中厚板坡口切割实例
2023-12-07北京斯达峰控制技术有限公司
文/ 北京斯达峰控制技术有限公司
北京米森科诺控制技术有限公司
坡口切割过程属于是3D运动,一套好的坡口切割系统要具备几大条件:⑴机械稳定的拟合角回转头;⑵基础稳定,刚性好,横平竖直的机床结构;⑶良好的高度控制策略;⑷坡口加工中难免需要二次加工,对二次加工工件要有好的定位方式;⑸各种误差难免存在,要有好的误差补偿机制;⑹行之有效且简单的编程方法。
SF-5610-PK六轴坡口切割数控系统(图1)可用于普通平面切割和坡口切割,是由数控系统、高度控制器、测距激光、定位激光、数控等离子电源、回转机构、坡口等离子割炬等组成(图2)。下面是对于本套系统的工作特点介绍和使用经验分享。

图1 SF-5610-PK六轴坡口切割数控系统

图2 系统组成
机械稳定的结构
如图3所示,坡口切割不论是等离子还是火焰,枪的功率都比较大,枪线都比较粗,导致工作中存在很大的隐患。回转头的正常安装方法如图4所示,正确的绕线可以提供割枪最大的活动范围。需要注意的是,因为坡口向右是正角度(不会有负角度),所以线要盘在右边。
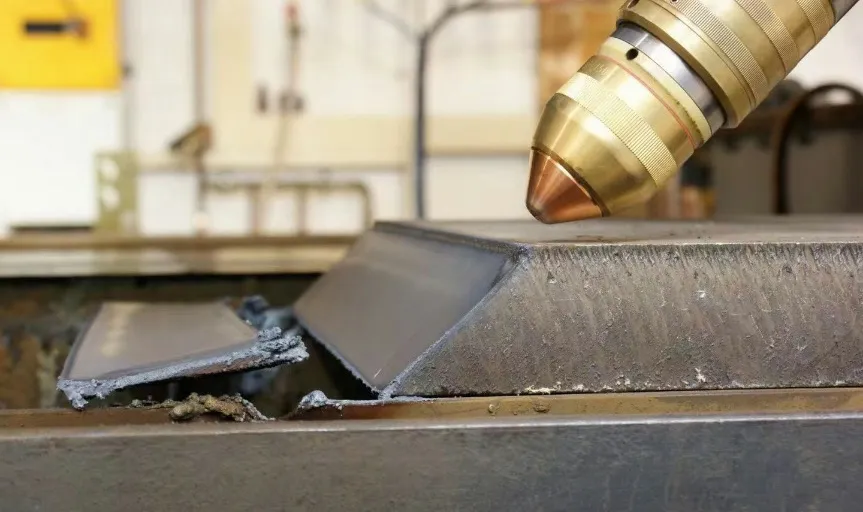
图3 坡口切割

图4 回转头正确的绕线方法
在机床结构上对生产厂家的产品要求很高,主要是基础要平稳,一般料架采用锯齿形的,回转头的安装一定要有水平尺,保证横平竖直。
良好的高度控制策略
料架经过长时间使用后,其钢板不可能保持平直。因此,我们的高度控制策略主要包括以下方面。
弧压高度控制器
SF-HC25C3(图5)具有直切、坡口切两种工作模式,适用于直切,全正斜坡口,上Y形坡口。具有双初始定位高度和双切割高度控制,高度为实际精确距离(而非电压),运行中智能弧压识别记忆,省去弧压设定的烦恼。测量精度不大于0.1毫米,采样速率1k赫兹。系统自动通过网格化的测量高度,确保切割全过程的高度控制有效。

图5 SF-HC25C3控制器
三点式激光测距仪
⑴激光测距仪的安装。
激光测距仪(图6)的下开口处距离钢板应在400毫米左右。

图6 SF-FLMD01点激光测距仪
⑵采用三点测量法。
三点测量法适用于小面积的钢板,对于各种切割方法,特别是K形坡口有效。在平整的钢板上,选择一个特殊点(一般取参考点)为起点,用三个点分布在钢板上形成平面方程,在此范围内可计算出任意点Z的高度,精度在1毫米以内。
⑶使用网格化测量对大面积钢板进行高度标定。
输入钢板的长度、宽度、网点间隔,系统自动计算网点的分布,并测量各点的高度。周围四个点构成两个三角平面,加工时根据机床坐标自动算出各点高度。如图7所示为一个旋转钢板的实例,图中各点的数据是实测的高度,钢板倾斜是由于没有放平的原因所导致。

图7 网格高度控制示意图
系统定位装置的作用
十字激光定位仪
在坡口加工中难免会碰上需要二次加工的问题。此时,零件的摆放位置,偏转角度都会严重影响加工的质量。增加十字激光定位仪(图8),就是为了更好地处理二次加工问题,使用方法如图9所示。

