化工企业涉VOCs及恶臭废气治理实例分析
2023-12-06丁亚运
丁亚运
(南通江山农药化工股份有限公司,江苏 南通 226017)
党的二十大提出,要坚持绿水青山就是金山银山的理念,全方位、全地域、全过程加强生态环境保护。对于国内的化工企业而言,涉VOCs废气的治理,除了使用RTO、催化氧化等热解工艺外,仍大量采用活性炭处理低浓度的VOCs废气[1-3]。根据研究,活性炭对有机废气及恶臭气体有较好的吸附效果[4,5],但也存在大量不规范使用的情况。随着《省生态环境厅关于深入开展涉VOCs治理重点工作核查的通知》(苏环办〔2022〕218号)的发布,活性炭吸附装置在设计风量、设备质量、气体流速、活性炭质量及填充料都有了详细的要求。为此,作者针对一化工企业合成车间的废气收集处置实际案例,提出相应的废气收集及处理工艺,以供其他化工企业参考。
1 车间废气概况
某化工企业合成车间生产农药中间体,使用二氯乙烷、甲苯作为合成反应的溶剂,合成车间涉及硫化、成盐、缩合、胺化和精制等工段。该车间使用原料复杂,溶剂易挥发,且使用的原料中间体及合成的产品均含有一种特征性的恶臭气味。车间涉及的化工工艺包括催化合成、负压精馏、压滤、干燥等,废气收集难度较大,无法做到从进料、反应、转料至最终包装的全密闭。其中,固体原料投料、产品成盐及精制时的固液分离工段产生的恶臭气味最大,需要进行改造,改善车间工作环境。
2 车间废气收集
