Gradient structure induced simultaneous enhancement of strength and ductility in AZ31 Mg alloy with twin-twin interactions
2023-11-18QinghuiZhngJinguoLiKunJingPuLiYushngLiYongZhngToSuo
Qinghui Zhng, Jinguo Li,b,∗, Kun Jing, Pu Li, Yushng Li, Yong Zhng, To Suo,b,c
aSchool of Aeronautics, Northwestern Polytechnical University, Xi’an 710072, China
b Shaanxi Key Laboratory of Impact Dynamics and Its Engineering Application, Xi’an 710072, China
c Joint International Research Laboratory of Impact Dynamics and Its Engineering Application, Xi’an 710072, China
d School of Materials Science and Engineering, Nanjing University of Science and Technology, Nanjing 210094, China
e School of Materials Science and Engineering, Herbert Gleiter Institute of Nanoscience, Nanjing University of Science and Technology, Nanjing 210094,China
Received 20 January 2021; received in revised form 29 September 2021; accepted 8 October 2021
Available online 9 December 2021
Abstract Gradient nanostructure was introduced to enhance the strength and ductility via deformation incompatibility accommodated by geometrical necessary dislocations for most metallic materials recently. However, few intensive researches were carried out to investigate the effect of gradient structure on the deformation twin evolution and resulting performance improvements. In the present paper, we produced gradientstructured AZ31 Mg alloy with fine-grain layers, parallel twin laminates and a coarse-grain core from two upmost surfaces to the center of plate. Surprisingly, this architected Mg alloy exhibited simultaneous enhancement of strength and ductility. Subsequent microstructural observations demonstrated that abundant twin-twin interactions resulting from higher strength and multi-axial stress state could make great contributions to the increase of work-hardening capability. This was further proved by the measurement of full-field strain evolution during the plastic deformation. Such a design strategy may provide a new path for producing advanced structure materials in which the deformation twinning works as one of the dominant plasticity mechanisms.
Keywords: Mg alloy; Gradient structure; Strength-ductility synergy; Multi-orientational twins; Twin-twin interactions.
1. Introduction
Mg alloys are promising structure materials that can be commonly applied in modern industries due to the low mass density and hence high specific strength [1,2]. However, a relatively low yield strength and the poor ductility of Mg alloys (hexagonal close packed (HCP) lattice structure) become the limitative factors to restrict their wide applications in practical engineering [3]. From literatures, for the polycrystalline materials the classical Von Mises criterion states that at least five independent slip systems are necessary for uniform plastic deformation, whereas this criterion cannot be satisfied in most HCP metallic materials. Due to the large differences in the critical resolved shear stress (CRSS) of various slip systems it fails to operate sufficient slipping systems simultaneously to maintain a decent plastic behavior. At the meantime,the serious distinction of CRSS values between the predominant slipping systems and twinning systems may also complicate the deformation mechanisms of such alloys [4–6].Previous investigations have consistently revealed that for Mg and its alloys basal slips in the a-axis direction of HCP lattice are most easily activated because of their lower CRSS value, whereas when the applied stress is along the c-axis direction non-basal slips and pyramidal twinning also occur to accommodate the plastic deformation [3–5]. Particularly, it is certain that though these twins are favorable to ductility, the relatively low twinning stress just leads to a very low yield strength [4,5]. In order to meet the industrial requirements of material properties and to further broaden the engineering applications of Mg alloys, strength and ductility become two critical issues that must be addressed properly. Therefore, improving the mechanical properties of Mg alloys has been a persistent focus topic.
