发动机缸体珩磨机刀具卡刀问题研究及优化
2023-10-24朱金辉区云锋张祖崇余炳均
朱金辉 区云锋 张祖崇 余炳均

摘 要:珩磨机刀具作为珩磨机的核心部件,刀具的好坏,直接影响着缸孔珩磨加工的质量;珩磨刀具涨刀情况、加工工况与零件加工的稳定性息息相关。珩磨机缸孔加工刀具收缩不顺畅,会造成刀具砂条未收缩撞伤缸孔倒角,刀具砂条崩角损坏,最后会造成缸孔表面粗糙度不合格及表面刀痕,从而使工件报废。本文主要解析发动机缸体珩磨机刀具卡刀问题的研究及优化,解决珩磨机缸孔加工粗糙度及刀痕等使零件报废的质量问题。
关键词:珩磨 涨刀 工件 缸孔加工质量
1 概述
发动机的缸体缸孔加工主要利用珩磨机珩磨刀具进行磨削加工,而缸体缸孔质量是发动机关键质量控制点。珩磨机珩磨刀具的好坏,直接影响发动机缸体的加工质量。发动机缸体珩磨机刀具卡刀易引发刀具崩刀、工件倒角压伤、缸孔加工刀痕等情况。稳定发动机珩磨机加工刀具的稳定性,有利于提升珩磨机的运行效率,从而提高产品的输出效率。因此,在缸体珩磨机刀具的加工过程中,解决珩磨加工刀具卡刀问题,提升设备稳定性有利于改善缸体缸孔珩磨的表面加工质量。
2 现状调查
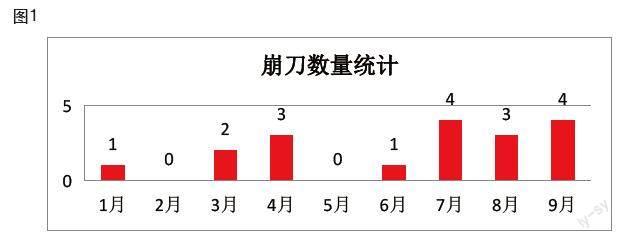
1.图1为某发动机工厂珩磨机缸孔刀具砂条收刀不顺畅崩刀数量统计:
2.刀具收缩不顺畅的表现形式为:刀具收刀环形弹簧无法复位砂条,部分砂条卡在刀体导向中,无法完全收刀(图2)。
3.刀具收缩不顺畅卡刀问题导致缸孔加工质量异常的表现形式主要有:①刀具未收刀,直接撞到缸孔,导致缸孔崩角报废;②刀具崩角后,机床无报警继续加工导致缸孔划痕较深,缸孔粗糙度超差报废。(图3)。
3 设备技术分析
运用思维导图法对“缸孔珩磨机刀具收刀不顺畅崩刀”问题的原因进行分析讨论,将与刀具收涨异常有关的因素都列举出来,然后对各个因素再深入分析,最终的关联图如图4所示:
在收集数据过程中,经过思维导图分析,从以下6点立项实施,落实改进提升措施。
1、刀具 2、涨刀机构 3、珩磨液 4、工件 5、工位夹具 6、加工参数
1、涨刀机构分析及研究
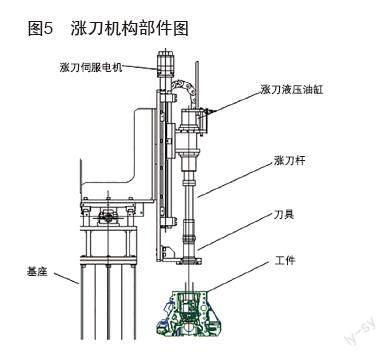
涨刀机构主要由涨刀伺服电机、涨刀液压缸、涨刀杆、刀具等组成(图5)。涨刀电机异常或涨刀液压缸漏油等都会造成涨刀杆涨芯伸出后无法复位,进而导致刀具砂条无法收刀。检查涨刀伺服电机及涨刀液压缸未发现异常。
涨刀杆是直接驱动刀具收刀、涨刀的部件,其内部主要有涨刀杆涨芯、涨芯复位弹簧等组成(图6)。涨刀芯轴弯曲或者涨刀复位弹簧异常也会造成刀具无法收刀,是刀具无法正常收刀的可能原因之一。为验证涨到杆是否为影响刀具收涨不顺畅崩刀的要因,团队整体更换新涨刀杆验证,同时将换下的涨刀杆拆解,检查涨芯、弹簧未见异常,在验证新涨刀杆期间仍有刀具收涨不顺畅卡刀的故障。
综上,通过对涨刀机构的分析、验证及研究,对涨刀机构的末端因素确认,排除了涨刀机构导致刀具卡刀问题。
2、工件对珩磨机刀具卡刀的影响分析
工件影响刀具加工的因数主要有工件的硬度及缸孔来料尺寸。工件的硬度过硬,可能造成刀具砂条珩磨不动,砂粒小范围脱落,造成缸孔划痕太深、粗糙度不合格等质量问题。此外前道工序缸孔加工尺寸过小,珩磨刀具收刀后仍大于缸孔直径,刀具在加工进刀的过程就会直接撞到缸孔,导致刀具砂条损坏,缸孔倒角崩角报废。经查询实验室测量QDAS记录,缸孔硬度在合格范围内,工件硬度为非要因。
