某县城脱水污泥处置厂工艺设计研究
2023-12-08鲍燕荣
鲍燕荣
安徽省城建设计研究总院股份有限公司
本文结合安徽省某县污泥处置厂的工程设计案例,介绍了污泥处置的热干化工艺,干化脱水后的污泥就近输送至附件的垃圾焚烧发电厂焚烧发电,对污水处理厂剩余污泥进行了无害化处置和资源化利用。
一、工程概况
污水处理厂是削减水体污染物、保护环境的重要环保设施。但如果脱水后产生的污水厂污泥得不到有效处理处置,则会引起环境的二次污染,降低污水处理厂的环境效益。根据统计数据,某县污泥产量逐年增加,需设置一座污泥处置厂,其中一期的污泥处理量150 吨/日(含水率80%),二期的新增污泥处理量150 吨/日(含水率80%),处理后污泥含水率低于40%,其余各项指标均达到《城镇污水处理厂污泥处置单独焚烧用泥质》(GBT 24602-2009)相关要求。
二、国内外发展现状及趋势
(一)国外发展现状及趋势
美国的生活污水厂剩余污泥的最终处置有如下方式:60%农用、3%生态修复、17%填埋和20%焚烧,而土地利用、焚烧和堆肥是美国三大污泥处置技术。美国政府颁布的《40 CFR Part503》法案,提出了土地利用、焚烧、填埋的优先顺序,并针对焚烧提出了具体要求。
日本污泥处置主要以焚烧后建材利用为主,农用与填埋为辅,污泥经焚烧后产生的灰渣用于路基、建材、水泥原料等多个领域。目前,日本各类污泥焚烧设备有700 多种,污泥焚烧处置的比例超过70%,熔融量超过10%,堆肥达到11%,填埋量逐年减少。
欧洲发达国家以污泥焚烧后资源化利用和污泥土地利用为主,其中工业和经济发达的地区以焚烧为主,农业发达地区则以土地利用为主。比利时、德国、荷兰、奥地利等国家基本以焚烧为主,丹麦、希腊、法国、芬兰、英国等国家有超过30%以上的污泥采用焚烧处置。爱尔兰、法国、意大利、葡萄牙、英国大部分污泥采用土地利用(农用)。所有国家均很少采用污泥填埋。
综上所述,从欧盟国家整体来看,污泥焚烧是主流技术之一,也是日本应用最多最广的污泥处理处置技术,美国鼓励的主流技术是污泥焚烧[1]。
(二)国内发展现状及趋势
污泥是污水处理中的重难点问题。我国长期存在“重水轻泥”的问题,污泥处置的技术发展与污水处理技术相比,差距较大,且落后于发达国家较多。我国的污泥处置问题主要有以下几个方面:
第一,我国的生活污水厂污泥产量大,污泥处理处置问题较为严峻。
第二,存在“工业废水与生活污水同网”的现象,污水厂污泥泥质复杂。
第三,污泥处置方面的环保投资不足,“重水轻泥”现象较为突出,“十三五”期间,我国新增的污泥处理处置设施投资金额仅约占污水处理投资费用的5%。
第四,污泥稳定化处理未引起足够重视,国内绝大多数污水厂仅满足污泥脱水要求,尚不满足《城镇污水处理厂污染物排放标准》中污泥稳定化要求。
第五,缺乏与污泥处理配套的相应设计标准及适合我国国情的污泥焚烧的排放标准。
三、污泥处置厂设计
针对当前污泥处置面临的问题,采用“干化+焚烧”工艺能较好地实现剩余污泥的减量化、资源化、无害化和稳定化处置,因此,在某县的污泥处置方面,引入了“干化+焚烧”工艺,现对该工程设计方案介绍如下。
(一)工艺方案分析
第一,污泥性质分析。针对生活污水处理厂剩余污泥,首先由环境保护监测单位对污泥泥质进行了检测,根据检测数据,污泥重金属含量较少,低于国家现行排放标准,有机质含量较高,污泥热值较高,具有焚烧的良好性质,其余指标均满足《城镇污水处理厂污染物排放标准》(如表1 所示)。
