CO2 汽提法尿素生产工艺中的设备腐蚀与处理
2023-10-27李星
李 星
(中海石油华鹤煤化有限公司,黑龙江鹤岗 154100)
0 引言
CO2汽提法生产尿素的工艺最初从荷兰引进,之后经过长时间对该工艺的消化、吸收及摸索改进,形成适合我国化肥行业尿素生产装置所需要的主要工艺技术之一。只是该工艺存在明显的缺陷,即设备腐蚀,严重影响了尿素行业的发展。其含有的工艺介质如尿素、甲铵等,腐蚀性较强,在高温(140~200 ℃)高压(15~25 MPa)下极易腐蚀金属,其腐蚀类型有选择性腐蚀、晶间腐蚀等,对于尿素设备有极大的负面影响。
1 工艺流程
CO2汽提法生产尿素的工艺流程是在一定温度和压力下,通过CO2提取到甲铵溶液,在工艺流程中通过池式反应器、CO2汽提塔、高压洗涤器等设备将CO2与NH3冷凝,冷凝期间产生放热,热源将提供给二段的分解与一段的蒸发,该工艺包括液氨加压、CO2压缩净化、合成和汽提等。整个工艺流程产生的能量还可以作为系统保温或是汽喷射器动力。另外,对于液氨升压,其工序的核心设备是高压系统中高压液氨泵,此工序需要将液氨压力从低压升至高压并送入高压喷射器中。CO2压缩净化是为了将原料CO2升压到所需压力并脱去所需CO2残留的H2S 和H2,使进入汽提塔的CO2不含多余杂质。而尿素合成和CO2汽提工序作为CO2汽提法生产尿素工艺的核心部分,主要是对液氨和CO2进行反应与加工,二者在池式反应器中发生反应生成NH2COONH4后脱水最终生成尿素和水,其过程为:
这一过程中NH2COONH4脱水生成尿素的步骤是该尿素合成工艺的主要控制部分。不过该工序除了池式反应器外,还需要CO2汽提塔和高压洗涤器与其共同构成的高压圈作为主要核心设备,经过这些设备处理生成的CO2、甲铵和氨进入汽提塔底端,为之后的工序做准备。
2 检修现状与评估
2.1 高压设备检修内容
(1)3 台高压设备RBI 定期检验,包含壳体外观检验、测厚、超声检测、表面检测并出具检验报告。
(2)汽提塔、池式反应器列管高压水射流,汽提塔抽检851根列管涡流检测。
(3)池式反应器低压侧500 根列管涡流检测,现场指定。
(4)汽提塔汽提管全部拆出检查,视宏观检查情况及阻力降试验结果进行更换。
(5)对池式反应器低压侧列管胀管使用情况进行复查、可用性评估。
(6)高压洗涤器鲍尔环填料视情况进行更换。
(7)3 台设备内件在用状态宏观检查、修复与更换,密封件更换。
2.2 检修状况
2.2.1 汽提塔检修
高压汽提塔2713 根汽提管全部拆出并做阻力降试验,检查结果与措施如下:
(1)汽提管外观检查。直管底座中段有冲刷痕迹,深度约0.5 mm;小孔直径利用塞规测量增大0.2 mm,由2.2 mm 变为2.4 mm。结合阻力降试验及外表冲刷严重程度,对120 根汽提管以及全部2713 个密封环进行更换(图1)。

图1 汽提管检修情况
(2)抽检汽提塔851 根换热管进行涡流探伤和涡流测厚,受末端效应影响,被检管子自管口至离管口50 mm 段为涡流检测理论盲区,此部位换热管段损伤无法有效评估,不在检测评判范围。受探头结构制约,U 形管段无法通过检测探头,该段不能有效评判。最终检测结果为堵管0 根,列管平均壁厚2.48 mm,未见明显冲刷腐蚀等现象。
(3)列管管口尺寸检查。现场抽查15 根,内径在(Φ27×1.6~Φ27×1.7)mm,根据数据分析,外管口有轻微减薄迹象。可参考Stamicarbon 公司1 代Safurex 汽提管尺寸为Φ25×3 mm,专利商建议管壁减薄至1.50 mm 时,需进行堵管处理。
2.2.2 高压洗涤器检修
内件支撑板与锥形桶焊接处存在椎体、支撑腐蚀开裂现象。利用Safurex 焊丝对缺陷堆焊修复。修复后PT 检测未发现裂纹等缺陷。见图2。
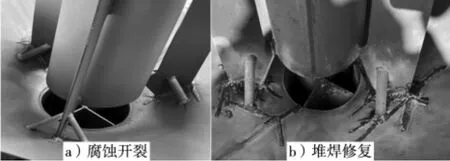
图2 腐蚀开裂与堆焊修复