图8 十字激光定位仪
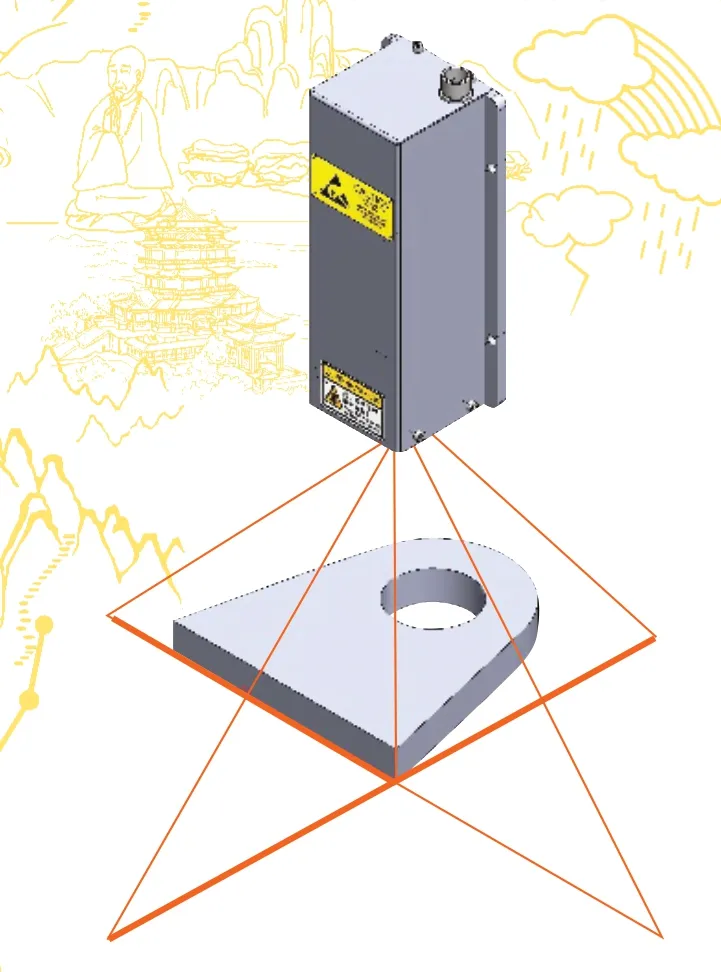
图9 十字激光定位仪的使用方法
在实际使用中要用到两次定位,包括左下角(原点)和右上角方能准确定位。例如,我们要在一个孔上切K形坡口,孔已经事先切好了。选择右上角后,系统自动计算中心位置(十字光标到中心),返回参考点后系统就可直接加工。
拟合角回转头
拟合角回转头SF-HZ80(图10)利用双旋转轴空间拟合角原理设计,自动高效精密切割和焊接板材管道坡口及复杂几何形状,包括切割V形、Y形、正坡口和反坡口,可方便与任何横梁式自动焊割设备配合或集成,配合自主研发的专用5~8轴联动数控系统广泛应用于工程机械、重工等制造业。

图10 拟合角回转头SF-HZ80
拐角速度转换角:如图11所示,当程序段之间运行方向变化超过此角度时,系统拐角时降速到起动速度。一般系统比较重时,此值选小些。调正时可根据加工速度、机床振动情况确定,振动大则此值选小。

图11 拐角速度转换角和拐角圆弧过渡半径图示
拐角圆弧过渡半径:在高速处理子线段加工时,如果机床有振动,可适当将此半径加大,一般在4~8mm之间。
回退/前进速度:切割暂停后,回退或前进的速度,此操作一般是断弧后回退到断弧点,所以速度不能太快。建议值为500mm/min。
小圆弧限速:在切割小圆弧时,如果速度过快,会切得不圆,所以要进行限速。建议值为500mm/min。
小圆弧限速半径:切割零件的半径小于此值时会按小圆弧限速值运行。建议值为15mm/min。
良好的误差补偿算法
再好的回转头都可能有误差,将严重影响加工精度。误差的调整非常困难,这也常常是厂家最终选择弃用的原因。为此我们特别设计了一个小装置——定位针,安装在等离子枪中,如图12所示。
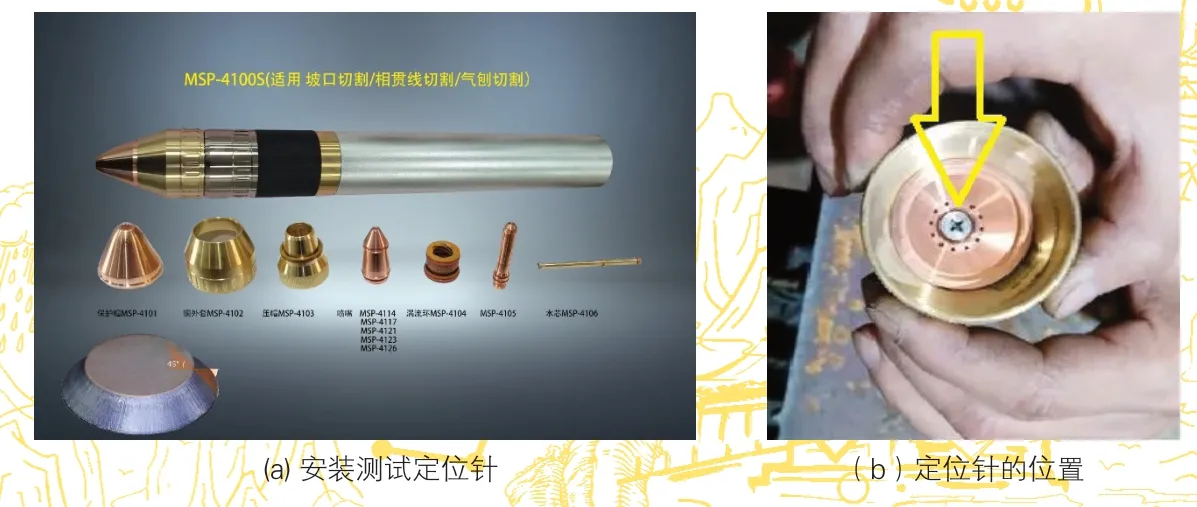
图12 配合测试安装定位针
我们提供了三种补偿方法:
⑴回转头竖直偏心补偿(图13)。