In recent years, based on the efforts devoted on studying deformation behaviors and micro-mechanisms of Mg alloys, numerous strengthening and toughening strategies have been proposed to pursue better mechanical performance [7–15]. For instance, grain refinement has been considered as an effective way to enhance the mechanical strength of Mg alloys, therein the severe plastic deformation (SPD) method is most commonly utilized to realize the microstructure refinement [7–12]. Nevertheless, if only SPD was conducted at room temperature or a relatively low temperature, it usually caused a significant ductility loss [7]. As such, during the SPD process an appropriate environment temperature was set to produce fine-grained (FG) Mg or its alloys via the dynamic recrystallization (DRX) process [8–12]. In this way,it was reported that both the strength and ductility could be simultaneously improved by reducing the grain size scale to increase the grain boundaries fraction [8,9]. It should be emphasized that, especially for some ultrafine grained (UFG)pure Mg, the transition of dominant deformation mode to grain boundary sliding played a critical role on the plasticity[8]. At the meantime, the strength started declining when the average grain size was down to sub-micrometer. Moreover,the UFG Mg almost exhibited no work hardening capability.Conversely, apparent strain softening behavior was observed[8]. For some Mg alloy with recrystallized ultrafine grains(less than 1 μm), it still occupied excellent work hardening behavior because of the activation of non-basal slip at a high flow stress. But when the average grain size was close to 0.1 μm, the UFG Mg alloy even showed brittle fracture behavior during the elastic deformation stage [9]. It also should be noted that deformation twinning was strongly suppressed with a decreasing grain size, which may not be conducive to further improvement of mechanical performance for such an HCP material [9]. Beyond above facts, the ultra-refinement of recrystallized grains into sub-micrometer scale actually still is the most challenging task for Mg and its alloys due to pronounced recrystallization and grain growth during the plastic processing at an elevated temperature [8]. On this account some other strategies were proposed as well to fabricate bulk Mg alloys with advanced properties. As aforementioned, for HCP metals or alloys deformation twins work as the dominant plasticity mechanism [4,5] under some situations, meanwhile the pre-existed twins introduced by pre-deformation or thermal treatments at a certain temperature also can result in the outstanding performance improvements [13–17]. It has been well verified that twin boundaries can not only decrease the mean free path of activatable dislocations to effectively enhance the strength of metallic materials, but also hinder the motion of dislocations to increase work-hardening rate or provide slip channels for dislocation motion [15–17]. Hence the introduction of twins inside the grains was believed to be another efficient strengthening and toughening mechanism.Zhao et al. [16] produced high density of twins in FG AZ31 Mg alloys via pre-shocking process followed by annealing at a medium temperature. The experimental results indicated that pre-twinned FG AZ31 Mg alloy showed an extraordinary combination of strength and ductility. More elaborative observations at micro scales illustrated that the interactions between dislocations and twin boundaries played a dominant role in strength enhancement and improving the strain hardening ability [16]. However, during twinning engineering the processing temperature still was a key factor to control the microstructural characteristics and to obtain advanced bulk structure materials[15–17].This raises a question whether the lightweight Mg alloy can have excellent mechanical properties only by simple plastic deformation at ambient temperature, so as to avoid considering the thermal stability of magnesium alloy when the bulk metallic materials are produced.
Nowadays, inspired by nature materials researchers have proposed various surface mechanical treatment techniques to generate continually gradient structure on the surface of metallic plate or cylinder at room temperature or even at liquid nitrogen temperature [18–24]. Plenty of researching achievements have demonstrated that gradient nanostructure with grain size or twin thickness can induce a good combination of strength and ductility [24]. In gradient nanostructured materials, the continually varying sizes of microstructures with an increasing depth can cause strong strain gradient, correspondingly many geometric necessary dislocations (GND)were generated to accommodate the deformation during the subsequent plasticity [19,20,25]. The increase of dislocation density can lead to the extra strengthening and hardening,which were attributed to a long-range stress of GND as well,or back stress [21,22]. It should be noted that the loss of ductility usually was ascribed to nanocrystals without dislocations storage capability at the topmost surface.And the coarse-grain(CG) core in the center region can effectively postpone the premature failure of gradient nanostructured layer by delaying the localized plasticity [25,26]. But now most gradientstructured(GS)materials were produced by metallic materials with cubic crystal structure, rather than by HCP metals/alloys with asymmetric lattice structure [23,27,29]. The latest work done by Wang et al. [29] revealed that gradient twin meshing in pure Mg could achieve two-fold increase of ductility and a higher ultimate strength during the tensile deformation. It has been believed that microstructure evolution occurring by the dislocation-twin interactions, development of dislocation walls and the multiply-crossed twins were main reasons for the performance improvements [29].
Above all, it can be concluded that gradient structure processing with twins should be an appropriate design strategy to improve the mechanical properties of Mg alloys. Microstructure evolution inside the gradient structure region or near the interfaces has been systematically investigated to understand the strengthening and hardening mechanisms. However, previous studies mainly focused on the evolution of dislocations and their interactions with twins. For HCP alloys, twins also should be the dominant mechanism during the plastic deformation. The effects of structure gradient on the formation and interactions of twins also need to be considered. In this work,a GS Mg alloy plate was fabricated by the high-speed shot peening on both surfaces of metallic plate to form a symmetrically geometric sheet material. The processing and experimental details are given below. In the following parts, the pre-existed and post-deformation microstructural features at different depths of GS Mg alloy plate are delineated clearly to further explore the strengthening and hardening mechanisms for this GS AZ31 Mg alloy.
