端面齿的参数研究与加工
2023-10-24陈锦程
陈锦程
(厦门东亚机械工业股份有限公司,福建 厦门 361100)
0 引言
端面齿又称鼠牙盘、赫斯齿(Hirth-tooth),具有结构紧凑、自定心、重复装配定位精度高、传递扭矩大、转子部件刚度大、临界转速高等优点。不过,由于端面齿联接接触精度一般要达到80%以上,对加工精度要求较高,最初主要应用于加工中心、柔性单元、数控机床、组合机床、测量仪器、各种高精度间歇式圆周分度装置、多工位定位机构以及其他需要精密分度的高端设备上,如数控车床中的自动回转刀架、铣床及加工中心用的回转工作台,均采用端面齿作为精确定位元件[1]。在这些设备中端面齿实际上相当于一对离合器。端面齿的齿形有直齿和弧齿两种,直齿端齿盘由于加工更加方便应用更广泛。JB/T4316.1 就是用于金属切削机床圆分度用的直齿端齿盘的行业标准。
随着科学技术的发展及加工设备的提升,端面齿的加工效率也得以提升。越来越多的离心压缩机、航空发动机、燃气轮机等高速转动设备采用端面齿作为叶轮和轴的联接方式,因为端面齿联接可以克服三角轴、法兰联接、热套等联接方式存在的定位不准、返修备件加工繁琐等缺点。
然而,在相关的标准[2-4]和机械设计手册[5-6]中,只用表格列出一些具体端面齿齿形的数据没有给出端面齿齿形的设计计算公式或者在公式推导过程中引入一些近似处理,得到一些近似公式适用范围较小。在机床、数控机床等应用领域端面齿齿数较多一般都大于60 齿[2],根据近似公式计算得到的端面齿参数误差不大,可以满足使用需求,因此相关标准使用多年并未出现问题。不过,在离心压缩机等新的应用场合,特别随着离心压缩机小型化的发展,高速齿轮轴的轴径往往较小,难以加工出那么多齿,因此端面齿齿数较少,一般取12、24、36 齿,在齿数较少的情况下,这些近似公式计算出的齿形参数误差较大,按照这些参数加工出来的端面齿齿面接触精度难以满足使用需求。
本文通过几何关系推导得出端面齿齿形的精确公式。应用推导出的公式计算得到的参数,用Solid-Works 进行三维建模后,将2 个端面齿进行装配组合,端面齿两边的齿面可以同时重合,而不会出现间隙或者干涉,这说明推导得到的公式是精确的后,采用哈默的C22U 五轴联动机床SolidWorks 创建的三维模型编程加工出端面齿实物,将其中一个端面齿均匀涂上红丹,再将2 个端面齿装配后,查看齿面接触均匀,能够满足使用需求。
1 端面齿齿形公式推导
端面齿(图1)是均匀分布的,取端面齿的一个齿槽作为研究对象,如图2,O为端面齿的中心,OA、OB为理论齿顶线,OC为理论齿槽底线,OA’B’为节平面,A’、B’在端面齿的外圆上。
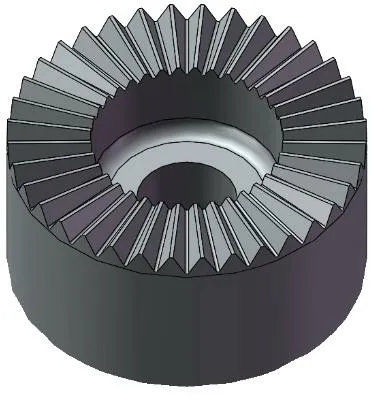