根据车间的废气产生情况,可分为有组织高浓度VOCs废气和无组织低浓度恶臭废气。有组织高浓度VOCs废气为合成及精馏工段产生,将反应釜、投料高位槽、冷凝器、接收罐等工艺设备的放空管密闭收集汇总即可。无组织低浓度恶臭废气集中在反应开始的固体投料阶段和最后的精制压滤阶段,由于该产品使用的原料及最终产品均有一种嗅阈值极低的特征性恶臭气味,仅采用普通的集气罩作局部废气收集,效果有限。据该企业反映,车间正常生产时周边恶臭气味十分明显。为此,企业采用了两种不同的方式进行针对性的改造。
首先,固体原料原先采用包装袋包装,打开反应釜人孔进行投料,投料时产生的异味较大。企业特别设计了固体投料箱,要求原料生产厂家使用该投料箱进行装料和运输。该固体投料箱底部为锥体出料口,设有专用的密闭阀门及对接口。投料时将投料箱吊装至反应釜上面,与进料口密闭对接后开启出料阀门,固体物料可在密闭条件下投入反应釜。投料箱上设有气体接口,可通入压缩空气将物料全部吹扫至反应釜内。其次,企业原先采用板框压滤机进行固液分离,产品及母液均有特征性恶臭。为此,企业进行了工艺改造,采用三合一压滤干燥机,压滤干燥均在设备内操作,废气可全部收集至管道内。最后为了保证产品包装时异味不散发,固体出料时直接进入密闭螺旋输送机,将产品转移至车间内一处密闭卸料包装间。该卸料间进行了密闭化改造,设有通风换气管道。
3 废气处理工艺设计
3.1 废气处理工艺简介
常用的有机废气及恶臭废气处理方法有物理法、化学法、生物法等,如表1所示。
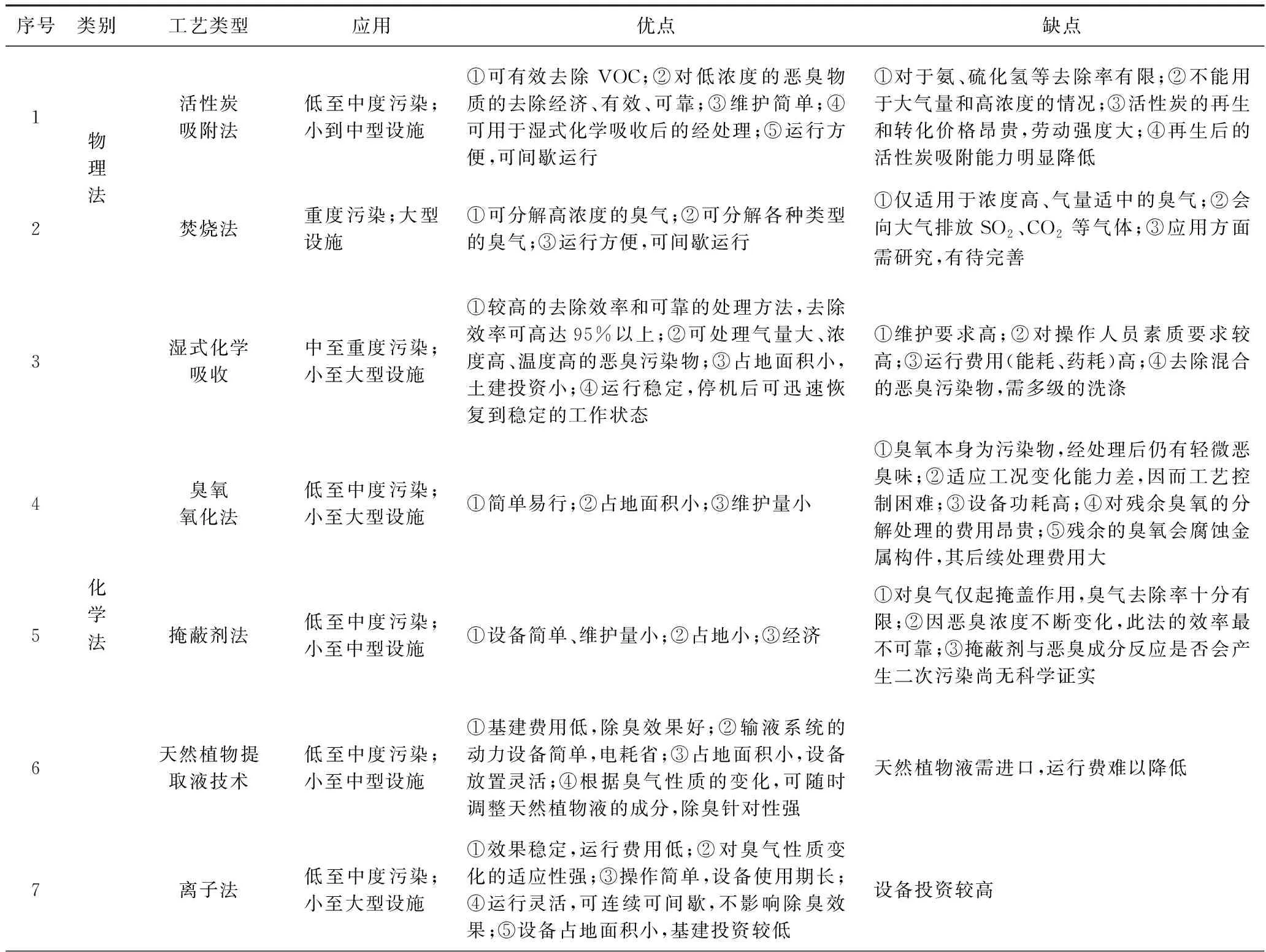
表1 各废气处理方法比较Tab. 1 Comparation of waste gas treatment process