2. Materials processing and experiments
In order to fabricate the GS Mg alloy, AZ31 Mg alloy plates of 2 mm in thickness (with a specific chemical composition of Mg-3.28Al-1Zn-0.44Mn in wt.%) were impacted by the stainless-steel balls (0.8 mm in diameter) at room temperature via a rotationally accelerated shot peening (RASP)technique. The set-up of this surface treatment technique and processing parameters can refer to this Ref. [30]. The diameter of balls and the duration of surface treatment were two important parameters determining the microstructural features of GS materials. In the present work, the Mg alloy plate was treated for 15 min on each surface and the thickness of plate remained approximately 2 mm after the impact.
When surface treatment was finished, the microstructural features of GS AZ31 Mg alloy before and after tensile tests were characterized by the scanning electron microscope(SEM), electron backscatter diffraction (EBSD) and transmission electron microscopy (TEM). An Oxford SEM with HKL software was employed to obtain the Kikuchi patterns, and EBSD maps were generated using the CHANNEL5 software with a step size of 0.7 μm. The samples for EBSD mappings were prepared by mechanical polishing to a mirror finish followed by an argon ion polishing. TEM specimens in some certain areas of GS Mg alloy plate were cut by using focused ion beam (FIB) technique before and after the tension tests.
Uniaxial tensile tests at room temperature (298 K) were carried out using an electric motor-driven universal load frame INSTRON 5848 at a constant strain rate of 1 × 10-3s-1. All specimens of the GS Mg alloy plate had the specific gauge dimensions of 3 mm in width, 6 mm in length and the same thickness of about 2 mm. For each material, at least three specimens were tested to ensure the reproducibility of the experimental results. Digital image correlation (DIC) technique was used to record the distribution of full-field strain and its evolution process during the tension for both GS and as-received homogeneous Mg alloy samples. The microhardness variations of GS Mg alloy on the lateral surface along the depth direction were characterized by Vickers microhardness tester after the surface treatments, repeating 10 times at the same depth to take an average value. The indenting process was automatically operated under a load of 5 g with a dwelling time of 15 s.
3. Results and discussions
Fig. 1a displayed the SEM images of GS Mg alloy sample at various depths. The whole sample can be divided into three regions with an increasing depth. At the outermost surface of about 50 μm in depth, the FG region was composed of dynamically recrystallized grains at the sub-micrometer scale.Next to the most severely deformed FG layer, the twin region involved high density of deformation twins, which were generated to accommodate the plasticity during the surface mechanical treatment. As the depth progressively increased,the twin fraction gradually declined to nearly none till the center of GS Mg-alloy plate. Such a central region with a relatively small strain was named as the CG core. Actually,there were no sharp interfaces among these adjacent regions.It was a continuous transition of microstructures due to the variation of deformation degree with an increasing depth. The following TEM images of Fig. 1b and c clearly showed more microstructural details inside each region. In the FG layer,the mean grain size was statistically measured to be approximately 0.5 μm on basis of sufficient number of grains. Here it should be pointed out that the size of refined grains varied greatly. This was attributed to grain refinement caused by DRX mechanism under the high-speed shot peening at 30 m/s. The surface layer was subjected to severely plastic deformation and significant temperature rise during the RASP processing. As reported by previous publications, for Mg and its alloys the DRX grains generally went through the procedure of grain nucleation and growth [31–33]. Hence, in this FG region such a grain size distribution with big differences could be well understood. Then high magnification TEM images captured in the twin region clearly indicated dense twins with straight boundary lines. At a depth of 100 μm, the spacing width between twin boundaries can reach 3 μm. Moreover, high resolution TEM image in Fig. 1d illustrated many stacking faults resulting from the emission of dislocations at the twin boundary. In order to further exhibit the evolution of twin proportion in grains at various depths, we conducted EBSD mapping in a large area with the depth increasing from 150 to 400 μm. As displayed in Fig. 1e, a number of parallel twins along different twinning orientations appeared after the surface processing and the number of twins gradually reduced to barely one or none in some grains. Because of such different microstructural features in each region, Fig. 1f showed the continuously declining hardness values from 70 HV in the FG region to about 50 HV in the CG core with an increase of grain size or twin spacing. This gradient structure must result in a significant strain gradient during the subsequent plastic deformation and consequently play a critical role in improving the mechanical performance of the Mg alloy.
