不同雾化压力下GH3536 合金粉末制备和气雾化过程模拟
2023-11-20侯维强吴佳欣梁静静李金国
侯维强 ,吴佳欣 ,孟 杰 ✉,梁静静 ✉,李金国
1) 中国科学院金属研究所, 沈阳 110016 2) 空装驻沈阳地区第三军事代表室, 沈阳 110144
高温合金由于其优异的抗热腐蚀性、抗氧化性、高温稳定性和结构稳定性,被广泛应用于航空航天、船舶工程和特殊环境领域[1-2]。随着高温合金零部件结构复杂化和精密化程度的不断提高,传统铸锻工艺成本高、工期长和质量稳定性差的缺点日显突出,严重制约了高温合金零部件的高质高效制备。近年来,增材制造技术的快速发展为复杂零部件的高精度制备成形提供了一种全新的选择。增材制造技术集设计与制造于一体,能在实现零部件快速复杂成形的同时能获得良好的力学性能[3–6]。作为增材制造的基础原材料,球形粉末的球形度、流动性和粒度分布等特性会显著影响成形试件的微观结构和力学性能。因此生产具有理想特性的金属粉末对于增材制造的发展至关重要[7-8]。
气雾化(gas atomization,GA)具有生产效率高、粉末球形度好和冷却速度快等优良特性,成为制备球形高温合金粉末的主要方法[9]。在气雾化过程中,高速的雾化气体将高温熔体液流冲击破碎成小尺寸金属液滴,然后液滴在雾化室中快速冷却凝固成球形颗粒[10-12]。以往的研究将整个雾化过程分为一次雾化和二次雾化,一次雾化是指喷射的高速气体和熔体液流之间的交互作用,导致液柱剥落并形成初始熔滴;二次雾化是将大尺寸初始熔滴分散破碎成为小尺寸液滴的过程[11]。
气雾化过程通常具有复杂、快速和剧烈的特点。雾化过程中的熔融态合金液滴尺寸小并有大量不规则变形,雾化过程发生在封闭空间内并且一次雾化和二次雾化几乎同时发生。因此,常规的实验手段难以得到有效的数据,通过计算流体力学(computational fluid dynamics,CFD)进行数值模拟已成为研究雾化特性的重要方法[13–15]。Thompson 等[16]使用离散型模型(discrete phase model,DPM)研究雾化压力对粉末粒度的影响。研究发现,随着气体压力的增加,粉末的粒度出现不断减小的趋势。Zhao 等[17]比较了两种不同湍流模型下喷射角度对流场和一次破碎过程的影响,结果发现雷诺应力模型(Reynolds stress model,RSM)能够比k-ε模型更准确地模拟流场结构。Zeoli 和Gu[11]研究了高压气体对熔体破碎和粒度分布的影响。结果发现,气体流场由许多振动波组成,较高的雾化气体压力可以提高气体–熔体表面能转换效率,从而实现更高效的破碎效率。Aydin 和Unal[18]使用数值模拟研究了不同压力对气体速度的影响。结果表明,随着雾化压力的增加,气体速度不会单调增加,当压力为2.7 MPa 时,最大气体速度为663 m·s-1。Kim 等[19]基于气雾化数值模拟结果优化了喷嘴,改善了喷嘴出口区域的气体流动行为,从而提高了细粉的产量。Shi 等[20]使用离散型模型研究了闭涡条件下雾化压力对铁基非晶合金粉末粒度的影响,数值模拟结果与实验结果基本一致。