化工企业产生的废气成分复杂、处理难度大,需要根据废气的组分、浓度、风量、持续性等因素,综合考虑处理成本和处理效果,找到最经济的处理方法。
3.2 废气处理工艺设计
3.2.1 高浓度VOCs废气
针对高浓度VOCs废气,在废气收集末端设置了一套二级深冷装置,通过冷凝法进行预处理,回收绝大部分二氯乙烷和甲苯。
根据安托因方程,计算出两种溶剂在不同温度下的饱和蒸汽压,可以计算出理论条件下的最佳冷凝温度和冷凝效率(如表2所示)。
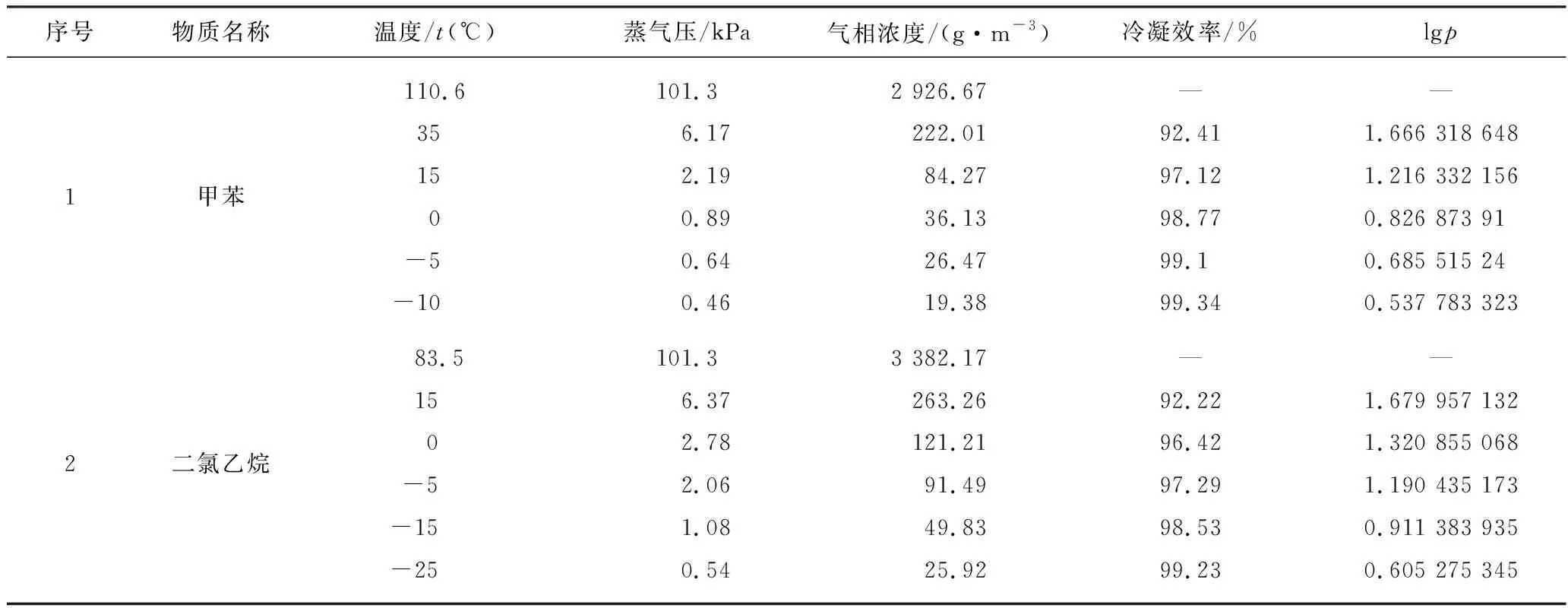
表2 物质在不同温度下的安托因计算数值及冷凝效率Tab. 2 Antoine calculation values and condensation efficiency of substances at different temperatures
从表2可见,甲苯在-10 ℃,二氯乙烷在-25 ℃时,冷凝效率比较经济。
经冷凝预处理后的废气,经检测,非甲烷总烃浓度在1 200~1 500 mg·m-3之间,风量约为1 500 m3。企业选择将该车间工艺尾气和其他车间的工艺尾气合并后,送入尾气终端的RTO装置内高温焚烧处置。
3.2.2 低浓度恶臭废气
经气体采样检测,该车间低浓度恶臭废气中,VOCs浓度不高,仅为恶臭气体,采用高温氧化等工艺经济性不高,因此采用水洗+UV光解+活性炭吸附方式进行处理。
参照《省生态环境厅关于深入开展涉VOCs治理重点工作核查的通知》(苏环办〔2022〕218号)中对活性炭吸附工艺参数的要求,经过活性炭吸附工艺计算,设计了相应的颗粒活性炭吸附箱(如图1所示),具体计算参数如表3所示。