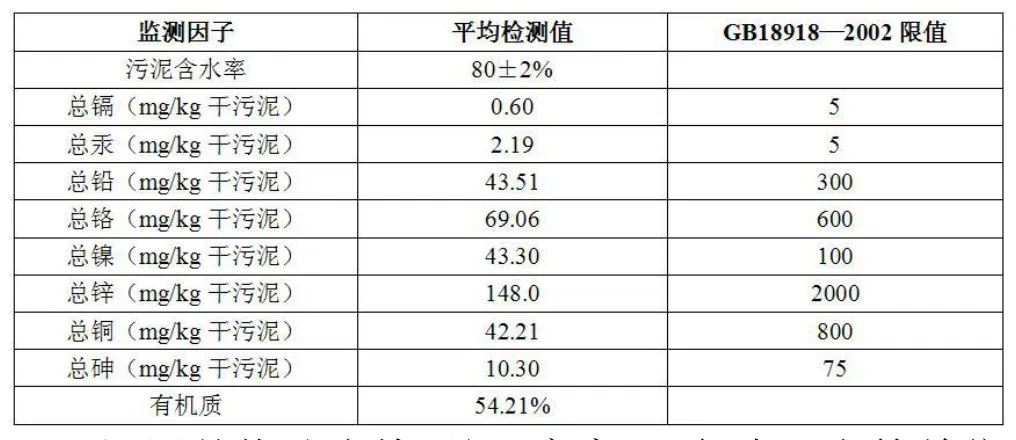
表1 某县污水处理厂污泥成分表
污泥焚烧速度快,处置率高,经与当地主管单位沟通,县城建有垃圾焚烧发电厂一座,运行良好,有较多焚烧余量,可将污泥处置的干化厂建设在垃圾焚烧发电厂附近,利用电厂余热作为污泥干化处置厂的热源,干化后污泥就近投入垃圾焚烧炉焚烧发电,可实现两个项目的联合运行,具有巨大的联动效益。
第二,污泥工艺流程。县城各污水处理厂剩余污泥首先在污水处理厂区内处理至含水率达到80%±2%,再将处理后的剩余污泥输送至本工程拟建的污泥处置厂,利用高压带式深度脱水机将污泥脱水至含水率70%,然后采用低温带式干化处理至含水率35%及以下以达到焚烧要求,最后输送至垃圾焚烧发电厂与生活垃圾一起混合,作为焚烧发电的原料(如图1 所示)。

图1 污泥处理工艺流程图
第三,物料平衡。近期工程:150t/d(含水率80%)污泥,先采用机械式深度脱水至含水率70%左右,脱水量为:150-150×20%/30%=50t/d,脱水后污泥100t/d(含水率70%);然后采用热干化设备,干化到含水率35%,蒸发的水量为:100-100×30%/65%=53.85t/d;总去水量为103.85t/d,干污泥量为46.15t/d。按照每天24 小时的运行计算,则设备每小时去水量为4.33t/h。据此,设计采用两条干化线,每小时去水量为4.8t/h(如图2 所示)。
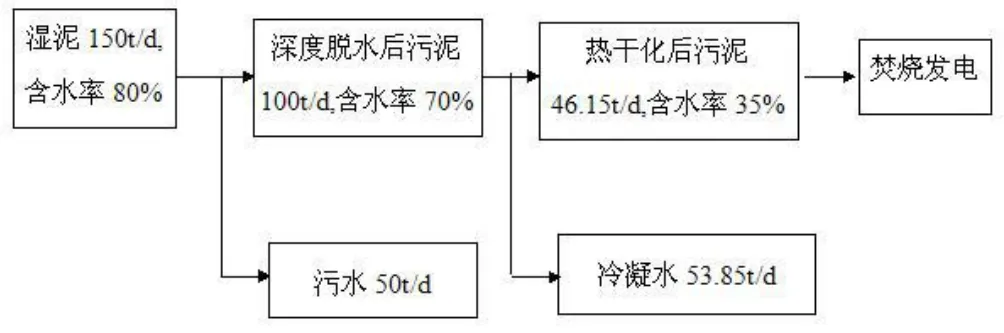
图2 物料平衡图
第四,热平衡计算。低温干化水分蒸发量:100-100×30%÷65%=53.85t/d;每小时蒸发水量:53850kg÷24h=2243.75kg; 水分汽化吸热量:2400kJ/kg ×2243.75kg/h=5385000KJ/h=128.7 万kcal/h;水分凝结潜热:128.7 万kcal/h。
(二)工艺设计
第一,污泥存储与输送。采用两台撬装式料仓接收外来污泥,料仓的容积为80m3,在料仓的侧面上分别装有两台污泥输送螺杆泵,料仓的料位由超声波料位计进行检测,设置高低位报警装置。通过变频器来对污泥的流量进行调节。
采用耐压的无缝不锈钢管输送污泥,管道直径为DN200,壁厚为6mm。在管路上装设在线压力检测装置,通过PLC 检测及控制。当压力超过设定值时,表示管道堵塞,需要进行清理,这时停螺杆泵并报警。通过变频螺杆泵的运行频率来进行干燥器的处理量调节。
第二,全封闭管式面条机。全封闭管式面条机由污泥分配器、管式面条机、旋转刮板和清洗装置等组成。由污泥泵提供6bar~10bar 的压力,将污泥输送至污泥分配器里,然后由污泥井分配后通过柔性连接管输入到面条机内部,模孔将输入的污泥挤压成面条状,面条机内部刮板通过旋转隔断面条,同时对模孔进行清洁处理。