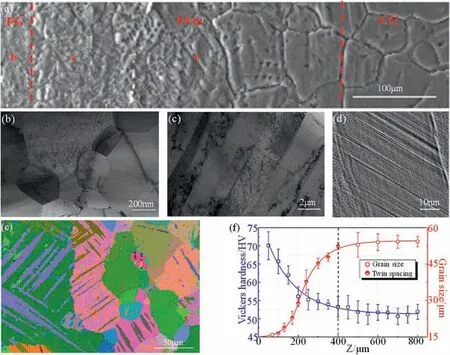
Fig. 1. Microstructural features of GS AZ31 Mg alloys fabricated via the surface mechanical treatment. (a) A gradient microstructure from FG in the topmost layer to CG inside the central core; (b) Typical TEM image at the depth of about 10 μm away from the topmost surface showing ultra-fined grains with an average size of about 0.5 μm; (c) Typical TEM image at the depth of 100 μm showing many twins; (d) High resolution TEM image showing the atomistic structures of matrix and twin. Some stacking faults also were seen within the twin spacing; (e) EBSD mapping image exhibiting twins and larger grains with the depth increasing from 150 to 400 μm for the GS Mg alloy; (f) The statistic results of grain size/twin spacing and Vickers hardness with variation of depth in the GS sample.
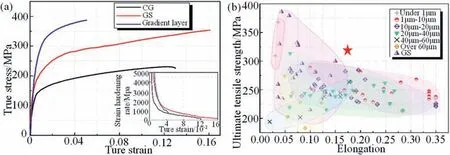
Fig. 2. Mechanical properties of GS AZ31 Mg alloy sample under quasi-statically uniaxial tensile tests at 298 K. (a) Typical true stress-strain curves of GS Mg alloy sample, as-received homogeneous CG Mg alloy sample and free-standing gradient layer and the evolution of strain hardening rate with an increasing tension strain; (b) Statistical collections of mechanical properties of AZ31 Mg alloys with different average grain sizes or gradient structures [23,27,28,34–41].
Fig. 2a presented the typical true stress-strain curve of GS Mg alloy under the uniaxial tension at 298 K. For comparison, the as-received homogeneous CG Mg alloy and the freestanding gradient layer with 400 μm in thickness cut from the surficial part of GS Mg alloy sample also were tested under the same loading condition. It can be seen that the homogeneous CG sample showed the lowest yield strength of less than 150 MPa and a failure strain of 13%. For the freestanding gradient layer with the most severely plastic deformation after RASP, its yield strength has increased more than twofold. Though the gradient layer sample has lost most plasticity capability,it still remained a little better ductility if compared with some other homogeneous UFG Mg alloy [9]. This could be attributed to the gradient structure and pre-existed twins.More surprisingly,a complete GS sample with the symmetrically distributed gradient layers exhibited an excellent combination of strength and ductility. The ultimate strength was ∼1.7 times that of homogeneous CG sample and it even showed a higher elongation rate. The refinement of grain size and pre-existed twins were advantageous to the strength enhancement. Certainly, the aforementioned strain gradient can also contribute to the extra strengthening. According to the previous publications [8–16], these strengthening mechanisms were easy to be recognized. Beside, another key task of current work is explicitly identifying the micro-mechanisms that are responsible for the extra hardening.The evolution of hardening rates during plastic deformation also were shown in the inset image of Fig. 2a. Definitely, the hardening rate of GS sample was even higher than that of CG sample till failure. It is readily understood that for a GS Mg alloy sample a higher hardening rate can keep more stable plasticity to delay the occurrence of localized deformation during the tension. This extra hardening capability might be ascribed to the generation of GNDs inside the grains similar to the previous studies[19–24], but for HCP alloys the contraction/extension twins also are dominant plasticity mechanisms during the deformation.Therefore, more efforts are necessary to correlate the macromechanical behaviors to the microstructural evolution. That is to say, we have to explain the influence of gradient structure on the evolution of deformation twins for this GS Mg alloy in addition to the dislocation activities investigated intensively before. At the end of this section about mechanical properties, in order to compare the properties of GS Mg alloy of our work with that of other AZ31 Mg alloys with fine grain sizes or gradient structure, we collected large amounts of data in Fig. 2b [23,27,28,34–41]. It is evident that UFG Mg alloys show the highest strength close to 400 MPa but a very low elongation of less than 5%. The strengths of most Mg alloys with different average grain sizes concentrate within a wide range from 225 to 300 MPa, moreover, the distribution of their elongations for these alloys with similar grain size spans dispersedly over a wide range from 5 to 35%. Comparatively speaking, the current GS Mg alloy has prominent advantages over the existing AZ31 Mg alloys, presenting a better strength and ductility balance. This high-performance lightweight alloy should have the enormous potential for advanced structural applications.
