手性掺杂聚合物稳定VA 液晶的光学性能
2023-12-11丁文全王力娜杨亚非王盼盼周振婷李荣荣
丁文全, 王力娜, 杨亚非, 王盼盼, 周振婷, 李荣荣
(江苏和成显示科技有限公司,江苏 南京 210014)
1 引 言
聚合物及可聚合液晶单体在液晶相关领域中被广泛研究和应用[1-3]。聚合物稳定垂直取向(Polymer Stability Vertical alignment,PSVA)[4-5]技术通过在液晶材料中加入少量的可聚合单体,经紫外光固化在面板内表面生成聚合物层,产生预倾角,是一种非接触式的配向方式。PSVA 最早由富士通公司报道[3],由默克公司与友达光电联合开发,应用于量产,随后,三星电子、肯特州立大学等诸多机构对PSVA 的工艺条件开展了广泛研究[6-7]。与其他显示模式[8-9]相比,PSVA 液晶显示器具有高对比度、高透过率、响应速度快、产率高及制程引入污染少等优点[10-12],在各种显示需求中被广泛应用。
透过率是显示器件的重要参数。但随着显示器朝着更高分辨率的方向发展,液晶显示器的像素密度被设计得越来越高,开口率下降,影响面板的整体透过率,因此液晶显示器对透过率的提升有了更迫切的需求。研究者们对如何提升各类液晶显示器的透过率展开了广泛研究[13-14],关于PSVA 显示器的性能研究也屡见报道[15-16],其中包含手性掺杂对PSVA 模式显示的影响,提出了手性掺杂聚合物稳定垂直取向(Chiral Polymer Stability Vertical Alignment, C-PSVA)液晶显示模式[17]。
PSVA 显示模式通过“鱼骨”电极设计[4-5]实现多畴配向,同一个像素内可形成不同的配向方向。在不同区域交界处,由于其左右两侧液晶分子指向不同,液晶分子排列处于“向错”状态,使该处液晶的折射率无法得到有效利用,形成透过率很低的“黑线”,降低了PSVA 显示模式的透过率。为提升PSVA 显示模式的透过率,不同配向区域交界处的“黑线”是本文研究的重点。提升交界处的透过率,将有效改善PSVA 显示模式开口率低的问题,提升整体透过率。C-PSVA 显示模式在液晶中加入手性剂,液晶加电后形成螺旋排列,能够显著改善交界处的相错问题。本文从模拟出发,验证了C-PSVA 显示模式的影响因素,得到了该显示模式需要的最佳液晶参数。根据模拟结果制作C-PSVA 液晶显示样品,对该显示模式的实际显示效果进行了验证。
