球墨铸件多种焊补工艺组织及性能分析
2023-12-04贾国栋
贾国栋
(山西海洛斯铸锻件有限公司,太原 030009)
球墨铸铁是一种具有优良机械性能和耐磨性的材料,广泛应用于各个领域。由于工作环境的原因,球墨铸铁铸件可能会出现损坏或磨损的情况,需要进行焊补修复[1]。文章选取5 种常用的焊补工艺,通过对焊补样块进行尺寸和取样分析,为球墨铸铁铸件的焊补提供参考。
1 球墨铸铁铸件焊补性分析
球墨铸铁铸件焊补性能分析主要涉及焊缝性质、焊接强度、热影响区以及母材影响等方面。球墨铸铁的焊缝性质受到球状石墨的影响,因此在焊补过程中需要评估焊接材料与母材的结合情况、焊接缺陷、气孔和裂纹等因素对焊缝性质的影响。焊接强度对于球墨铸铁铸件的性能至关重要,不同焊补工艺的焊接强度有所不同,需要通过专业测试手段进行评估。热影响区是焊补过程中被加热的区域,其存在可能影响母材的性能,因此需要尽可能缩小热影响区的范围,以确保焊补后的铸件性能[2]。此外,焊补过程中需要尽量减少对母材的影响,保证焊补后的铸件仍具有良好的性能。
2 焊补工艺
2.1 手工电弧焊
电弧冷焊时铸件无须预热,焊接过程中也不辅助加热。采用手工电弧焊工艺进行焊补时,经过试样解剖后发现焊接过程中具有咬边倾向,这意味着焊缝边缘不平整。出现此问题的原因可能是焊工操作不当,焊接时没有保持良好的稳定性,导致焊接电弧在焊缝边缘处跳动不稳[3]。焊接时,如果焊接电流过小或焊接速度过快,焊接材料没有充分熔化和渗透到焊缝根部,会导致铸件出现焊接缺陷。
2.2 电火花堆焊
冷焊机使用细丝作为修补材料,焊后只需打磨抛光。在采用电火花堆焊工艺进行焊补时,具有3 个特点。首先,电火花堆焊的热输入相对较小,焊接过程中对基材的热影响较小。这有助于保持基材的原始性能和形状,而且能够较好地控制焊接区域的变形。其次,电火花堆焊的成型效果良好,能够精确修复焊补区域[4]。最后,电火花堆焊的操作速度相对较慢。由于焊接过程中需要通过电火花在焊接材料和基材之间形成精细的热熔区域,在实际应用中需要考虑焊接速度与修补效果之间的平衡。
2.3 热焊(氧-乙炔焊)
热焊工艺的优点在于操作简单,能够在较短的时间内完成焊补操作。在实际应用中,需要注意控制焊补时间和温度,以确保焊补的质量和效果。首先,需要提前准备热焊操作必需的工具和材料,如氧气、乙炔气瓶以及焊炬(H01-20)。其次,将待焊补的铸件整体装入热处理窑。在进行热处理之前,需要设定好热处理窑的加热参数,包括升温速度和保温时间。一般来说,升温速度设定为100 ℃·h-1,将温度升至550 ℃后保温2 h。这样可以使铸件达到合适的温度,为热焊操作做好准备。最后,在铸件达到适当温度后,打开炉门将铸件拖出,开始进行热焊操作[5]。
焊补的时间应控制在7 min 以内,尽量缩短铸件在高温环境下的暴露时间。完成焊补操作后,将铸件吊到炉床上,并将炉床推回炉内,再次关闭炉门。开启炉门、焊补操作和关闭炉门的时间总和不得超过10 min。炉门关闭后,确保热处理窑温度为550 ℃,并保持4 h。这样可以使焊接区域充分固化和冷却,确保焊补的质量和强度。随着炉内温度的降低,铸件会逐渐冷却。当温度降至200 ℃以下时,将炉床从炉内拖出,热焊工艺结束。热焊焊接接头各区域金相组织,如图1 所示。