2.2.3 池式反应器检修
(1)对池式反应器10 个反应室以及液位室的各连接件及内件进行全面检查,发现并处理了20 余处冲刷减薄所导致的螺栓缺陷,消除了各反应室介质互窜、部分内件脱落的风险。
(2)抽检500 根换热管进行涡流探伤和涡流测厚,受末端效应影响,被检管子自管口至离管口50 mm 段为涡流检测理论盲区,此部位换热管段损伤无法有效评估,不在检测评判范围。最终检测结果为无堵管,列管平均壁厚2.4 mm,未见明显冲刷腐蚀等现象。
(3)分布器管线堵头及部分管线表面存在不同程度的冲刷腐蚀(图3),均未超过0.5 mm,此次不作修复。待下次检查,对比两次检查结果决定是否需要修复。

图3 分布器管线堵头分及管线表面检查
3 设备腐蚀特征
CO2汽提法生产尿素的工艺中,设备腐蚀是影响尿素生产的主要原因,而设备腐蚀则来源于尿素生产过程中的介质,它们或与水发生反应或相互反应形成强烈的腐蚀性导致设备被破坏,其腐蚀的根本原理是生产过程中出现还原反应,还原物质的产生又进一步使尿素的高压设备中的电化学腐蚀加快,这类金属腐蚀的腐蚀特征有[2]:
(1)晶间腐蚀:由甲铵溶液导致的一种腐蚀类型,腐蚀对象是含有不锈钢的设备,甲铵溶液中含有硫化物和水,两者含量增加对该溶液的腐蚀效果进一步升高,而且生产过程中温度的升高会导致设备中不锈钢二次加热,使碳化铬在晶间析出,这种现象被称为敏化态晶间腐蚀。对晶间腐蚀来说,其腐蚀结果无法从外观看出,而是在内部呈现,但是对于金属的破坏非常严重,使其延展性与抗压强度都有不同程度的降低。生产设备中的缝融合线、热加工后未固熔的部件等,容易发生晶间腐蚀。
(2)选择性腐蚀:与晶间腐蚀相同的地方是都由甲铵溶液导致的腐蚀类型,甲铵溶液选择性的腐蚀双相不锈钢及其缝隙。双相不锈钢选择性腐蚀一种是铁素体相选择性腐蚀,这种情况易发生在氧气含量充足时;另一种是奥氏体相选择性腐蚀,相应的这种情况发生在氧气含量缺少时,两者都对设备造成损害。
(3)均匀腐蚀:一种由甲铵溶液引起的腐蚀类型,发生在160 ℃以上高温并且氧气含量不足或无氧时。发生均匀腐蚀时的特征是金属表面光泽消失,金属整体或大部分表面暗淡无光并且厚度减薄、手感粗糙,常发生在高压圈与塔衬里。对于该腐蚀特点尤其是会使金属厚度减薄的特点,需要格外注意设备或管道可能出现恶性事故,在设计时就应该考虑预防措施。
(4)其他腐蚀:坑蚀是因不锈钢表面的氧化膜中的氧被置换掉而使设备穿孔的一种较危险的腐蚀;应力腐蚀主要是由氯离子导致的金属腐蚀,其结果是致使设备出现裂纹;缝隙腐蚀是缝隙处因介质滞留与氧气缺失所导致的腐蚀类型;敏化反应腐蚀则是因硫化物及水与不锈钢发生敏化反应,导致设备表面与内部先后腐蚀的现象[3]。
4 腐蚀原因分析
分析CO2汽提法尿素生产过程中设备腐蚀的原因,首先需要考虑的是设计时材料的选择,为确保安全生产,所选材料尤其是衬里材料必须是高级耐腐蚀材料,除了材料的因素则主要集中在:①开车钝化处理,该处理是为了防腐蚀进行的措施,可以使用双氧水或纯氧在不锈钢表面形成钝化膜,利用其致密性达到保护不锈钢防腐蚀的目的,如果操作过程中的钝化条件(即温度、时间、氧气量)没有严格控制,容易导致钝化膜不紧密易被破坏[4];②停车封塔控制,钝化膜需要依靠双氧水或氧气来形成,停车封塔期间中止氧的供给容易使钝化膜受到破坏进而导致均匀腐蚀,因此停车封塔的时间和次数都应该受到控制;③尿素甲铵液中产生的氰酸根,氰酸根作为还原性极强的离子,对钝化膜的破坏性很强,因此需要控制氨碳的比例,确保抑制氰酸根的产生,同时尿素甲铵液在水中还会产生氰氧酸根,腐蚀性也很强,因此水碳的比例也要控制[5]。除此之外,温度、水中氯离子及设备制造过程中存在的部分质量问题都是导致腐蚀现象发生的因素。
5 结束语
本文通过对尿素设备腐蚀机理的探索、设备腐蚀现状和腐蚀原因分析,找出有效的防范措施及处理对策,以提高尿素高压设备使用寿命与设备管理水平。