From the mechanical curves we have seen the advantages of gradient structure design for improving the comprehensive properties of Mg alloy. More importantly, the corresponding microstructural features in the architected GS Mg alloy have to be uncovered in depth to explore novel mechanisms for designing advanced structure materials. For this purpose, we characterized microstructural evolution in each layer of GS Mg alloy after the uniaxially quasi-static tension. In Fig. 3a,TEM image showed microstructural morphologies of ultrafine grains in the FG region after uniaxial tension. Similar with small-size DRX grains before tension, there were barely few microstructural defects interior the deformed grains, but otherwise the grain boundaries became relatively unclear. This should be related to the grain boundaries sliding that was involved to accommodate the plasticity for UFG Mg or its alloys [8]. Additionally, high magnification TEM image inset showed some plane defects inside sparse grains. Fig. 3b was captured on a TEM sample cut by FIB technique within the twin region. Some pre-existed twins caused by shot peening(see Fig. 1c) disappeared, while large amounts of ultrafine grains were generated. These grains may be created by dislocation divisions between twin boundaries. Some strip-like grains (marked by red arrows) can be found in the TEM image of Fig. 3b. And much higher density of defects existed inside some subdivided grains with smaller sizes. As displayed in the upper inset image of Fig. 3b, there were many intersectant stacking faults and dislocation interactions.This can help to comprehend the relatively high hardening capability at a high stress level for the free-standing gradient layer of Mg alloy. Even after severe plasticity by shot peening the freestanding thin gradient layer still could be extended plastically to some extent under the uniaxial tension. For the intact GS Mg alloy sample, though the strength decreased to an intermediate level, a better combination of strength and ductility can be obtained, especially its elongation rate even was larger than that of homogenous CG Mg alloy. Certainly,these high density of twin boundaries in the twin region also made great contributions to strong hardening capability of GS Mg alloy sample. The effects of interactions between dislocations and twins have been thoroughly discussed in the pretwinned Mg alloy sample with homogeneous microstructure[14–16].In the current work,in addition to these general plasticity and hardening mechanisms we paid more attention to the influence of introduced gradient structure on the evolution of plastic and hardening behaviors. Comparative analyses of microscopic characteristics below can fully demonstrate the additional hardening effects caused by the gradient structure.
In Fig. 3c and d, the diffraction band contrast diagrams via EBSD mapping for both the CG core of GS Mg alloy and homogeneous CG Mg alloy after tension tests were adapted to distinguish the effect of gradient structure on the evolution of twins during the plasticity. Obviously, in the CG core region of GS Mg alloy sample there were much higher density of intersected twins with various orientations.In contrast,only relatively few parallel twins were observed in the homogeneous CG Mg alloy sample after tension to failure. Through the twin boundary misorientation analyses we can further determine the twin types in both the CG core of GS Mg alloy and CG Mg alloy samples. The maximum deviation of misorientation angles was set to be 10° in the CHANNEL 5 software.As marked in different colors in each diagram, there were three types of deformation twins formed during the uniaxial tension, including {10¯12} extension twins in red, {10¯11}contraction twins in yellow and {10¯11}-{10¯12} double twins in blue. It is certain that a higher twin density and more interactions between multi-orientational twins are beneficial to improve the plasticity and hardening capability of GS Mg alloy[42–44].However,it should be noted that both Fig.3c and d were obtained on the tension samples after failure, and the failure strain of GS Mg alloy sample was much larger than that of CG Mg alloy sample. The effect of larger strain on the formation of twins, particularly those twins with multiple orientations,has to be carefully analyzed.As such,we just extended the GS and CG Mg alloy samples to a specified strain of 10%before failure and then made EBSD mapping again.In Fig. 3e and f, similarly, more twins with multiple orientations appeared in the CG core of GS sample, though the width of twin was a bit thinner. It means that the multi-orientational twins should occur at an early stage of plasticity. This is consistent with the trend of strain hardening rate for GS sample,which is higher than that of homogeneous CG alloy at the onset of plastic deformation. Moreover, the crystalline texture of grains in this CG core region should be considered as another non-negligible factor to affect the twin types as well since the GS Mg alloy sample suffered serious plastically surface treatment. On this account, we plotted the pole figures of homogeneous CG Mg alloy and CG core of GS Mg alloy prior to the uniaxial tension tests. The measurement results implied that for the as-received homogeneous CG Mg alloy plate fabricated by rolling and recrystallization treatments a typical rolling texture {10¯10}<0001> existed, but after the further RASP processing there was no difference of texture component or intensity developing in the CG core of GS Mg alloy because of very limited plastic deformation in the core region. Therefore, it should have some other reasons for activating more twins, particularly causing interactions between multi-orientational twins. To sum up, for three regions of the GS Mg alloy sample we systematically analyzed the respective mechanisms in this section. The most intriguing finding is the appearance of intersectant deformation twins resulting from the introduction of architected gradient structure. Accordingly, more efforts are deserved to discover the driving force for the activation and interactions of multi-orientational twins. It was believed that the twin-twin interactions usually exhibited better hardening capability [43,44].