图13 回转头竖直偏心补偿示意
⑵回转头坡口偏心补偿(图14)。

图14 坡口角偏心补偿方法
⑶回转头垂直度的补偿。
⑷根据实切的效果,适当的修改补偿参数,以到达最好的切割效果。
图15为一个实际的K形坡口切割补偿的图形,黄实线是直切部分的轨迹,虚线分别是上坡口或下坡口的补偿轨迹。注意,其中的补偿角度是可以修改的,通过观察切割的过程,修改补偿方向角度,效果立竿见影。

图15 实际补偿的数控轨迹
简单的编程方法
往往坡口切割的编程非常复杂,且套料软件价格昂贵。而该系统提供了非常简单的编程软件,只需对普通平面套料软件生成的程序,在系统中再编辑一下(该加坡口的线段加坡口,该直切的保留,不需要的可以删掉)。系统自动完成多次加工,不需客户编写一条程序,学习和使用非常简单明了。
另外,系统还提供了手工排料,自动排列编程方式。如图16所示,其为一个将普通的外方内圆的平面加工程序,经过简单编辑,先编写内圆是K形坡口,四边是直切,再通过自动排列生成共边的4×4切割程序。

图16 一个4X4外方内圆K形坡口共边的例子
可以切割5种坡口类型(图17),首先在软件中选择网格化高度测量,对一个大钢板进行高度标定,再选择好一个参考点,客户就可以开始加工了。
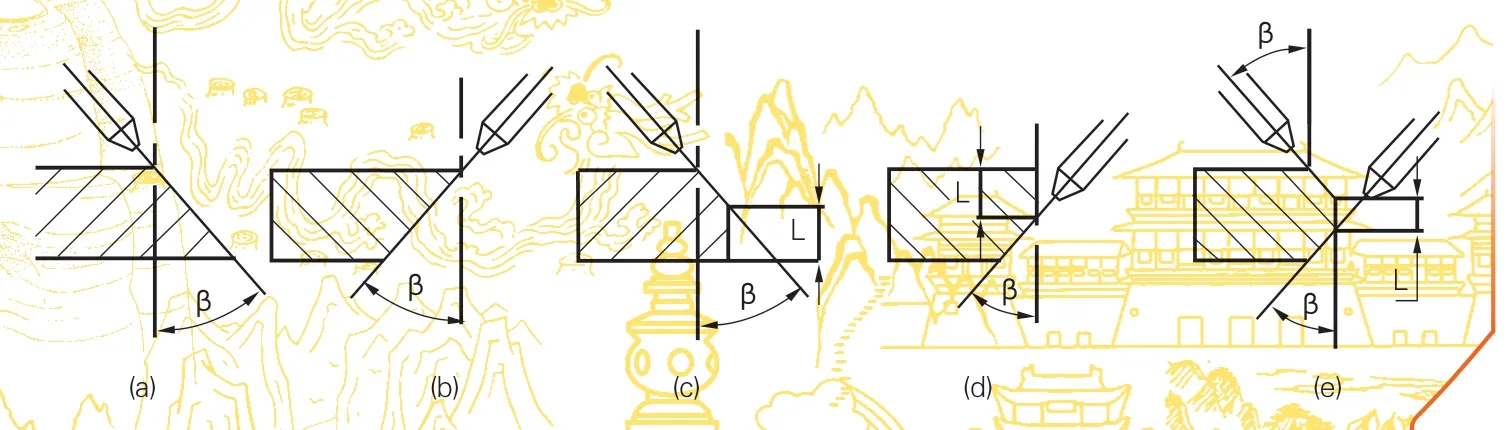
图17 5种坡口类型
结束语
SF-5610-PK六轴坡口切割数控系统采用高可靠设计,具有抗等离子干扰,防雷击、浪涌的能力;具有割缝补偿功能,并检测程序中补偿是否合理,作出相应报告,供用户选择;与各种套料软件完全兼容,如:STARCAM、IBE、FASTCAM等;采用了特殊的小线段处理功能,行走流畅,可广泛的应用于金属下料及广告、铁艺等。