2 模型建立与实验条件
本文中模拟及测试所使用的液晶(江苏和成显示科技有限公司,HCCH)参数如表1 所示,如无特别说明,文中所列液晶折射率参数均为589 nm光源下的测试结果。液晶中所加入的可聚合单体为T1567(HCCH),具体结构如图1 所示,可聚合单体在液晶中的添加比例为0.3%。所掺杂的手性剂均为T1619(HCCH),具体结构式如图2 所示。
图1 T1567 可聚合单体结构Fig.1 Structure of polymer monomer T1567
图2 T1619 手性剂结构Fig.2 Structure of chiral monomer T1619
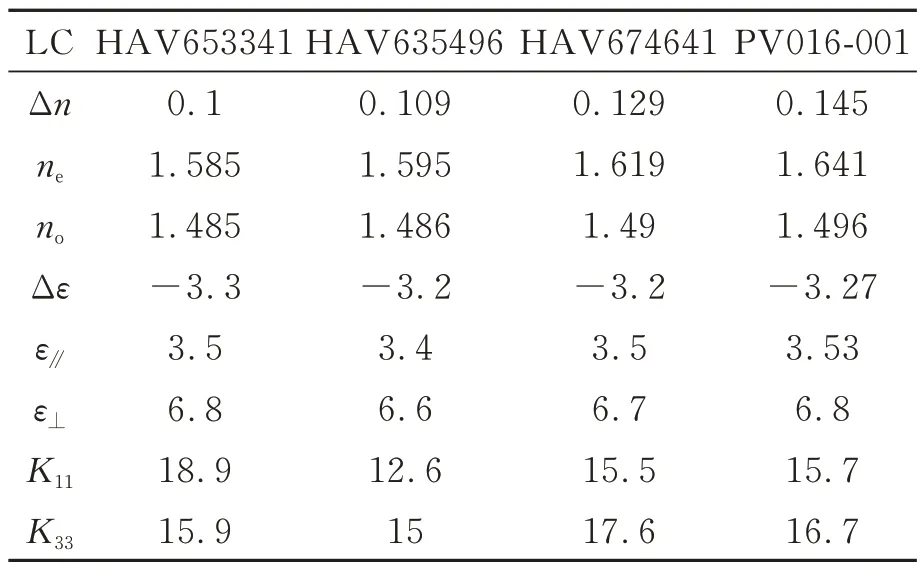
表1 液晶参数Tab.1 Liquid crystal parameters
2.1 模型建立——单畴手性掺杂模型
为确认手性剂的加入对液晶排列产生的影响,使用LCD Master 1D 模拟软件(Shintech)建立单一配向模型,对加入手性剂后的液晶排列的变化进行验证。具体模型设置参数如表2 所示。该模型可以模拟手性掺杂对液晶排列的影响,以及偏光片角度设计对光学的影响。
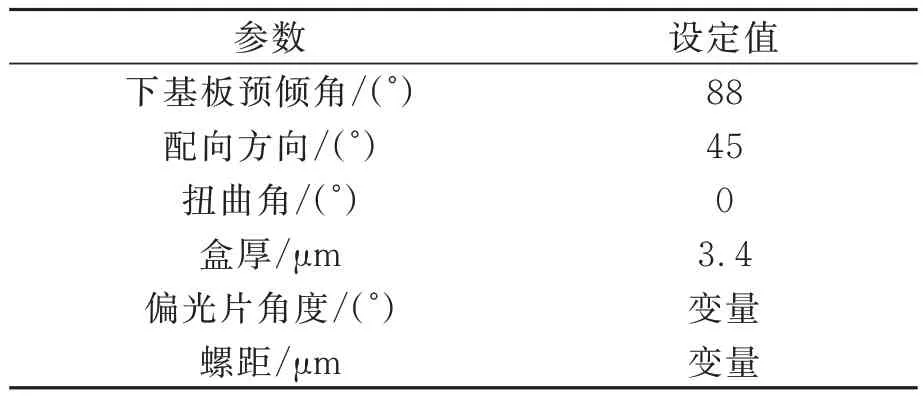
表2 C-PSVA 显示模式1D 模型参数Tab.2 1D model parameters of C-PSVA
2.2 模型建立——多畴相错模型
PSVA 显示模式相邻两个区域液晶的配向方向相差90°。使用LCD Master 2D 液晶模拟软件(Shintech)建立模型,模型示意图如图3 所示。对该模型左右区域进行不同的参数设定,分别设定配向角度为45°和135°,扭曲角都为 0°,预倾角都为88°,螺距、盒厚和液晶折射率皆为变量。
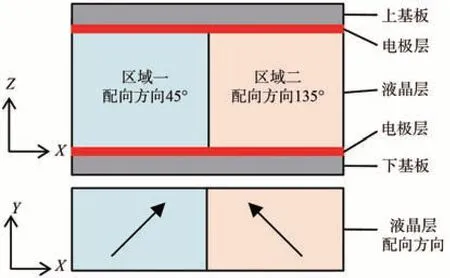