目前,针对气雾化参数对粉体影响的研究主要在全粒径段分布,但对选区激光熔化成形(selective laser melting,SLM)用18~53 μm 这一粒径区间的气雾化高温合金粉末制备的相关研究较少,而合金粉末特性对选区激光熔化成形试件的质量具有直接影响。本文使用真空感应熔炼气体雾化(vacuum induction-melting gas atomization,VIGA)方法在不同雾化气压(7、8、9 MPa)下制备高温合金粉末,并以气体、熔体和颗粒为研究对象,采用计算流体力学的手段模拟气雾化制粉过程中的不同雾化阶段,研究雾化气体压力对流场结构、雾化过程和粉末粒度的影响,结合制粉结果分析雾化气压对粉末粒径分布和粉末特性的影响规律,从而对选区激光熔化用高质量球形高温合金粉末气雾化制备过程中雾化气压的选择提供优化和参考,以获得能提供良好打印性能的优良球形合金粉末。
1 实验和模拟方法
1.1 粉末制备
制粉实验使用了中国科学院金属研究所自主研发的真空感应熔炼气体雾化设备,如图1 所示。粉末制备实验选用GH3536 合金锭作为雾化原料,采用氩气为惰性雾化气体,使用3.5 mm 内径的导流管和40 kW 的熔炼功率,通过改变雾化气体压力研究其对GH3536 合金粉末雾化效率、粒径分布、表面形貌和流动性以及松装密度的影响,雾化气压分别设置为7、8 和9 MPa。在合金熔化之前,使用真空泵组将压力降低,有助于在真空感应熔炼工艺中保证合金成分的纯净度。合金熔化完全后经由熔炼室坩埚下方的导流管进入到雾化室内,被高速雾化气流破碎为合金粉末。粉末制备完成后,对高温合金粉末进行筛分,以获得18~53 μm 粒度区间的合金粉末。使用BetterSize2600 激光粒度分析仪测量粉体粒度分布,采用扫描电子显微镜观察不同雾化气压下粉末的表面形貌,并通过霍尔流速计测量粉末的流动性和松装密度。计量50 g 粉末从漏斗口完全流出的时间结果作为粉体的流动性(s·50g-1),称量在重力作用下通过漏斗自然堆积状态下填平量杯的粉体重量,粉末的松装密度为量杯内粉末质量与量杯容积的比值(g·cm-3)。

图1 真空感应熔炼气体雾化设备Fig.1 VIGA equipment
1.2 数值模拟条件设置
使用Ansys Fluent 软件进行建模和计算。气雾化设备的雾化罐体积通常很大,庞大的模型会带来巨大的计算量,因此只选用喷嘴下方50 mm×50 mm的区域来建立模型进行熔体破碎过程研究,气雾化区域的二维模型如图2 所示。与实际雾化工况不同,建模过程以X轴作为重力方向和对称轴,左侧边界分别设置速度入口和压力入口,其余左侧边界为壁面条件,上边界和右边界为压力出口。高温合金熔体通过速度入口进入雾化区域,喷嘴的气体入口被定义为压力入口边界条件,熔体进入雾化室的入口被设置为速度入口边界条件,雾化室出口边界被设置成压力出口边界类型。流场的中心线设置为对称轴。壁面边界设置为300 K 恒温,出口压力设置为标准大气压101 kPa,熔体入口速度为1.8 m·s-1。雾化模拟过程中用到的氩气和GH3536 合金熔体物性参数如表1[21]所示。由于氩气进入到雾化区域的速度远高于熔融金属,在先通入气体的情况下,熔融金属下落时容易造成金属熔体的“反喷”现象,从而导致雾化过程停止。因此,当使用流体体积(volume of fluid,VOF)多相流模型用于一次雾化模拟时,根据实际工艺操作,首先将金属熔体落入雾化位置,然后再引入高速氩气以破碎高温合金熔体。

表1 真空感应熔炼气体雾化过程模拟中氩气和GH3536 合金物理性质[21]Table 1 Physical properties of the argon and GH3536 superalloys in VIGA process simulation[21]