第三,带式干燥器。面条机形成的直径8mm 条状污泥从面条机连续输入干燥器,均衡堆积,然后利用接入的垃圾发电厂余热进行烘干,污泥在干化的同时沿输送带移动。传动带为带细长孔的不锈钢板,宽度设计为3 米。干燥器的干燥区域设计有10 个独立的干燥模块,热气向上向下吹,与污泥行进方向相反,与污泥充分接触,在每个模块里干燥气体流穿过污泥。上部传送带以约1 米/分钟(可通过变频调速调节)的速度运送物料通过1 干燥室~10 干燥室。在第一次通过1 干燥室~10 干燥室的干燥物达到大约50%的湿度的部分干化。与此同时干燥温度从干燥室1 到干燥室10 被从80℃逐渐升高到110℃,在上部干燥带上停留约30 分钟左右后,物料落到下部干燥带,从干燥室10 传送到干燥室1。这种方式的优点在于,干燥物在通过干燥室10 到1 的过程中能被冷却下来。通过这种运行方式可以保证干化过程中能源利用更加高效。污泥在干化器内部干燥带上的总停留时间在75 分钟左右。干化后含固率65%的干泥通过冷却排放螺旋输送机输送至干泥料仓暂存,然后就近运送至垃圾发电厂焚烧。
第四,气体冷凝。从干燥器的模块中排出的气体是80℃左右的高温高湿气体,由抽气鼓风输送至冷却器。在这里湿热空气被冷却媒介冷却到35℃,冷却媒介采用的是循环冷却水。污泥里蒸发出来的水在这里冷凝,冷凝水进入污泥厂排放池直接排放处置。
第五,尾气处理。厂房内35℃的尾气(大约4200m3/h)抽送到厂区除臭系统,处理后达标排放。排出气体可防止臭气从干燥器溢出的同时保持干燥器内为微负压,在负压状态下蒸发速度升高,同时还降低了挥发份浓度。该系统的尾气来自蒸发过程中产生的挥发份及蒸汽,由于在干化过程中物料处于静止状态,污泥本身温度也只升高到80℃,尾气中的杂质很少,这些气体通过生物除臭设施处理后可以达标排放。
第六,热回收。从干燥器的模块排出的大约80℃左右的高温高湿的气体经循环水冷却到65℃,放出的热量由热交换器通过热再利用循环水泵提供的循环水转移到热交换器,通过冷凝器后的干燥气体被加热到60℃左右。
第七,气体加热。通过进气风机从外界吸入的新鲜空气被加热到80℃,热源为疏水器中温度约为140℃的加热蒸汽冷凝液。预热的空气通过鼓风机输入干化机,进一步与干化腔内的换热器进行加温换热,热媒介可以为10kg 的蒸汽。
第八,热源。通过处置污泥量计算,本工程需要提供3906kW 的热能,换算成1MPa 的热蒸汽需要5.50t/h,经与垃圾焚烧发电厂沟通确定,其可提供足够且品质满足要求的余热蒸汽供本工程使用。
第九,冷却水的供应及排放。污泥干化系统冷却用水来自厂区,其中用于冷却螺旋输送机的为循环冷却水,消耗量为2m3/h,温升10℃,进水压力保证在0.2MPa 以上。循环冷却水返回到冷却系统,其他出水直接排到厂区污水系统。
第十,干污泥的输送与储存。通过冷却水将干化后的污泥冷却到35℃,然后通过刮板输送机输送到50m3的污泥料仓。干污泥料仓配有氮气保护系统,对干燥腔内的温度和一氧化碳的浓度进行监测,当超温或一氧化碳浓度超标时,电磁阀开,系统同时进行报警。氮气可在5 分钟内将料仓填满。料仓配备即时提供仓内料位信息的超声波料位计及阻旋开关。料仓底部安装螺旋输送机,输送机出口安装有伸缩卸料口,直接将干化后污泥密封接走,可有效避免装卸粉尘的产生。
第十一,控制系统。本干化系统采用PLC 控制系统,对整个干化生产过程进行监控、报警和联锁,确保整个干化生产过程安全、平稳运行。带式干化系统内设独立控制室,人机界面设置在脱水间值班室。PLC 的监控信号通过通信接口传递至系统,为全自动运行,自动进料和出料。
结语
本工程既是污泥处置工程,又是一个资源再生项目,可实现污泥的无害化、资源化、减量化和稳定化,脱水后的污泥用于焚烧发电,具有较大的经济效益和环境效益。