图3 PSVA LCD Master 2D 模型示意图Fig.3 PSVA model of LCD Master 2D
该模型可以得到液晶盒透过率随液晶排列状态的变化,得到C-PSVA 显示模式的光电特征曲线及透过率随位置的分布曲线,可以直观了解透过率改善效果。
2.3 实际效果验证
根据模拟得到的结果,分别按照C-PSVA 和PSVA 显示模式对应的最佳延迟量和手性剂掺杂比例设计配方,制备液晶。利用毛细作用力将液晶注入到盒厚为3.2 μm 的测试盒中。测试盒像素为四畴结构,其中一侧电极设计如图4 所示,另一侧为整面电极。加电后,液晶分子会向不同方向倾倒。对装好液晶的测试盒进行配向处理,具体步骤为:
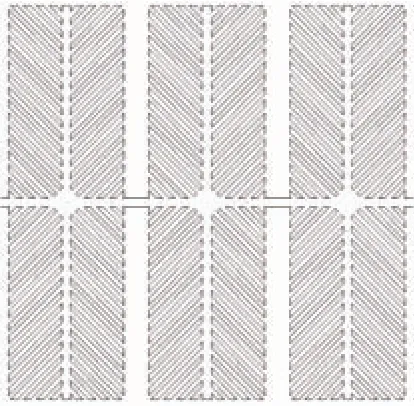
图4 PSVA 多畴电极结构Fig.4 Structure of PSVA multi-domain
(1)使用0~15 V 的步进方波电压(60 Hz)对液晶盒加电,最终保持15 V,使液晶分子缓慢倾倒;
(2)使用照度为5.5 mW/cm2(波长313 nm)的紫外光对液晶盒进行80 s 的照射,使得可聚合单体在液晶盒内表面固化,形成预倾角;
(3)撤掉电压,使用照度为0.25 mW/cm2的紫外光(波长313 nm)对液晶盒进行90 min 的照射处理,反应掉剩余的可聚合单体,完成配向。
对配向完成的液晶盒进行实际效果验证:对测试盒施加10 V、60 Hz 方波电压,在偏光显微镜(LEICA DM2700M)下观察,确认多畴交界处“黑线”位置的透过率改善效果。使用OPTIPROmicro 位相差测定设备(Shintech)的光电功能测试液晶盒的V-T曲线,对比确认C-PSVA 显示模式对透过率的实际提升效果,测试条件为:电压范围0~9 V,电压步径0.1 V,测试波形方波,频率60 Hz,测试镜头直径150 μm。
3 结果与讨论
3.1 手性剂比例对液晶排列的影响
采用单畴手性掺杂模型,将液晶HAV653341的螺距分别设置为1 倍、2 倍、4 倍的盒厚,相当于加入不同比例的手性剂,对应的扭曲角度分别是360°、180°和90°。模拟结果显示,未加电时,在3 种手性剂比例下,液晶均可以按照正常的VA 模式进行排列,不会发生扭曲。加电后,液晶分子发生扭曲,并且扭曲的角度与螺距值所对应的角度基本一致,如图5 所示。