2 结果和讨论
2.1 单相气体流场结构的数值模拟
图3 显示了雾化区域内单相气体流场的速度分布。当雾化气体在高压下通过喷嘴进入雾化室时,由于压力差,在喷嘴出口处形成膨胀波。气流膨胀后,速度增加,压力降低,形成超音速气流(>340 m·s-1),最大流速可达514 m·s-1。图3(b)显示了流场内的速度方向。可以观察到,在导流管下方有一个与主射流相反的速度,形成了一个呈倒锥形的回流区。在锥形的顶点处存在一个速度为0的点,被称为滞点,滞点上方和下方的气流呈现出完全相反的运动方向。从喷嘴出口进入雾化室内的气体相交于滞点下方,会导致靠近导流管底部位置的部分气体改变流动方向进入回流区内,回流区内的气体沿轴向自下而上运动到导流管底部后改变方向,沿径向离开回流区重新汇聚到主射流边缘。以往的研究表明,通过导流管进入雾化室内的合金熔体首先与回流气体接触,并在回流气体的作用下变形破碎。回流区的形成是熔体一次雾化的直接动力,因此回流气体速度将对雾化效率产生直接影响。
不同雾化气体压力下,雾化区域内单相气体流场轴线上的速度如图4 所示。从速度曲线可以看出,在不同压力下均形成了明显的气体回流区。从导管末端开始,气流沿轴向加速,当到达回流区中心位置时速度达到最大。可以看出,随着雾化压力的增加,回流气体的最大速度也呈现不断增加的趋势,在9 MPa 的雾化压力下,回流区的最大速度达到237 m·s-1(I),金属熔体在回流区内与回流气体接触发生变形破碎,更大的气流速度更有利于一次雾化的进行。随后气体速度不断减小,并且在滞点处气体速度降低至0(II),经过滞点后,气流速度方向发生改变并加速至一段距离后稳定在270~350 m·s-1之间(III)。

图4 不同雾化压力下的速度曲线Fig.4 Velocity curves at the different atomization pressures
不同雾化气体压力下,单相气体流场轴线上的压力分布如图5 所示。可以看出,在远离导流管的方向上,静压先逐渐减小后逐渐增大。在回流区末端滞点附近的压力非常大,称为滞止压力。滞止压力反映了通过滞点进入到回流区内的气体流量大小,这也是形成回流区的必要条件,当滞点处存在压力差时,滞点上方和下方的气流将具有相反的速度方向[22]。当雾化压力提高时,滞止压力也会增加,雾化压力为9 MPa 时,滞止压力为357 kPa。在滞点下方的区域,出口附近的压力波动也随着气体压力的增加而增加,这是由于雾化区域和出口边界处存在压力差,压力波动幅度随着轴向距离的增加而不断减小至标准气压附近。这种振幅的压力波动将导致气流不稳定,并容易导致雾化粉末与未完全固化的液滴结合形成卫星粉末,从而影响粉末的质量。

图5 不同雾化压力下雾化流场中心线上压力变化曲线Fig.5 Static pressure curves at the different atomization pressures
2.2 一次雾化过程的数值模拟
使用VOF 多相流模型进行一次雾化的模拟,在雾化模拟过程中,先通入金属熔体,当熔体到达导流管底部时通入高速气体。图6 显示了一次雾化过程中高温合金熔体的不同雾化阶段。图6(a)显示熔体在重力作用下通过导流管进入雾化区域。当熔体开始接触回流区中的气流时,熔体的向下流动受到阻碍,并且熔体的流速逐渐减小甚至停止。短暂的相互作用后,熔体在气流扰动作用下开始沿径向变形,如图6(b)所示。随着回流气体的不断扰动,液流两端开始出现横向膨胀的液膜,液膜连续变形并被不断拉长。最终在回流气体的作用下导致液膜两侧的熔体剥落,熔体原有的连续流动被破坏,形成图6(d)中的大尺寸熔体液滴。由于大液滴具有相对较小的重量,因此一次雾化产生的大尺寸熔滴将被回流区中的气体拖曳至亚音速边界,以进一步破碎分散形成更小尺寸的液滴。