图1 热焊焊接接头各区域金相组织
2.4 贴片电阻焊
贴片电阻焊操作过程中,焊接热影响区相对较小,焊接过程对基材的热影响较小。这样能够有效保持基材的原始性能和形状,并且能够控制焊接区域的变形。贴片电阻焊是逐层进行试压焊补工作,每一层焊补材料都能够形成熔合线,与基材形成良好的接触和结合。贴片电阻焊适用于铸件表面外观的焊补,如凹坑、磨损等。
2.5 精密焊补
精密焊补操作过程中,使用精密冷焊机对待修复的铸件进行焊接。由于精密冷焊机的高精度和精密控制,精密焊补得以实现。焊接过程中,存储在电容器中的电能通过脉冲电弧的形式瞬间释放于钨极和工件之间,温度极高的电弧使金属材料和焊丝迅速熔接,形成冶金结合。这种高频放电、瞬间高温使得焊后的温度小于工件散发的温度。精密焊补的焊缝为镍基合金,不存在热影响区,这意味着精密焊补不会影响母材的性能,并且能够保持母材的原始组织和形状。精密焊接接头宏观形貌及各区域金相组织,如图2 所示。从图2 可以看出,精密焊补得到的焊缝形貌良好,与母材存在一定程度的冶金结合。通过观察熔合线附近可以看到,镍基合金已熔入球墨铸铁,部分球状石墨游离在镍基合金中,说明精密焊补能够使焊接材料与母材形成一体化结构,并且保持了母材的原始组织和形状。由于精密焊补不需要高温焊接,操作过程相对比较简单,对人员操作无特殊要求,现场操作方便,适用于对铸件表面缺陷进行修复,如磨损、凹坑等。
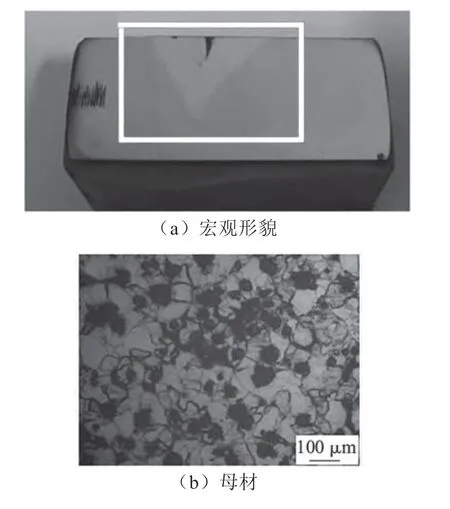
图2 精密焊接接头宏观形貌及各区域金相组织
3 焊补性能试验
为了评估不同焊补工艺的性能,进行了焊补性能试验。焊补设备及焊接材料如表1 所示。试验采用电火花堆焊、热焊(氧-乙炔焊)以及精密焊进行焊接试验,并制备了焊接接头拉伸试验板状试样,如图3 所示。每种焊接工艺的试样各取2 块进行拉伸性能检测。

表1 焊补设备及焊接材料

图3 焊补性能测试试样(单位:mm)
根据拉伸试验结果可知,电火花堆焊、热焊(氧-乙炔焊)以及精密焊的焊缝平均抗拉强度分别为55.5 MPa、262.5 MPa、128.0 MPa,可见热焊(氧-乙炔焊)的抗拉强度高于精密焊,而精密焊的抗拉强度又高于电火花堆焊。
4 结语
通过对球墨铸铁铸件进行多种焊补工艺的组织和性能分析,证实了焊补工艺对焊缝性质具有显著影响。热影响区的存在可能会影响母材的性能,因此在焊补过程中需要尽可能缩小热影响区的范围。另外,焊补过程中应尽量减少对母材的影响,确保焊补后的铸件仍然具有良好的性能。