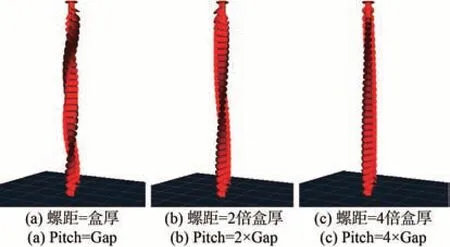
图5 手性剂对液晶排列的影响Fig.5 Effect of chiral monomer on LC alignment
3.2 偏光片角度对液晶透过率的影响
采用单畴手性掺杂模型,将液晶HAV653341的螺距值设置为4 倍的盒厚,模拟不同偏光片角度下液晶盒的光电曲线,模拟结果如图6 所示。从图6 中可以看出,偏光片角度为45°~135°时液晶盒的透过率远高于偏光片角度为0°~90°时的透过率,传统PSVA 显示模式0°~90°的偏光片组合并不适用于液晶中有手性掺杂的情况。C-PSVA显示模式中液晶存在扭曲,类似于TN 显示模式,所搭配的偏光片角度需进行相应的调整。
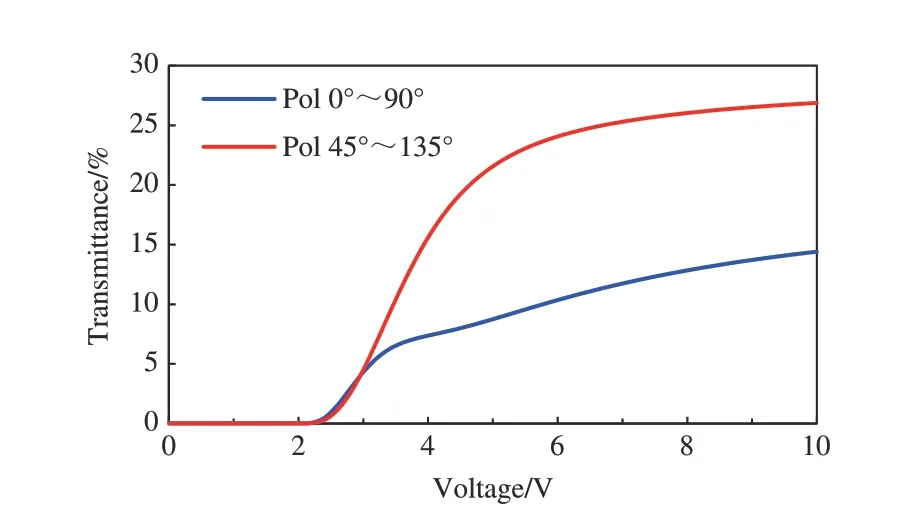
图6 偏光片角度对透过率的影响Fig.6 Influence of polarizer angle on transmittance
3.3 手性剂比例对液晶透过率的影响
使用图3 中建立的LCD Master 2D 模型对C-PSVA 显示模式的透过率情况进行模拟,具体模型设置条件如表3 所示,将液晶盒的盒厚设定为3.4 μm。对表1 所示的两款液晶进行模拟。分别模拟了加入不同比例的手性剂,使液晶的螺距值为3 倍、4 倍、8 倍的盒厚,以及不加入手性剂时,液晶盒的透过率随电压变化的情况及液晶盒不同位置对应的透过率分布情况,结果如图7 所示。
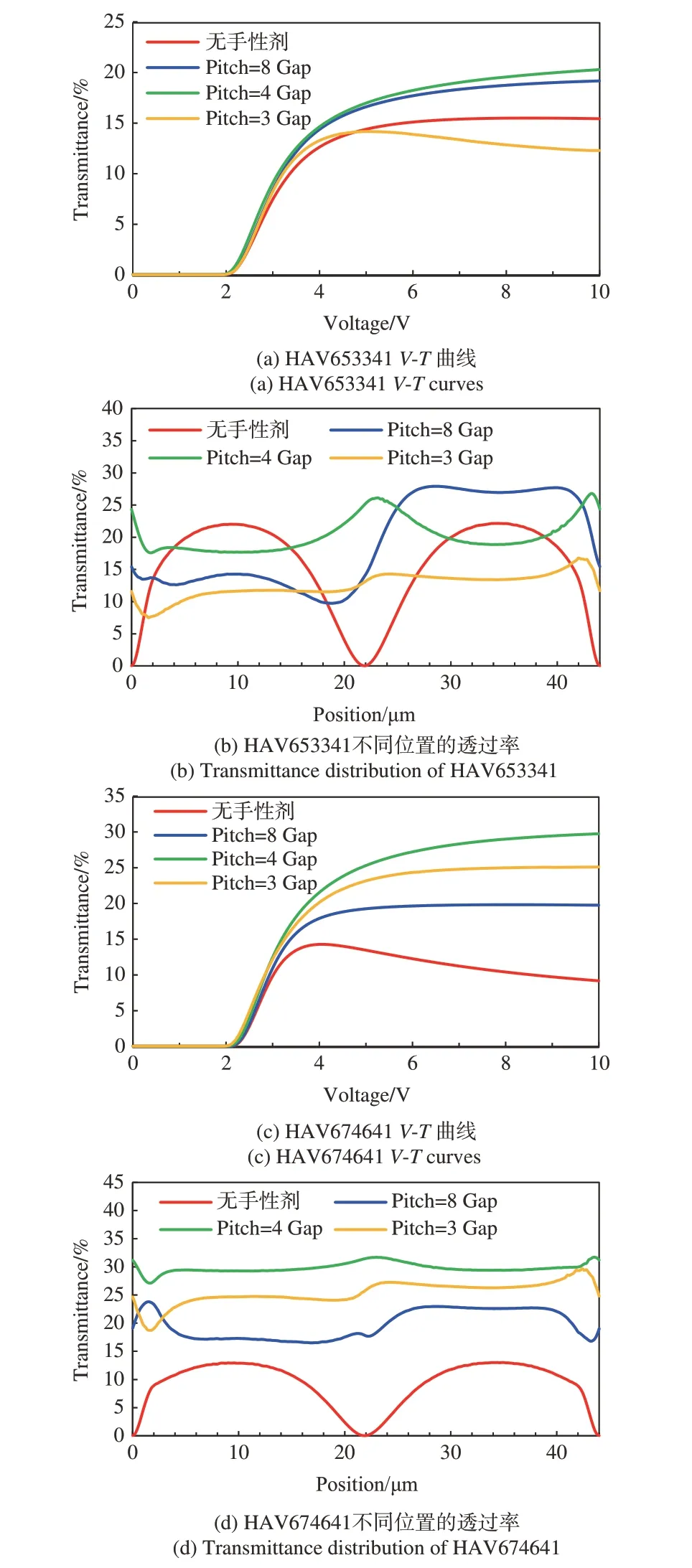
图7 手性剂比例对C-PSVA 透过率的影响Fig.7 Effect of chiral monomer ratio on the transmittance of C-PSVA
