某轴类零件外协加工数据分析
2023-11-15朱国杰
朱国杰
(北京天一正认证中心有限公司贵州分公司,贵州 遵义 563000)
1 对某轴类零件加工数据采集如下
外径尺寸35.133,上规格限35.17mm,下规格限35.095mm。
甲厂、乙厂各供货1000 件,从中各抽取80 件,测量数据如表1。

表1 甲厂抽取80 件数据

表2 乙厂抽取80 件数据
2 该零件进行工序能力分析
对收集的各80 个数据用Minitab 软件分析。
2.1 描述性统计
描述性统计:C1 甲厂
变量N N*平均值 平均值标准误 标准差 最小值 位数中位数 C1 80 0 35.132 0.000996 0.00891 35.112 35.126 35.132 变量 上四分位数 最大值C135.139 35.152。
描述性统计:C2 乙厂
变量N N* 平均值 标准误 标准差 最小值 下四分位数 中位数 上四分位数C2 80 0 35.141 0.001760.0157 35.096 35.129 35.142 35.154 变量 最大值C2 35.167。
2.2 直方图(如图1、图2)

图1 甲厂直方图
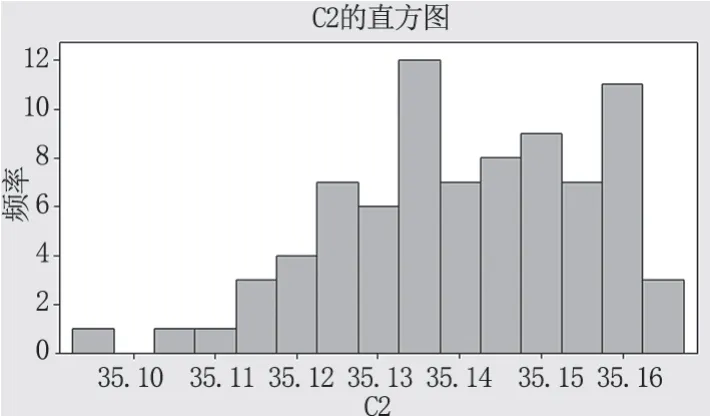
图2 乙厂直方图
2.3 作工序能力图(如图3、图4)