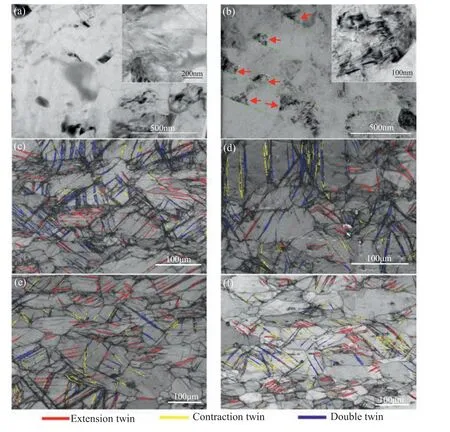
Fig. 3. Microstructure observations after tension tests showing the dominant deformation and hardening mechanisms in each region of GS Mg alloy. (a)TEM images showing clean ultrafine grains with few deformation defects; (b) TEM images showing the formation of ultrafine grains with high density of dislocations in the deformation twin region, and the twin boundaries are outlined in green dashed lines; (c) and (d) EBSD images obtained after tension failure for the GS and homogeneous CG Mg alloy samples, indicating higher density of twins with multiple orientations in the GS sample, but in the homogeneous CG sample only parallel twins existed inside the CGs; (e) and (f) To rule out the effect of larger failure strain on the occurrence of intersectant twins, EBSD images were captured for both the GS and CG samples at a strain of 10%. There have been multi-orientational twins appearing in the GS sample. In CG sample, the parallel twins were still a bit thinner. In these images, various types of twins were indicated by twin boundaries in different colors, including{10¯12} extension twin in red, {10¯11} contraction twin in yellow and {10¯11}-{10¯12} double twin in blue (For interpretation of the references to color in this figure legend, the reader is referred to the web version of this article).
The first reason for activating more twins with multiple orientations in the GS Mg alloy should be its enhanced strength.Higher applied stress can promote the nucleation of deformation twins along various twinning systems.Schmid factor(SF)analyses in the grains with various orientations often were conducted to understand the twinning kinetics. For instance,deformation twins are much easier to nucleate and grow along the twin system with the highest SF value in a grain with a specific orientation [45,46]. According to the Schmid law,CRSS=SF∗σapp, here the CRSS should be a constant value for each twinning system, corresponding twinning system can be operated only when this critical value is reached. Comparably speaking, the applied stressσappduring the uniaxial tension of GS Mg alloy is much higher than that of homogeneous CG Mg alloy. It means that the twinning systems along some unsuitable directions or in the grains with smaller SF values also might be activated when the applied stress is high enough. Consequently, we have seen much higher density of twins in almost every coarse grain of the core region of GS Mg alloy, and even showing interactant twins along various twinning systems in the same grain. Apparently, the enhanced strength of GS Mg alloy must play a vital role in stimulating more deformation twins during the plasticity. Another main factor facilitating the twin variants for GS Mg alloy could be associated with the multi-axial stress state caused by the strain incompatibility of gradient structure during the uniaxial tension. Different regions in GS Mg alloy have to achieve macroscopic deformation coordination through the strain gradient [47]. Aiming to visually show the strain coordination process and to reflect the stress state of each region in the GS Mg alloy sample, we measured the evolution of full-field strain through DIC imaging and calculations. In Fig. 4f, the illustration graph depicted the geometry, the tensile direction and typical speckle patterns of GS Mg alloy sample.The camera was arranged along the X axis to distinguish the strain variations of each region of GS sample on the lateral surface(X plane) during the tension. Fig. 4a and b displayed the typical strain distribution ofεyalong the tensile direction and corresponding transverse strain ofεzmapped at various tensile strains of less than 8%. To make a quantitative analysis,we calculated the statistically mean values ofεyandεzat different depths which meant that many data points at a same depth were captured along the tensile direction to average out.Fig.4c and d clearly showed the average results of strain variables in the form of curves. It can be seen that the axial strainεyin the tension direction kept nearly consistent on the whole sample because of the boundary constraints on both ends of tension specimen. However, the transverse strainεzshowed great differences between the gradient layer (including FG and twin regions) and the CG core. The plastic deformation initiated firstly in the CG core. Distinct shear bands appeared to accommodate the plasticity. With an increasing strain, the variation ofεzbecame larger in Fig. 4d. According to the acquired curves of average strain at various depths we computed the plastic Poisson’s ratios ϑpof each region for the GS Mg alloy sample. Usually, the elastic Poisson’s ratio of a given material is an elastic constant. The total strain of the material after elastic-plastic deformation includes elastic strainεeand plastic strainεp.εecorresponds to the elastic Poisson’s ratio ϑe, andεpcorresponds to the plastic Poisson’s ratio ϑp. Then the strains are given by,