由图7(a)、图7(c)可以看出,随着手性剂的加入,两款液晶盒整体的透过率都有所提升,并且在螺距值为4 倍的盒厚时,透过率达到最大值。由图7(b)、图7(d)可以看出,同一电压下,液晶盒不同位置的透过率会随着手性剂的加入发生变化,尤其是两个不同配向区域的交界位置。未加入手性剂时,该处的透过率基本为0,随着手性剂的加入,该处透过率提升,并且在螺距值为4 倍的盒厚时,透过率提升最明显。另外,将两款液晶的透过率提升情况进行对比,发现HAV674641在加入手性剂后对透过率的提升更加明显,说明C-PSVA 显示模式对透过率的改善效果和液晶的折射率有关。
进一步分析加电后C-PSVA 显示模式的液晶排列情况,如图8 所示。未加入手性剂时,由于两个相邻区域的配向方向不同,外电场作用下,不同配向方向区域的液晶向不同方向倒下,交界处的液晶产生相错,折射率不能有效利用。由于下偏光片相互正交,所以加电后该区域的透过率很低。随着手性剂的加入,液晶在电场作用下倒下时,不同位置的液晶都呈现螺旋状排列,产生旋光效应,所以两个区域交界处的透过率会有大幅提升。而两个配向区域部分,因液晶的排列方式较传统PSVA 显示模式有所改变,影响了光的传播,所以此处的透过率也发生了变化。

图8 手性剂的加入对液晶排列的影响Fig.8 Effect of chiral monomer on the LC direction
3.4 延迟量对透过率的影响
通过3.3 节的模拟发现,在液晶中掺杂手性剂后,不同折射率的液晶透过率提升程度有差异。因此对C-PSVA 显示模式的最佳延迟量进行验证。
3.4.1 固定折射率,改变盒厚
我们选用表1 所示的液晶HAV674641 对不同盒厚的C-PSVA 显示模式进行模拟,得到透过率曲线如图9 所示。传统PSVA 显示模式的最佳延迟量约为340 nm,模拟所选用的2.6 μm 盒厚搭配液晶HAV674641,对应传统PSVA 显示模式的最佳延迟量。从模拟结果可以看出,C-PSVA 显示模式在盒厚为2.6 μm 时,透过率远低于盒厚为3.0 μm 和3.4 μm 时的透过率,说明C-PSVA显示模式的透过率改善效果除了与折射率有关外,还与液晶盒的盒厚有关,即C-PSVA 显示模式的最佳延迟量与传统PSVA 显示模式最佳延迟量不同。具体C-PSVA 显示模式对应的最佳延迟量,通过固定盒厚、改变折射率的方式进一步验证。