图1 颗粒活性炭吸附箱外形示意图Fig. 1 Outline dimensions of particle activated carbon adsorption box
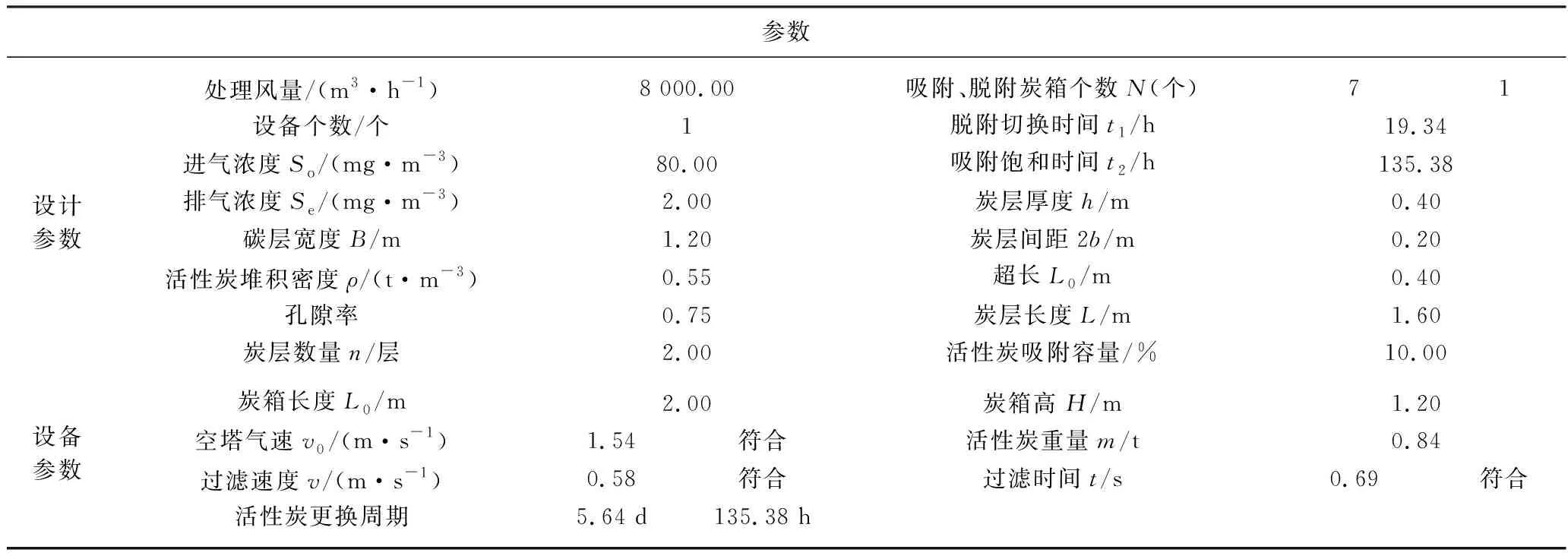
表3 颗粒活性炭吸附计算结果Tab. 3 Calculation results of adsorption of granular activated carbon
理论计算下,废气进气浓度在80 mg·m-3时,活性炭吸附周期最大为135 h。企业实际日常废气平均浓度在20~30 mg·m-3,活性炭的更换周期为15~20天。采用UV光解+活性炭吸附的组合方式,能有效处理恶臭气体。经检测,车间废气排气筒出口臭气浓度满足规范要求。
4 结论
对于化工企业,活性炭吸附对低浓度废气的处理仍然有一定的应用价值,企业可根据情况进行选择应用。随着苏环办〔2022〕218号文件的出台,企业在使用活性炭处理废气时应重点关注活性炭吸附装置的设计以及更换使用,使活性炭吸附装置满足江苏省生态环境厅出台的《活性炭吸附装置入户核查基本要求》。
化工企业尤其是农药、医药生产企业,因生产工艺、使用原料繁杂,涉VOCs废气及恶臭废气的收集和处理需要慎重选择。希望本研究内容可以为化工企业处理工艺废气提供另一种思路,即通过合理的废气分类收集及预处理,运用活性炭吸附工艺,经济合理地处理特定情况下的工艺废气。