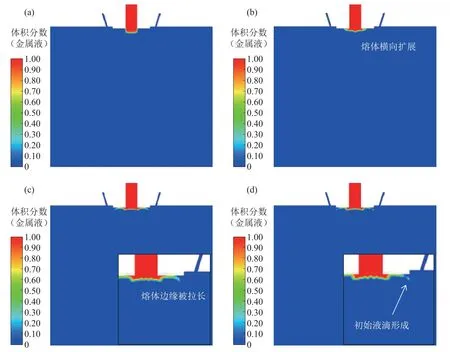
图6 一次雾化过程的不同破碎阶段Fig.6 Different stages of the primary atomization simulation
不同雾化压力下一次雾化破碎后的大尺寸熔滴形状如图7 所示。使用Image-Pro Plus 图像处理软件计算出大尺寸熔滴的面积,7、8 和9 MPa 雾化气压对应的液滴面积分别为487688.27、362100.75和237582.94 μm2。随雾化气压的不断增加,气流速度和滞止压强都呈现出升高的趋势,因此雾化气体对熔体的雾化破碎效果也会逐渐增强,在雾化过程中气体动能转化为液滴表面能的效率也随之增加。将液滴面积计算为熔滴直径,三个雾化气压下的大尺寸熔滴粒径直径分别为788、679 和550 μm,呈现出随雾化气压的增大而不断减小的趋势。一次雾化产生的熔滴由于其尺寸较大,在雾化室内飞行过程中会由于自身的不稳定性和在高速气流的冲击作用下发生二次雾化破碎,形成尺寸更为细小的液滴。二次雾化的数值模拟计算以一次雾化的结果作为初始条件,所以一次雾化产生的熔滴尺寸会对最终的粒径分布产生直接影响。

图7 一次雾化过程中不同雾化气压下熔滴尺寸:(a)7 MPa;(b)8 MPa;(c)9 MPaFig.7 Droplet size at the different atomization pressures during the primary atomization simulation: (a) 7 MPa; (b) 8 MPa; (c) 9 MPa
2.3 二次雾化过程的数值模拟
二次雾化也被称为二次破碎,是指在一次雾化后形成的较大尺寸的液滴或液片在高速气流作用下由于自身的不稳定性再次雾化破碎,形成较小尺寸液滴的过程。为了近似真空感应熔炼气体雾化过程制备高温合金粉末的二次雾化过程和粉末粒度分布,基于一次雾化的模拟结果,选用Fluent 中的离散型模型对高温熔体进行二次雾化过程的数值模拟。
使用Fluent 软件的颗粒追踪功能,将一次雾化液滴属性加载到离散型模型中进行二次雾化的数值模拟。首先通入雾化气体获得稳定的单相气体流场,然后在流场中加载一次雾化产生的大尺寸液滴,二次雾化过程中金属液滴的颗粒尺寸变化过程和飞行轨迹可在图8 中完整显示。可以看出,一次雾化产生的大尺寸液滴在回流气体和自身重力的作用下径向移动。二次破碎过程主要发生在气体喷嘴出口下方,这主要是由于回流区内的气体动能较小,不足以使熔滴发生破碎,而喷嘴下方的气体速度较快从而提供了更多的破碎能量。最终,破碎完成颗粒在气体的作用下离开雾化室。可以看出,完整的颗粒轨迹与一次雾化的单相气流结构基本一致。

图8 二次雾化过程中液滴的不同破碎阶段Fig.8 Different stages of the second atomization simulation
