物距和光强变化对测量精度的影响研究及补偿
2023-10-28刘淼淼蔡晋辉李立新孙蔡霞郑台台
刘淼淼,蔡晋辉,李立新,孙蔡霞,郑台台
(中国计量大学计量测试工程学院,浙江杭州 310018)
0 引言
目前,利用机器视觉测量物体的尺寸已经成为研究热点并应用于各个领域[1]。其中,在高精度的图像尺寸测量系统中,工业相机和被测物体的相对位置,适当的光源强度和光源稳定性对拍摄图像的质量和图像边缘的定位精度有很大的影响。
在影像测量仪测量过程中,郭小刚等针对光源强度的变化会导致图像边缘位置向内收缩或向外扩展的问题,提出了一种对测量误差进行补偿的方法[2]。龚聪等为了减小光源强度变化对测量精度的影响,提出了一种在一定范围内根据光源强度的变化动态调整像素当量值的方法[3]。高俊钗等针对物体远近的小范围变化对测量精度的影响,对像素当量标定值进行修正,实现了高精度的测量[4]。郝永平等为了减小高度差带来的影响,提出了一种基于形状匹配的像素当量标定方法[5]。现有研究缺少对物距和光源强度的双因素考虑,所以本文针对物距和光源强度在一定范围内耦合变化带来的影响展开了研究。
为了提高图像尺寸的测量精度,本文从理论和实验的角度进行分析。验证了物距变化对像素当量标定结果的影响,光源强度对图像边缘位置的影响以及对测量精度的影响。最后提出了一种误差综合补偿方法,对图像尺寸测量结果进行补偿。实验证明该方法能够减小物距和光源强度在一定范围内变化对图像尺寸测量精度造成的影响,提高图像尺寸测量系统的精度。
1 实验装置
实验装置结构如图1所示,分为运动控制系统和视觉采集系统两部分。在测量过程中,通过调整工业相机和被测物体的相对位置,使被测物体位于视场范围内,合适的光源强度将被测物体边缘清晰地投影到相机上[3],获取高质量的被测物体图像用于后续的图像处理和运算。