图9 盒厚对C-PSVA 显示模式透过率的影响Fig.9 Effect of cell gap on the C-PSVA transmittance
3.4.2 固定盒厚,改变折射率
固定液晶盒的盒厚为3.4 μm,设置液晶的螺距值为13.6 μm,即螺距值为4 倍的盒厚。将液晶的折射率设置为变量,其余液晶参数同表1 液晶HAV674641,模拟不同延迟量条件下液晶盒的透过率随电压变化的情况,模拟得到的结果如图10 所示。由模拟结果可以看出,当液晶Δn在0.13~0.14 之间时,透过率达到了最大值。
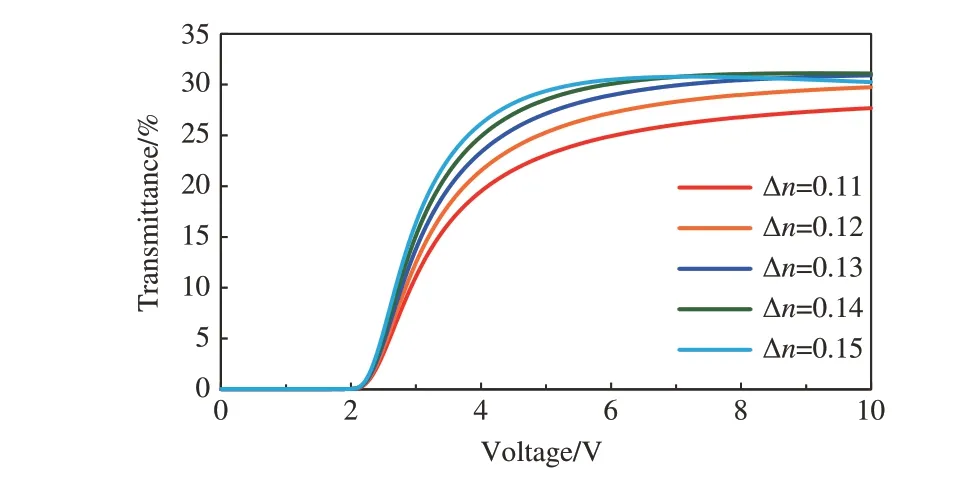
图10 3.4 μm 盒厚折射率对V-T 曲线的影响Fig.10 Effect of refractive index on V-T curves at 3.4 μm gap
进一步固定液晶盒的盒厚为3.0 μm,设置液晶的螺距值为12 μm,即螺距值为4 倍的盒厚。将液晶的折射率设置为变量,其余液晶参数同表1液晶HAV674641,模拟不同延迟量条件下,液晶盒的透过率随电压变化的情况,模拟得到的结果如图11 所示。由模拟结果可以看出,当液晶Δn在0.15~0.16 之间时,透过率达到了最大值。固定螺距值为4 倍的盒厚,在不同的延迟量条件下,液晶盒的透过率不同,C-PSVA 模式的最佳延迟量约为460 nm。
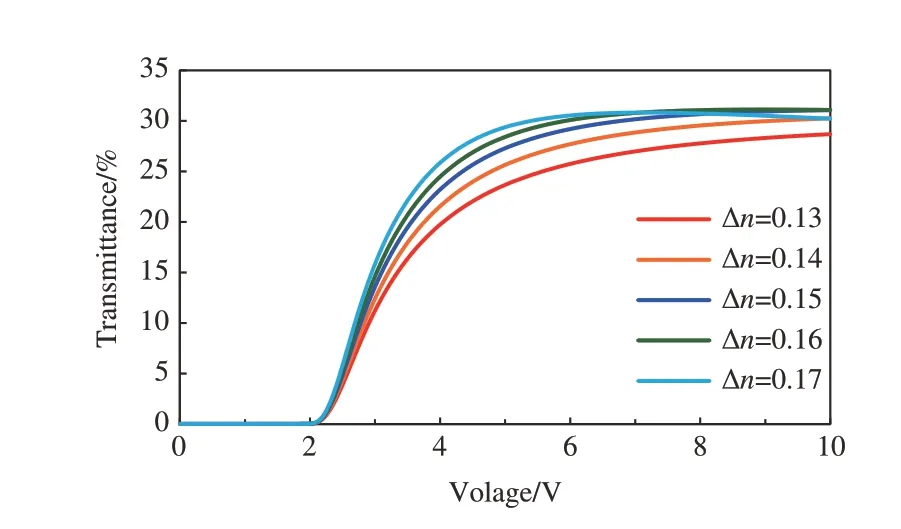
图11 3.0 μm 盒厚折射率对V-T 曲线的影响Fig.11 Effect of refractive index on V-T curves at 3.0 μm gap
3.5 实测结果
根据以上模拟结果,使用3.2 μm 的测试盒对PSVA 和C-PSVA 两种显示模式的实际效果进行对比。其中PSVA 显示模式的最佳延迟量约为340 nm,选用Δn为0.109 的HAV635496 进行实验;C-PSVA 的最佳延迟量约为460 nm,配制Δn为0.145 的PV016-001 进行实验。两种液晶的具体参数如表1 所示。在液晶中加入不同比例的手性剂,如表4 所示,其中HAV635496 中未添加手性剂,PV016-001 添加手性剂后的液晶螺距符合C-PSVA 显示模式的最佳螺距值。