3、工位夹具对珩磨机刀具卡刀的影响研究及分析
研究分析工位夹具可能会造成崩刀的几个因数主要有:工件夹紧压力、工位定位面及定位销。工件夹紧压力不足。在缸孔加工过程中,工件轻微窜动会造成刀具中心与缸孔中心不同轴,可能会造成刀具撞到缸孔邊缘。通过对夹具夹紧压力、定位销及定位面的检查,排除了工位夹具影响刀具卡刀的问题。
4、加工参数的研究及分析
缸孔珩磨的主要切削用量参数有:切削上限、切削下限、冲程次数、主轴转速、涨刀压力等。切削参数修改不当会影响刀具进给位置、进给速度、进给压力等,进而影响刀具的收刀和涨刀。查看当前机床使用的切削参数与备份的切削参数对比,参数一致,未被修改过。该参数已使用3年无异常,因此可确认加工参数为非要因,排除了加工参数影响刀具卡刀问题。
5、刀具弹簧优化,改善刀具卡刀
刀具主要由刀具砂条、刀具基座、刀具涨芯、刀具收刀弹簧组成(如图7)。刀具加工缸孔的主要过程: 刀具原位状态→刀具伸入到缸孔→刀具涨芯向下压锥形杆→刀具砂条涨出到缸孔表面→刀具上下冲程磨削缸孔到目标尺寸→刀具涨芯返回→刀具砂条在刀具收刀弹簧的回复力下收刀到原位。
由刀具加工缸孔的主要过程我们知道刀具的收刀完全是依靠收刀弹簧的回复力收缩,当刀具收刀弹簧的弹力不足,刀具砂条会无法收刀。在加工往复冲程过程中,刀具砂条未收回到原位,刀具砂条将直接撞到缸孔,导致缸孔倒角崩裂,刀具砂条也会崩断。(图8)。
综上,通过对珩磨刀具各部件的分析及验证,涨刀异常刀具的收刀弹簧弹力较新弹簧有所衰减,通过优化刀具弹簧弹力,选用新型号刀具弹簧,增加了弹力,从而改善了刀具卡刀问题。
6、降低珩磨液杂质,改善刀具卡刀
珩磨液的主要参数有:浓度、PH值、杂质含量、冲洗压力、冲洗流量。浓度要求控制范围:9%-11%,PH值要求范围:8%-9.5%。取样检测及查看现场抽检历史结果,珩磨液浓度及PH值在合格范围内(图9)。
杂质含量控制标准为<150PPM,抽检净液箱上层的液杂质含量为100ppm,在合格范围内;而在刀具喷液口取样,杂质含量高达400ppm,超出控制范围。同时拆解卡刀的刀具,发现刀片表面均粘有较多铁泥。分析刀片粘有过多铁泥后会使刀片与刀体导向间隙变小,摩擦力增大,致使刀具无法在收刀弹簧的回复力下正常收刀(图10)。
冲洗压力和流量不足可能会使刀具加工过程中磨削出来的铁粉无法冲走,粘在刀片缝隙总,也可能对刀具卡刀造成影响。查看泵出口机械压力表指针是在绿色范围,珩磨液冲洗压力0.45Mpa正常;查看机床崩刀前后期间报警履历,崩刀前后未出现流量不足报警。(表2)
综上,通过对珩磨液浓度、PH值、杂质含量、冲洗压力、冲洗流量数据进行分析及验证,对珩磨液的末端因素确认,通过优化滤纸的过滤精度,由90μ提升到60μ密度滤纸,提升了过滤效果,降低了珩磨液杂质,从而改善了刀具卡刀问题。
4 结束语
珩磨机是发动机生产线质量控制的关键工位,缸孔珩磨刀具卡刀问题影响因素较多。通过对珩磨刀具卡刀的各个因素进行剖析,改进影响要因,可以有效改善卡刀问题,优化缸孔珩磨的过程,有利于缸孔的质量控制,有效保证产品的稳定输出。
参考文献:
[1]《金属加工世界》2010年.