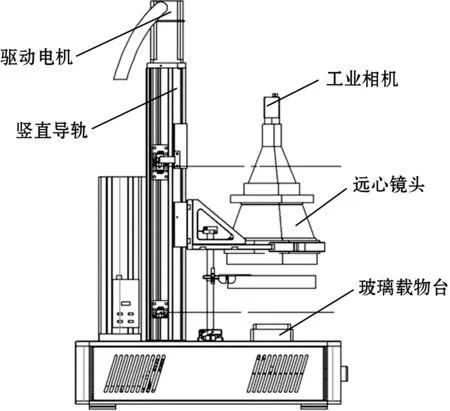
图1 实验装置结构图
本文视觉采集系统采用MV-CE200-10GC型以太网工业面阵相机,分辨率为5 472像素×3 648像素(2 000万像素),像元尺寸为2.4 μm×2.4 μm。选用ESCM0088-120×230型远心镜头,放大倍率为0.088x,工作距离为(120±5)mm,最大景深5 mm。机械运动范围为0~95 mm,精度为6 μm。采用光源数字控制器与蓝色背光源配合使用,提供256级亮度调节。
2 物距和光源强度的影响分析
本文在上述实验装置条件下,对物距和光源强度在一定范围内变化的影响进行实验研究,实验过程如图2所示。
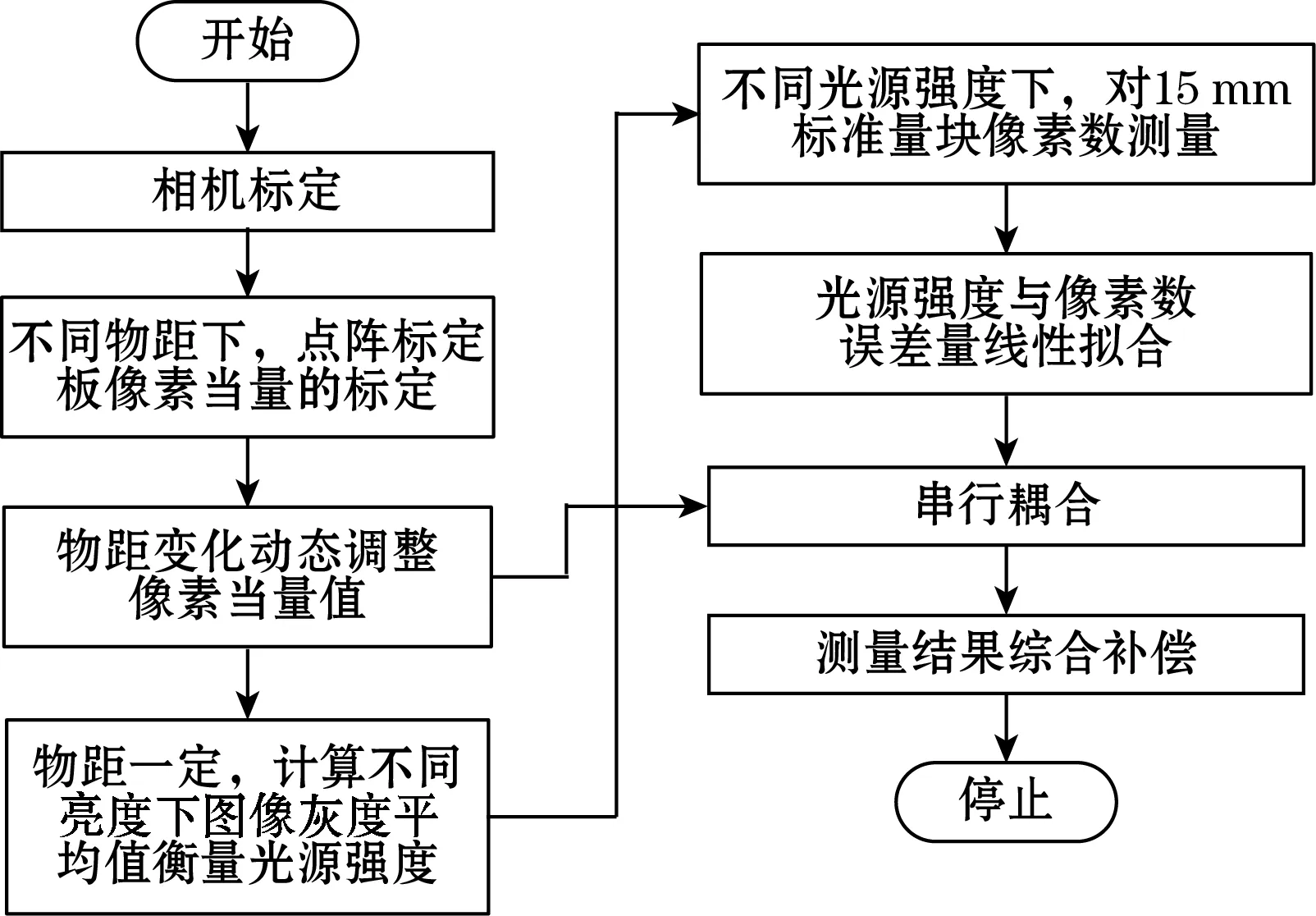
图2 实验流程图
2.1 物距变化对像素当量标定值的影响
数字图像是以像素为单位的,像素当量会对系统的测量精度产生重要的影响,需要对像素当量进行准确标定[5],其像素当量K表示为
(1)
式中:D为物理尺寸,μm;N为像素数,pixel。
在实际测量过程中,固定相机高度,进行相机标定,采用标准件对像素当量进行标定,放置被测物体完成所有测量面的尺寸测量。测量同一物体的不同测量面尺寸时需要翻转被测物体,由于不同被测面之间存在高度差,物距在一定范围内发生变化,会对测量精度产生影响。
本文为了研究物距变化对测量精度的影响,采用60 mm×60 mm点阵标定板作为标定参照物,圆直径为3.75 mm,圆心距为7.5 mm,精度为0.01 mm。通过亚像素边缘定位算法获取标定圆的边缘坐标,由式(1)计算得到像素当量值。由于圆心距不受光源强度的影响,故光源强度基本不会对像素当量造成影响。