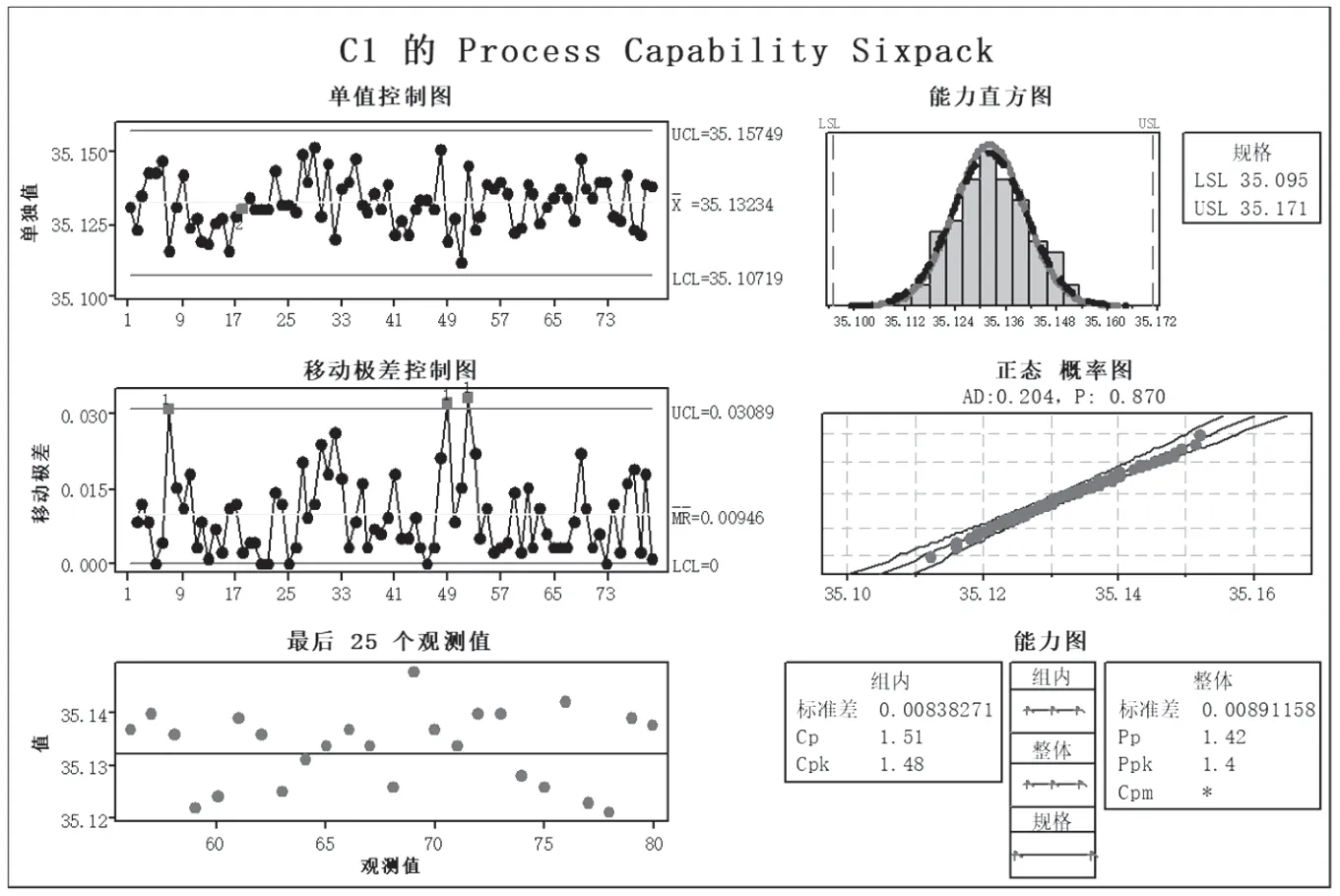
图3 甲厂工序能力图
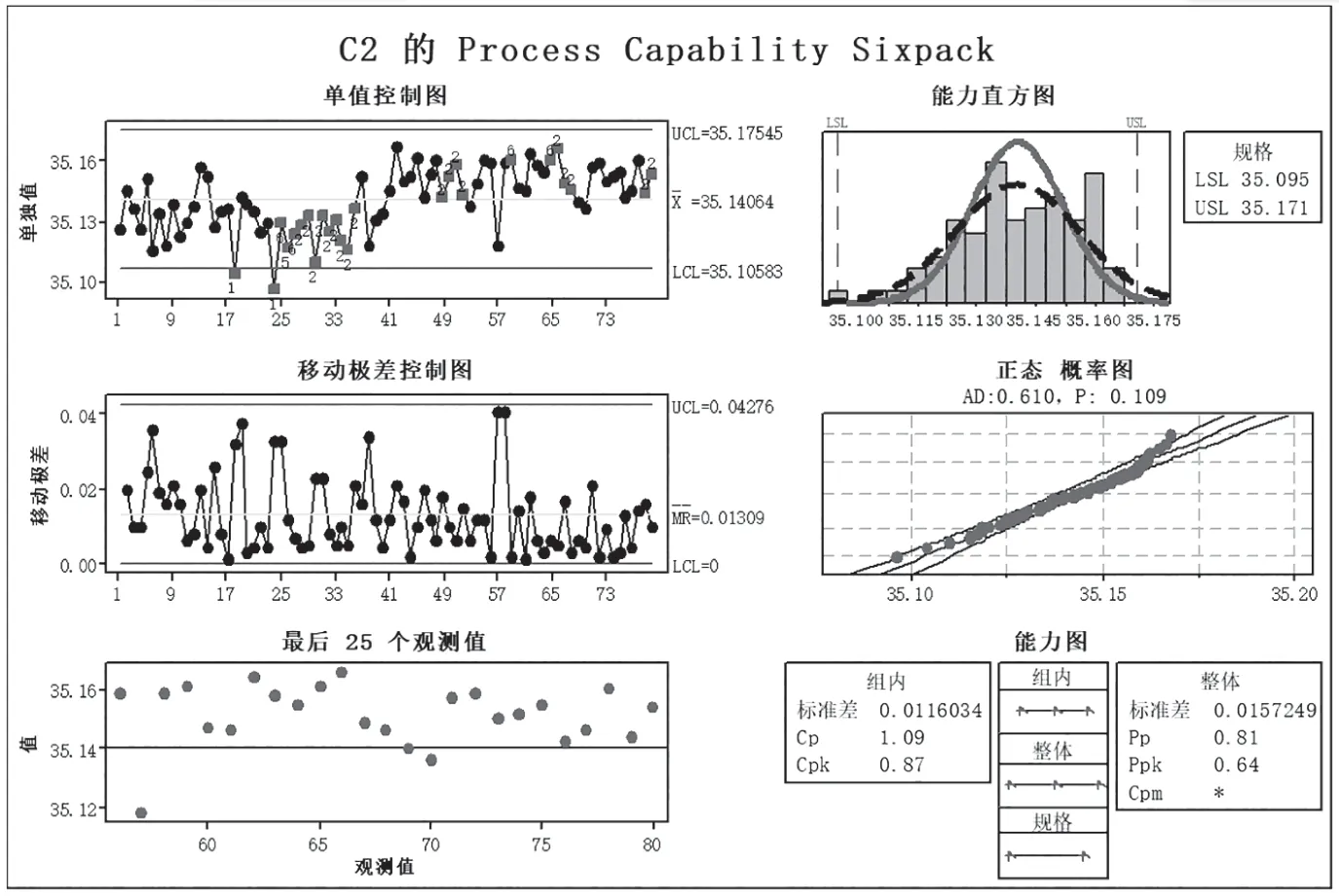
图4 乙厂工序能力图
3 甲厂、乙厂数据分析
通过Minitab 软件看直方图,可以发现,甲厂呈现正态分布,加工较为稳定,数据均在合格范围内,控制情况好,根据加工情况判断采用数控设备加工可能性偏大;乙厂呈现锯齿形,说明加工中操作者为了避免超出公差,加工时偏向上限,发现超差时可以返工处理。
通过Minitab 软看工序能力可知:甲厂Cpk=1.48,根据工序能力等级评定表定为1 级,判断结论为工序能力充分,控制措施要求为免检,无须采用控制图或其他方法对工序进行控制,产品可以直接接受,在后续抽检中发现1 件不合格则恢复正常检验;乙厂Cpk=0.87,根据工序能力等级评定表定为3 级,判断结论为工序能力不足,控制措施要求为加严检验,采用控制图进行过程控制,以及时发现异常波动,确保产品质量。
通过上述分析,在对甲厂、乙厂进行供方管理时,对甲厂应该加大外协比例,对乙厂应该进行二方审核,并降低外协比例,在付款时应优先保证甲厂。
4 结语
以上对两个外协厂家加工数据,通过Minitab 软件对工序能力进行了分析,根据分析情况提出了控制要求,为加强工序过程控制提供了参考。