Thus, the plastic Poisson’s ratio ϑpcan be written as:
where ϑeis an elastic constant (0.3), andεeis around 0.004 according to the true stress-strain curves. We can compute the plastic Poisson’s ratio ϑpof each region of GS Mg alloy based on the formula above. As shown in Fig. 4e, the evolution of Poisson’s ratios in different regions were given specifically. For the gradient layer marked by black dashed lines in Fig. 4b and d, its smaller shrinkage rate along the Z direction means a restraining action to the CG core region. It suggests that there should be a lateral interaction stress in the Z direction to achieve the compatible deformation for the CG core region of the GS Mg alloy sample. Similarly, in the X direction the deformation of various regions also was significantly inconsistent. This has been confirmed experimentally via measuring the change of surface flatness[48,49].The negative compressive strain along the X direction for the CG core was much higher, hence in this direction a tension stress due to the smaller shrinkage rate of gradient layer must also exist.Consequently,under the uniaxial tension condition the CG core of GS sample actually was subjected to a triaxial tension stress state, which should easily stimulate the occurrence of multi-orientational twins. Therefore, twin-twin interactions can result in a better hardening capability.
As discussed above, for the GS Mg alloy sample much higher density of deformation twins, particularly more intersectant twins, were activated during the subsequent tension loading, which was ascribed to the enhanced strength of GS Mg alloy specimens and the multiaxial stress state within the CG core caused by introducing gradient structures adjacent to the plate surface. To further quantitatively estimate the specific contribution of deformation twins on the improved plasticity of GS Mg alloy,we determined the twinning proportions in the CG core of GS Mg alloy and homogeneous CG Mg alloy on basis of the observation results of microstructural features. With regard to the plasticity of gradient structures including the FG layers and twin regions, though the dominant microstructural mechanism in each region was different(see Fig. 3 and related descriptions above) the plastic strains along the uniaxial tension direction were the same due to the deformation coordination of the intact GS Mg alloy specimen.This must result from their mutual constraints of each region of this continually gradient structured Mg alloy sample. Here we only focus on analyzing the enhanced plasticity caused by additional deformation twins and their mutual interactions. In Fig. 5a and b, we confirmed the twin proportions after uniaxial tension to failure inside the CG core of GS Mg alloy specimen and in the as-received homogeneous CG sample at first. Apparently, the twin proportion inside the CG core of GS Mg alloy was nearly twice that of homogeneous CG Mg alloy. After that, we calculated the macroscopic strainεtwinaccommodated by twinning based on the following equation[50],
whereftwinis the twin proportion, andγtwinis the magnitude of twinning shear, andmis the average Schmid factor of twin variants. As illustrated in Fig. 3c and d, three types of twin variants generated inside the CG core of GS Mg alloy were {10¯12} extension twins, {10¯11} contraction twins and {10¯11}-{10¯12} double twins, respectively. There were large differences in the twining proportions, twinning shear strains and the Schmid factors of the different twinning systems. Hence, the macroscopic strainsεtwinaccommodated by different twinning systems were quantified individually. The{10¯12} extension twin usually was dominated by shuffling rather than share and thus involved zero shear [51]. After extension twinning, the c-axis of the parent was reoriented by∼90° around the<1¯210> zone axis. The extension misfit strainεmisfitcan be calculated as [51],
whereλis thec/aratio (its value is 1.624 for the Mg alloys).The total strain accommodated by the extension twinning can be expressed as [52],
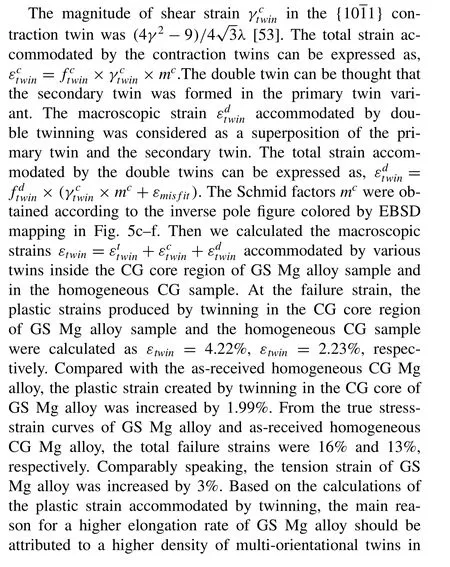

Fig. 5. The deformation twin proportions after uniaxial tension to failure and the Schmid factors corresponding to contraction twin before uniaxial tension.(a) The deformation twin proportion extracted on the microstructural observation result on basis of the orientations and morphologies after uniaxial tension to failure inside the CG core of GS Mg alloy; (b) The deformation twin proportion extracted on the microstructural observation result on basis of the orientations and morphologies after uniaxial tension to failure in the as-received homogeneous CG sample; (c) Contour plot of the Schmid factors of the CG core of GS Mg alloy; (d) Contour plot of the Schmid factors of the homogeneous CG sample; (e) The statistical data of the Schmid factors of the CG core of GS Mg alloy; (f) The statistical data of the Schmid factors of the homogeneous CG sample.