在光源强度一定的情况下,将标定板放置在不同物距下分别获取同一位姿的标定板图像12幅,不同物距下所获得的像素当量标定结果如图3所示。
由图3可以看出,在相同光源强度和位姿条件下,随着物距的增大,像素当量随之减小,并且基本呈线性反比关系。在实际尺寸测量过程中,工业相机和被测物体的相对位置发生变化会影响像素当量标定的结果,从而影响尺寸的测量精度。
2.2 光源强度对边缘位置的影响
在高精度测量中往往需要获得图像的亚像素边缘位置,所以对定位精度要求更高[6]。光源强度的变化会造成边缘位置像素灰度值及灰度分布发生变化,从而影响亚像素边缘检测算法对边缘的定位,导致不同光源强度下检测到的边缘位置出现偏差,最终影响测量精度[7]。
本文为了研究光源强度的变化对测量精度的影响,测量同一工件在不同光源强度下的边缘位置误差。在物距固定的条件下,获取不同光源亮度下的图像,利用Halcon中intensity算子对框选区域中的像素点计算灰度算术平均值,如图4所示,以此表示光源强度。量化后各像素灰度值为0~255,灰度值越接近255,说明光源强度越大。
选取宽度为15 mm的长方体标准量块进行实验,调整物距后进行相机标定,光源强度过小不利于图像检测,从光源强度40 Lux开始获取不同光源强度下的图像。根据Halcon尺寸测量得到的像素尺寸为实测像素数,理论像素数是由物理尺寸15 mm与像素当量标定值27.240 μm/pixel计算得出,像素数误差量为实测像素数与理论像素数的差,如图5所示。
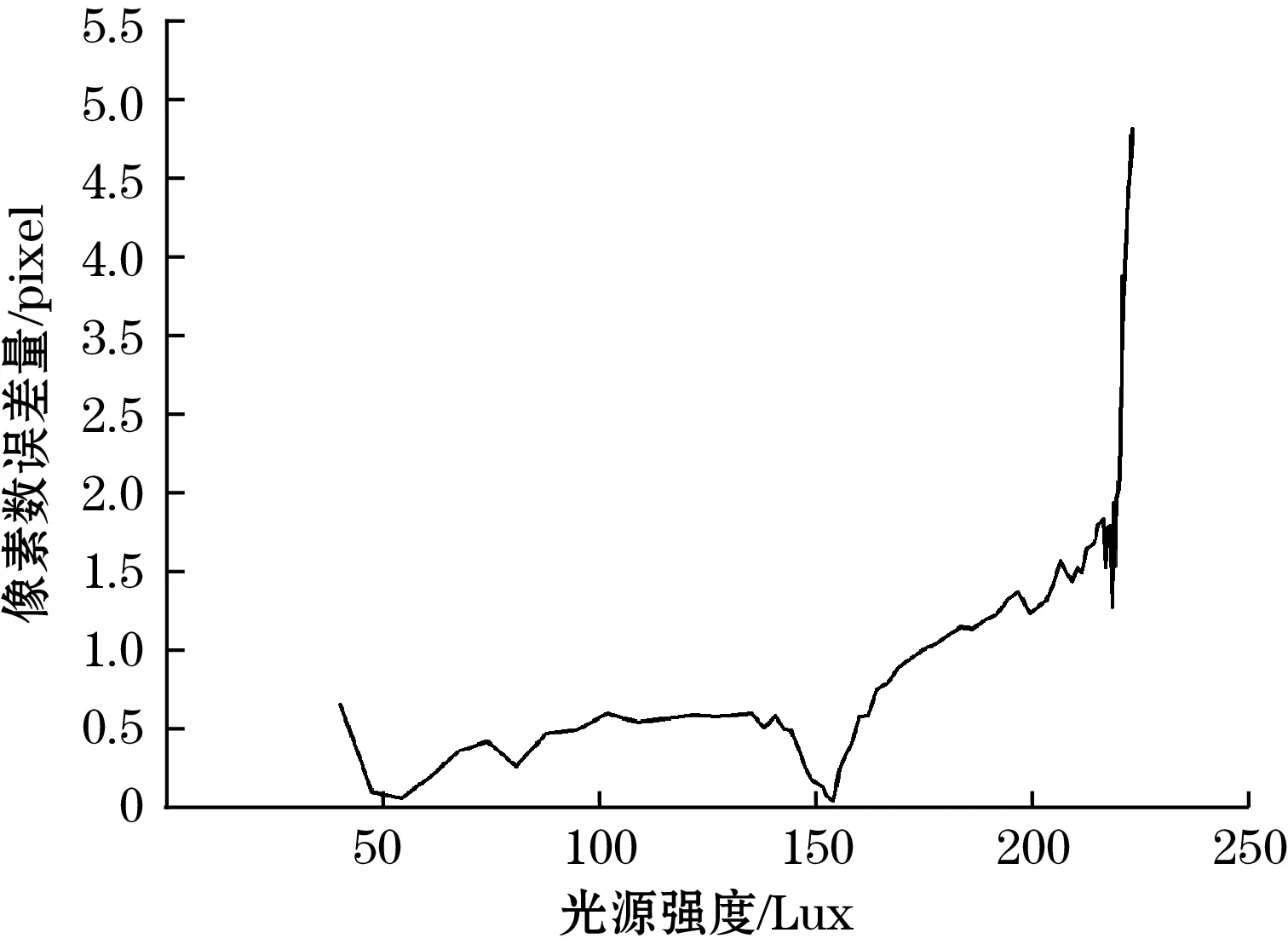
图5 像素数误差量分布曲线
由图5可以看出,光源强度在140 Lux之前,像素数误差量数据波动,随着光源强度的增加,像素数误差量由大变小,但是当光源强度过大时,像素数误差量逐渐增大,这说明光源的强度需要控制在合适的范围[8]。光源强度在147~154 Lux,像素数误差量逐渐减小,测量结果更接近于实际尺寸,实测像素数见表1所示。