通过Fluent 软件监测物理模型的出口边界,计算颗粒信息,并获得第二次雾化后粒径在18~53 μm 之间的液滴粒径尺寸分布,如图9 所示。当雾化压力为7 MPa 时,由于提供破碎的雾化气体动能较低,雾化后获得的颗粒尺寸集中分布在39~49 μm,粉末的中值粒度D50为42.35 μm,粉体尺寸整体较大。提高雾化压力至8 MPa,雾化后的粒度集中在32~46 μm 范围内,粉末中值粒度D50为38.36 μm。当雾化压力为9 MPa 时,粉末的粒径集中在28~39 μm 的范围内,粉末的中值粒径D50为34.88 μm。随着雾化压力的增加,回流区内的气体流量和气流速度增加,从而提供了更多的雾化动能,进而提高了破碎效率。因此,粉末的粒度尺寸呈现出不断减小的趋势。
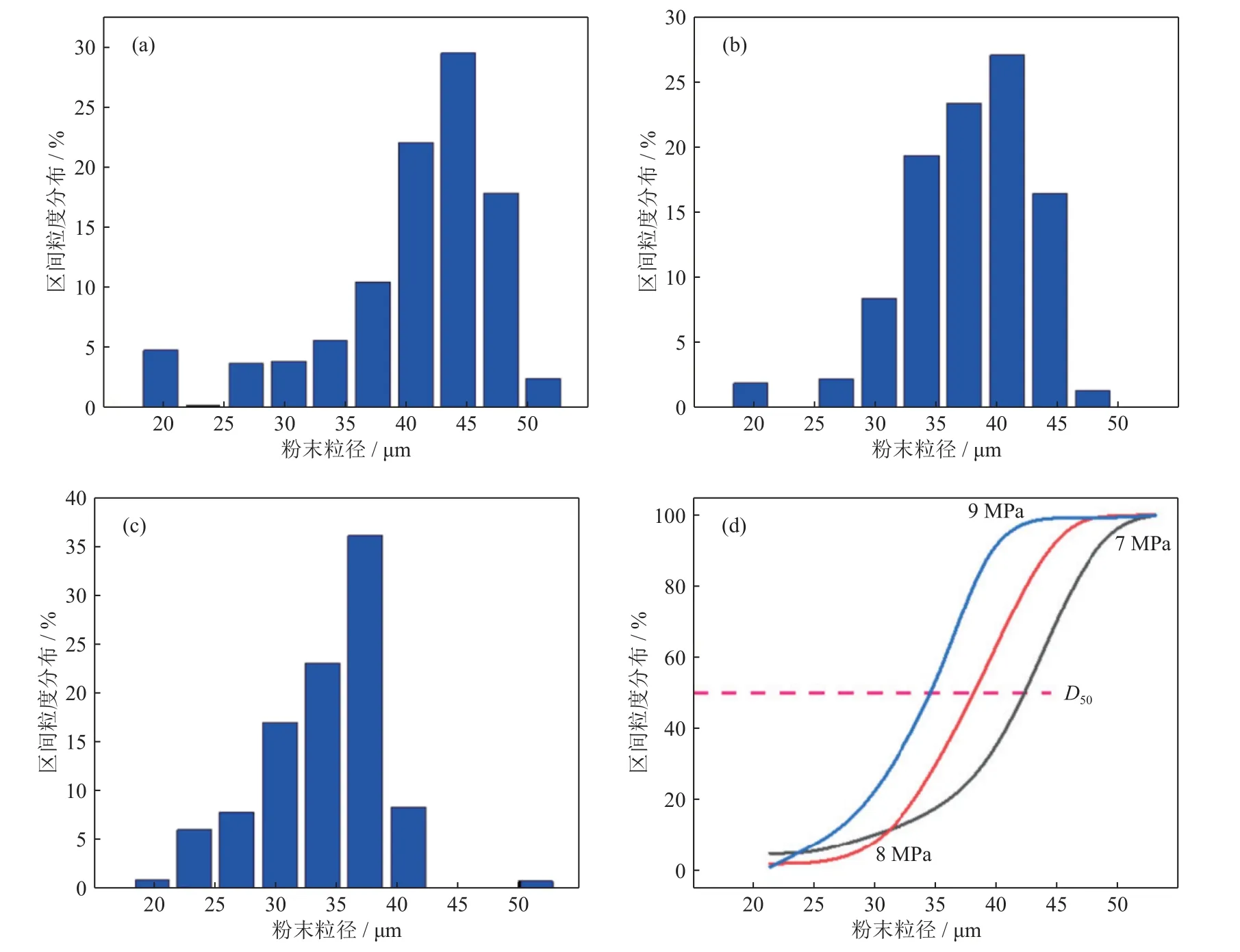
图9 二次雾化后的颗粒尺寸分布:(a)7 MPa;(b)8 MPa;(c)9 MPa;(d)累积分布曲线Fig.9 Particle size distribution obtained by the secondary atomization simulation: (a) 7 MPa; (b) 8 MPa; (c) 9 MPa; (d) cumulative distribution curves
2.4 粉末特性
图10 显示了不同压力下真空感应熔炼气体雾化法制备的GH3536 合金粉末的扫描电子显微形貌。可以看到7 MPa 雾化气压下粉末颗粒的尺寸较大,粉末表面光洁程度较高,卫星粉末和粘结情况较少。随着雾化压力的增加,粉末的尺寸出现了不断减小的趋势,小尺寸粉末的数量不断增加,并且粉末的球形度变差,卫星粉末的数量也随之增加。这是由于较大的雾化压力提供了更大的雾化所需动能,因此产生了更多微细尺寸颗粒,在雾化过程完成后,熔滴在雾化室内完成冷却凝固形成球形颗粒,但小尺寸熔滴的冷却速度快,在飞行过程中由于不同尺寸的熔滴速度不同,导致粉末之间发生碰撞,从而形成更多的卫星粉末和不规则粉末,导致粉体的球形度降低。因此,在8 MPa 和9 MPa 雾化气压下制备的粉末中出现了更多的不规则粉末和卫星粉末。随雾化气压的升高,粉末粒径尺寸减小,粒径尺寸在15~53 μm 范围内的微细粉末收得率不断增加。

图10 不同雾化气压下真空感应熔炼气体雾化法制备GH3536 颗粒扫描电子显微形貌:(a)7 MPa;(b)8 MPa;(c)9 MPaFig.10 SEM images of the GH3536 alloy powders prepared by VIGA at the different atomization pressures: (a) 7 MPa; (b) 8 MPa;(c) 9 MPa
图11 是在不同雾化压力下制备的GH3536 粉末粒径分布。从图中可以看出,当雾化压力为7 MPa时,粉末粒径集中分布在41~49 μm 之间;当雾化压力为8 MPa 时,粉末粒径集中分布在36~49 μm;当雾化压力提高到9 MPa 时,粉末直径集中分布在28 至43 μm 范围内。由图11(d)可知,随着雾化压力的增加,粉末的累积粒径分布曲线左移,中值粒径D50分别为41.48、36.88 和32.63 μm。由于雾化压力增加,气体的速度和动能增加,因此对熔融金属的破碎效率更高,粉体颗粒的尺寸集中分布在更小的粒径区间内。表2 为不同雾化气压下数值模拟和制粉实验得到的粉末中值粒径的对比,可以看到随雾化气压的增加,粉末颗粒的中值粒径都呈现出不断减小的趋势,这说明雾化气压的提高导致了雾化动能的增加,从而提高了熔体的破碎效率,因此二次雾化后的粉末尺寸不断减小,数值模拟和实验结果都呈现出了相同的变化趋势,并且数值模拟的误差较小,验证了气雾化流场数值模拟模型的可靠性。

