带上,机器人处于机械零点。
(2)HMI 工艺参数设置:根据操作者的需要,可以对触摸屏上已有的参数进行设置,实现多种功能。
(3)手动调试运行:ABB 机器人工作站在设备联调时,可以单独调试各个运行模块,测试用于抓取码垛的工具是否可以正常使用,传送带的送料控制,机器人的紧急停止,目标盘的转动,为整个工作站的自动运行打基础。
(4)系统自动运行:当码垛参数进行设置以后,将ABB 工业机器人调至自动模式,机器人将自动完成码垛的抓取与放置;为了安全起见,整个过程将通过机器人控制柜的急停或者触摸屏的急停按钮控制启动和停止。
(5)输入输出I/O 信号监控系统:通过触摸屏中的输入输出监控画面可以监控整个工作站的IO状态。
本码垛工作站工业机器人控制程序的编写采用ABB工业机器人的RAPID 语言设计,RAPID 语言是ABB 机器人专用语言,具备灵活性和扩展性广泛的特点,支持建立多个任务模块和例行程序。整个系统设计包括主程序设计和子程序设计。子程序设计包括初始化、调取相应码垛程序、拾取工具程序、中断程序、目标盘1 执行程序、目标盘2 执行程序等功能程序,拾取工具程序利用了子程序可以带参数调用的原理,可以使程序更加简便灵活,同一个子程序可以根据参数不同拾取不同的工具,中断程序保证了运行中的相对安全,当触发安全光栅或发生应急情况时,机器人会主动进入到中断程序当中,紧急停止工作站,保证安全。不同的目标盘调用程序分别对应了相对的目标形状和适应的运动轨迹。主程序设计包含中断程序,逻辑判断,子程序调用等具体实现码垛相应功能和适配轨迹。机器人码垛主程序如下。

4 监控系统设计
触摸屏可通过自带的触感反馈能力,判断点击屏幕的位置,然后使编写好的程序驱动各个部件,方便操作。该操作系统中使用的是威纶通TK8071IP型号触摸屏,该触摸屏界面设计中,主要分为4个部分:功能选择区域、料盘复位区域、报警区域、控制区域。其中当机器人运行出现故障时,报警区域的指示灯会进行闪烁,按下急停按钮便可紧急停止运动。功能选择区域中可以跳转到监控画面,监控画面中可以实时反馈原料区、目标盘物料的装调,方便在调试时更好地了解物料的情况,如图6所示。
5 测试结果与分析
本次设计的码垛工作站控制系统采用光、机、电、气和磁相结合。2022年11月,系统设计完毕后在某电子设备厂进行码垛测试,该公司原来采用两班制8 人,24 小时连续生产,目标盘为A、B 每天分别码垛1 350、1 500 盒,由于工人的技术不稳定,产能会有±8%波动,并且由于工人连续工作身体疲劳,码垛出错3~5%。测试结果表明,码垛准确率达99%,生产线中实现了自动码垛,工作过程稳定,提高了工作效率,系统实用前后运行效率对比如表1所示。
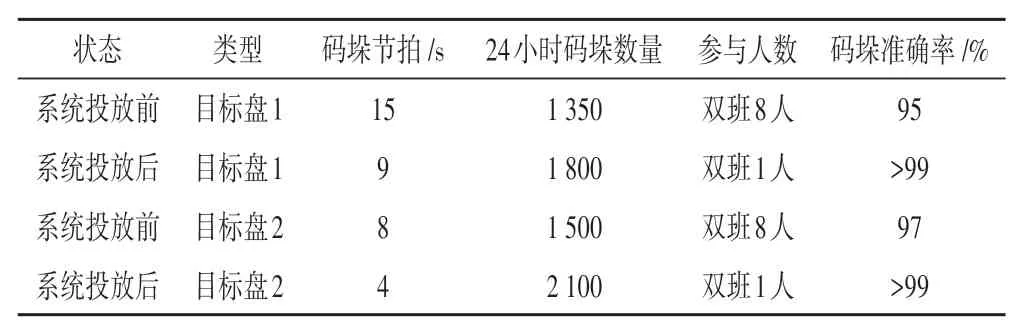
表1 系统调试统计结果
6 结束语
为了解决采用输送线配合人工码垛,降低人员的劳动强度和码垛流水线产品比较单一,智能化水平不高等问题,本文以ABB IRC5 工业机器人和西门子S7-200smart 为核心控制,采用以太网通信,结合威纶通触摸屏技术、变频器技术设计了码垛工业机器人的控制系统,通过调试测试后,码垛目标盘1和目标盘2准确率均达99%。实践证明,基于PLC 与工业机器人的码垛工作站控制系统能自动完成物料准备、机器人自动拾取工具、物料及码垛、送料等功能,整体运行良好,工作速度稳定,工作速率快,降低了人员的劳动强度,提高了生产效率,具有实际应用参考价值和广阔的应用前景。