表4 PSVA 和C-PSVA 液晶手性剂含量Tab.4 Chiral monomer ratio of PSVA and C-PSVA LC
将配制好的2 款液晶分别装入盒厚为3.2 μm的鱼骨盒中,进行加电UV 配向,制备好测试样品。
3.5.1 显微镜观察
将两款液晶盒依次放到偏光显微镜下进行观察,如图12 所示。可以看出,C-PSVA 显示模式的透过率较PSVA 显示模式有所提升,尤其是多畴交界位置,亮度提升明显,C-PSVA 显示模式可以很好地改善不同配向方向交界区域的黑线问题,实测结果与模拟结果一致。
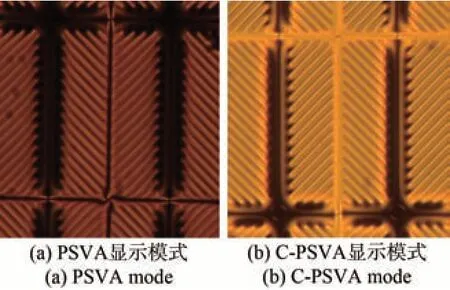
图12 液晶盒显微观察结果Fig.12 Microscopic observation results of the cell
3.5.2 光电曲线测试
使用光电测试设备对两款液晶盒进行V-T测试,测试结果如图13 所示。由测试结果可以看出,与传统PSVA 显示模式对比,C-PSVA 显示模式的透过率约有13%的提升。
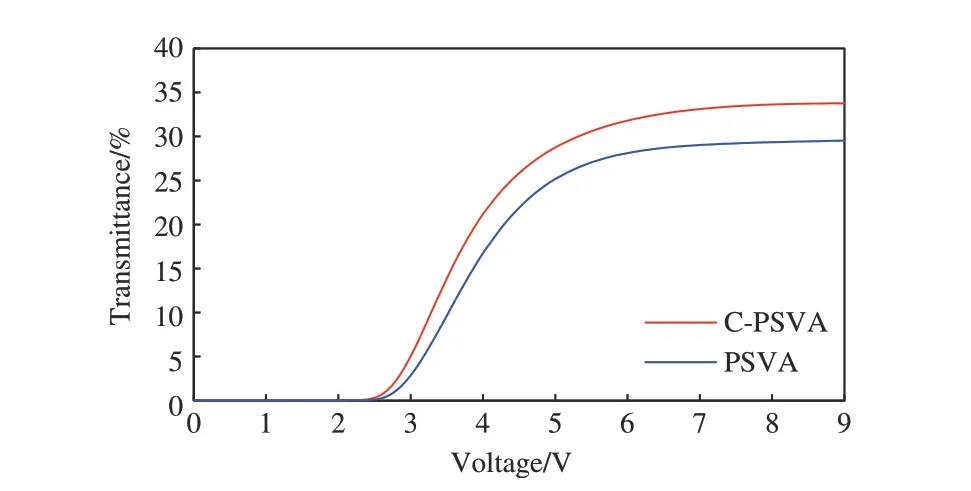
图13 C-PSVA 与PSVA 样品V-T 曲线对比Fig.13 V-T curves of C-PSVA and PSVA cells
4 结 论
为提升PSVA 显示器件的透过率,本文研究了一种新的显示模式C-PSVA,建立合适的模型通过模拟软件对C-PSVA 的显示效果进行验证,并对其显示原理进行分析说明。研究了偏光片角度、延迟量和手性剂含量对显示效果的影响,得到了该显示模式的最佳延迟量约为460 nm,最佳手性剂含量对应的螺距值为4 倍的盒厚。根据模拟结果配制液晶,装入鱼骨盒中对C-PSVA 的实际显示效果进行验证。实验结果表明,C-PSVA与传统的PSVA 显示模式相比,透过率可以提升约13%,不同配向方向交界位置的透过率改善明显,整体亮度均匀。