表2 不同雾化气压下真空感应熔炼气体雾化制备粉末和数值模拟粉末中位粒径Table 2 Experimental and simulation data of the median particle size for the GH3536 superalloy powders by VIGA

图11 不同雾化气压下粉末粒径分布:(a)7 MPa;(b)8 MPa;(c)9 MPa;(d)累积分布曲线Fig.11 Particle size distribution at the different atomization pressures: (a) 7 MPa; (b) 8 MPa; (c) 9 MPa; (d) cumulative distribution curves
图12 显示了在不同雾化压力下制备的GH3536合金粉末流动性和松装密度。随着雾化气压的增加,粉末的流动时间先降低然后增加。这是因为粉末的粒度随着压力的增加而减小,在测试流动性过程中每单位时间通过漏斗的粉末的数量增加,因此粉末流动速度加快。然而,在9 MPa 的压力下,破碎粉末和卫星粉末数量的增加导致粉末的球形度降低,导致单位时间内通过漏斗的粉末数量减少,因此粉末的流动性出现了退化现象;随着雾化压力的增加,粉末的粒度减小,粉末的间隙变小,因此具有更好的松装密度。在9 MPa 的雾化压力下,由于不规则粉末和卫星粉末数量的增加,在粉末依靠重力自然堆积的情况下,会产生更多的“架桥”现象,因此造成了自然堆积状态下空隙的增加,从而导致了松装密度出现了先增加后减少的情况。在8 MPa压力下,粉末具有最佳的流动性和松装密度,流动性为14.34 (s·50g-1),松装密度为4.728 g·cm-3。

图12 不同雾化气压下GH3536 粉末流动性和松装密度Fig.12 Flowability and apparent density of the GH3536 powders at the different atomization pressures
3 结论
(1)结合多相流和离散型模型,再现了GH3536高温合金的一次和二次雾化过程:金属熔体在导流管下方的回流区内发生形变破碎并形成初始熔滴,完成一次雾化;随后初始熔滴在气体喷嘴出口下方的高速气流作用下完成了二次雾化破碎。
(2)随着雾化压力的提升,回流区的气体速度和滞止压力逐渐增加,从而提高了雾化破碎效率,细粉收得率随雾化气压的增加出现了不断提高的趋势,粉末粒径集中分布在更小的粒径区间内,实验制得粉末中值粒径D50从41.48 μm 减小到36.88 μm、32.63 μm,数值模拟得到的粉末中值粒径D50从42.53 μm 减小到38.36 μm、34.88 μm,数值模拟和实验结果呈现相同的趋势,验证了气雾化数值模拟模型的合理性。
(3)当雾化压力为7 MPa 时,雾化制备的合金粉末具有较好的球形度和表面光洁度。随着气体压力的增加,粉末的粒度和形貌的改变,粉末的流动性能和松装密度都呈现出先提高后下降的趋势。当雾化压力为8 MPa 时,粉末具有最佳的流动性和松装密度,分别为14.34 (s·50g-1)和4.728 g·cm-3。