表1 不同光源强度实测像素数
如果光源强度过大,会使像元趋于饱和,图像细节失真,从而导致提取的边缘位置向尺寸缩小的方向变化,造成测量结果偏小,反之,光源强度过小,提取的边缘位置向尺寸增大的方向变化,导致尺寸测量结果偏大[3]。
3 综合补偿方法
针对测量过程中物距会发生变化以及光源不稳定对图像尺寸测量系统精度的影响[9],本文提出一种在一定范围内物距和光源强度变化的系统像素当量标定方法和光源强度像素数误差补偿方法。
分析物距变化对像素当量标定结果的影响,如图6所示,对数据进行线性拟合,提出了系统像素当量标定方法。拟合直线如下:
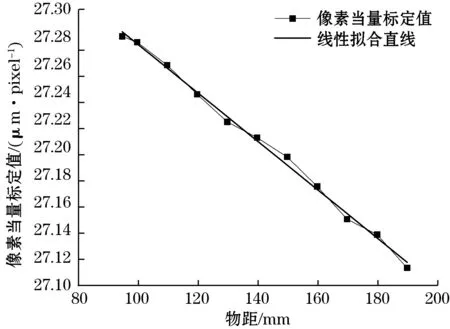
图6 系统像素当量标定值与物距分布曲线
k=27.449 85-0.001 76x
(2)
式中:k为系统像素当量标定值, μm/pixel;x为物距,mm。
分析光源强度和像素数误差量之间的关系,对数据进行线性拟合,如图7所示,提出了一种光源强度像素数误差补偿方法。补偿公式如下:
ΔN=4.091 57-0.026 33a
(3)
式中:ΔN为像素数误差量,pixel;a为光源强度,Lux。
采用系统像素当量标定方法和光源强度像素数误差补偿方法对图像尺寸检测进行综合补偿[10],提高系统的测量精度。由式(2)和式(3)可知,测量结果物理尺寸测量结果物理尺寸D计算公式如下:
D=k·N=(27.449 85-0.001 76x)·(Ni-4.091 57+0.026 33a)
(4)
式中:N为像素数,pixel;Ni为实测像素数,pixel。
4 实验验证