Fig. 6. The evolution of full-field strain on the lateral surface of homogeneous CG sample measured via DIC technique. (a) The distribution of axial strain εy with an increasing applied tensile strain; (b) The distribution of corresponding transverse strain εz with an increasing applied tensile strain.
In the end, through analyzing the distribution of deformation strain in each region of GS Mg alloy sample it needs to be emphasized as well that the gradient layers can effectively inhabit the propagation of localized shear bands. In Fig. 4b,we can see that in the CG core region many crossing shear bands formed to accommodate the plasticity but few of them penetrated the gradient layer to arrive at the surface of sample. For comparison, we also recorded the strain evolution of homogeneous CG Mg alloy. In Fig. 6, there have been apparent shear localizations in the strain contour ofεy. More careful observations on the strain distribution ofεz. indicated that parallel shear localizations have run through the entire sample, any one of them may lead to the final shear failure.Meanwhile,in Fig.7 we also showed the morphology of fracture rfaces for both GS Mg alloy sample and homogeneous CG Mg alloy sample after the tension tests. All homogeneous CG Mg alloy failed by shearing, but for the GS Mg alloy the gradient layers adjacent to the surface broke with a flat fracture surface because of the resistance to localized shearing.In fact, the intersections of localized shearing bands within the CG core of GS sample also weakened the concentration of plastic deformation. In short, the delocalization effect of gradient structure design also should be an important factor contributing to the enhancement of ductility.

Fig. 7. The morphology of fracture surfaces obtained after tension tests from the side and front surfaces for (a) and (b) GS Mg alloy sample; (c) and (d)homogeneous CG Mg alloy sample.
4. Conclusion
In summary, we successfully produced a GS AZ31 Mg alloy with a strength and ductility synergy via traditional surface mechanical treatments. It was proved that the architected gradient structure was beneficial for the extra strengthening and hardening to simultaneously enhance the strength and ductility. Microstructural analyses fully revealed that except for grain boundary sliding and twin-dislocation interactions in the gradient layers, high density of multi-orientational twins in the CG core region were one of the dominant hardening mechanisms because the twin-twin interactions provided a strong hardening effect. Finally, according to the exploration of deformation process, we believed that high strength and multi-axial stress state were the main reasons why multiorientational twin variants appeared and interacted with each other. Furthermore, the delocalization effect due to the introduction of gradient structure could improve the ductility as well. All above advantages discussed implied that gradient structure design should be a good strategy to create advanced lightweight structure materials with HCP crystal structure, particularly considering the influence of twins on the mechanical performance.
Declaration of competing interest
The authors declare no competing interests in this paper.
Acknowledgments
This work was financially supported by National Natural Science Foundation of China (Grant Nos.11772268 and 12025205). The authors would like to appreciate the researchers in Nanjing university of science and technology for their support in preparation of gradient structured materials.
杂志排行

Journal of Magnesium and Alloys的其它文章
- Characterizations on the instantaneously formed Ni-containing intermetallics in magnesium alloys
- Corrosion resistance of Mg-Al-LDH steam coating on AZ80 Mg alloy:Effects of citric acid pretreatment and intermetallic compounds
- In-depth analysis of the influence of bio-silica filler (Didymosphenia geminata frustules) on the properties of Mg matrix composites
- Effect of Cd on matrix structure ordering and aging precipitation evolution in a Mg-Gd-Cd solid-solution alloy
- A multifunctional osteogenic system of ultrasonically spray deposited bone-active coatings on plasma-activated magnesium
- Rolling texture development in a dual-phase Mg-Li alloy: The role of temperature