为了验证提出的测量结果综合补偿方法是否能有效提高测量系统的测量精度,实验选取长宽高分别为22、15、10 mm长方体工件作为被测对象,测量面A为22 mm×10 mm,物距为x1,测量面B为15 mm×10 mm,物距为x2,尺寸测量过程如图8所示。
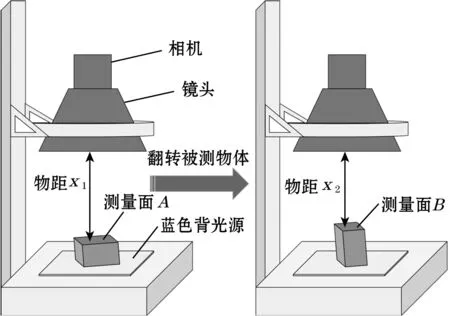
图8 测量过程示意图
镜头与载物台的距离为140 mm,首先进行相机标定,由点阵标定板计算得到像素当量标定值K为27.206 4 μm/pixel,分别对测量面A和B的宽度进行尺寸测量。依据物距变化动态调整像素当量值,通过光源强度像素数误差量对测量面A和B尺寸测量结果进行综合补偿,补偿前后的测量结果如表2所示。
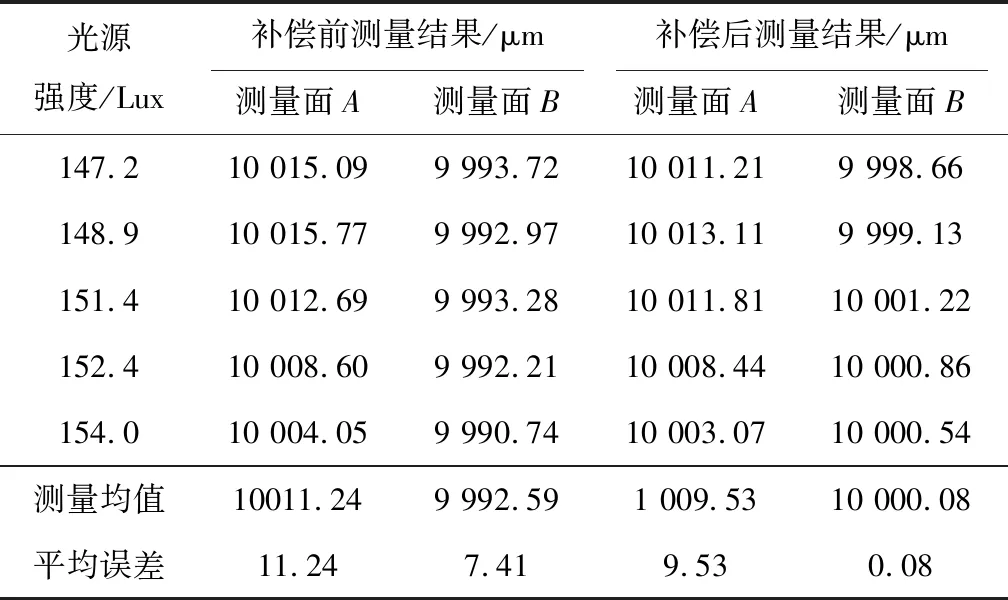
表2 补偿前后测量结果
由表2可以看出,补偿前的测量结果平均误差为11.24 μm和7.41 μm,运用上述综合补偿方法对测量结果进行补偿后测量结果平均误差为9.53 μm和0.08 μm,2个测量面补偿前后的测量误差如图9所示。

(a)测量面A误差补偿
由图9的测量误差以及误差补偿结果可以看出,补偿前的测量结果误差最大值为15.77 μm,最小值为4.05 μm,运用上述综合补偿方法对测量结果进行补偿后测量误差减小,最大值为13.11 μm,最小值为0.54 μm。运用上述综合补偿方法可以有效降低由物距和光源强度变化造成的测量误差,提高测量系统的测量精度。
5 结论
在实际工件尺寸测量过程中,操作人员通常对物距和光源强度发生变化关注较少。本文主要对物距和背光源强度变化对测量过程的影响进行研究。综合上述理论和实验分析可以看出,采用系统像素当量标定方法和光源强度像素数误差补偿方法,对图像尺寸检测进行综合补偿可以提高系统的测量精度,减小因物距和光源强度变化给图像尺寸测量系统所造成的测量误差影响。