图1 端面齿示意
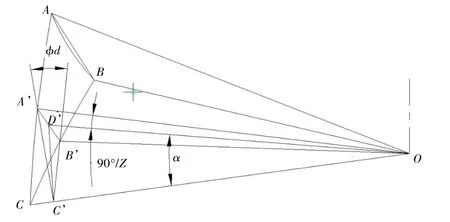
图2 端面齿齿槽结构
接A’B’,D’是A’B’中点,连接OD’,则OD’⊥A’B’,做A’C’⊥OC,交OC于C’,连接B’C’,易得,B’C’⊥OC,所以OC⊥平面A’B’C’。
连接C’D’,则C’D’⊥OC,C’D’⊥A’B’
∠A’C’B’为刀具齿形角Φd,∠C’OD’为槽底倾角α,端面齿的齿数为Z,由图3,可得
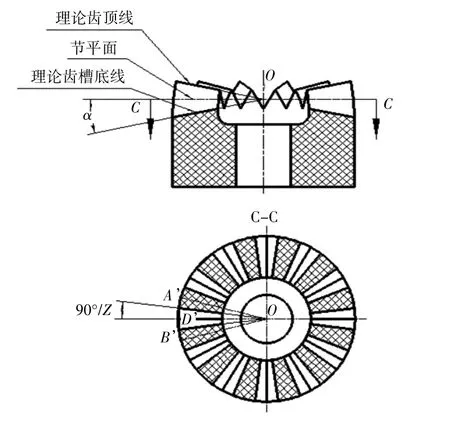
图3 端面齿剖视图
联立(1)(2)(3)式,可得式(4)。
端面齿的槽底倾角α
2 SolidWorks 三维建模
现在以齿数Z= 12,刀具齿形角φd= 60°为例,根据式(5)计算得到α= 13.18105°,采用SolidWorks 进行三维建模,两个端面齿装配后,两轴同心,两边的齿面可以同时重合,没有间隙也不会发生干涉,见图4。
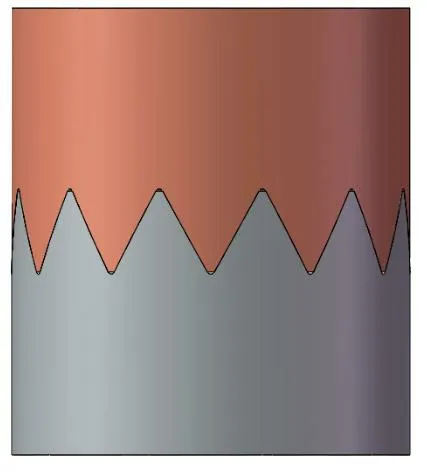
图4 本文方案端面齿三维建模装配示意
根据JB/T4316.1 附录中的的公式α= arc sin,其中φ为端面齿齿形角,计算得到α =13.54441°,采用SolidWorks 进行三维建模,两个端面齿装配后,两轴同心,一边齿面重合,另一边的两个齿面有明显的间隙,无法重合,通过测量另一边两个齿面存在0.74°的夹角,如图5 所示,说明推导得到的槽底倾角计算公式是精确的,而JB/T4316.1 附件中的公式是近似公式。
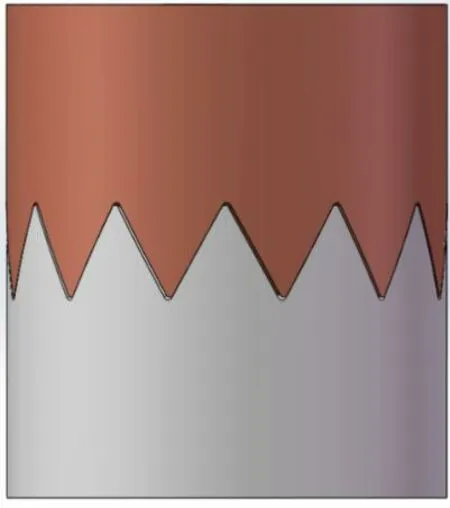
图5 JB/T4316.1 方案端面齿三维建模装配示意
对比公式(5)与文献2 中的公式,以刀具齿形角60°为例,计算出部分齿数的槽底倾角α,见表1。由表1 中数据可以看出,齿数越多,JB/T4316.1 附件中公式计算出的槽底倾角越接近公式计算得到的精确值,近似程度越好,当齿数大于60 时,其角度偏差已接近一般机床加工时的最小分度值0.001°,而文献[2]适用于金属切削机床圆分度盘用的齿盘,齿数大于60 的场合,因此槽底倾角计算公式的近似处理是可以接受的,并不影响该标准的使用,所以该标准使用多年并未出现问题。
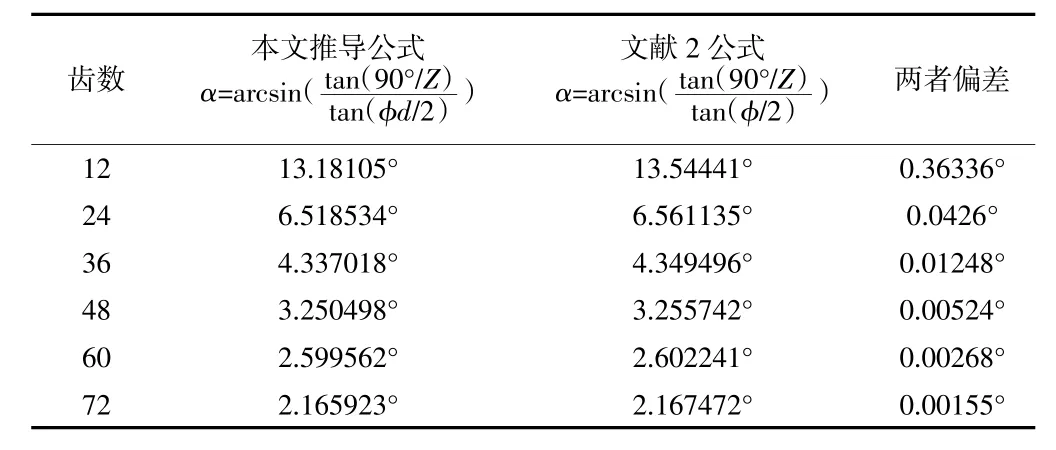
表1 与文献2 槽底倾角计算值对比
同样,以刀具齿形角60°为例,对比文献[6]中的公式与公式(5)的偏差,如表2。由表2 中的数据同样可以看出齿数越多,文献[6]的公式计算出的槽底倾角也越接近公式(5)的计算得到的精确值,对比表2 与表1 的偏差数值,可以看出文献[6]中的公式比文献[2]的近似程度更好。
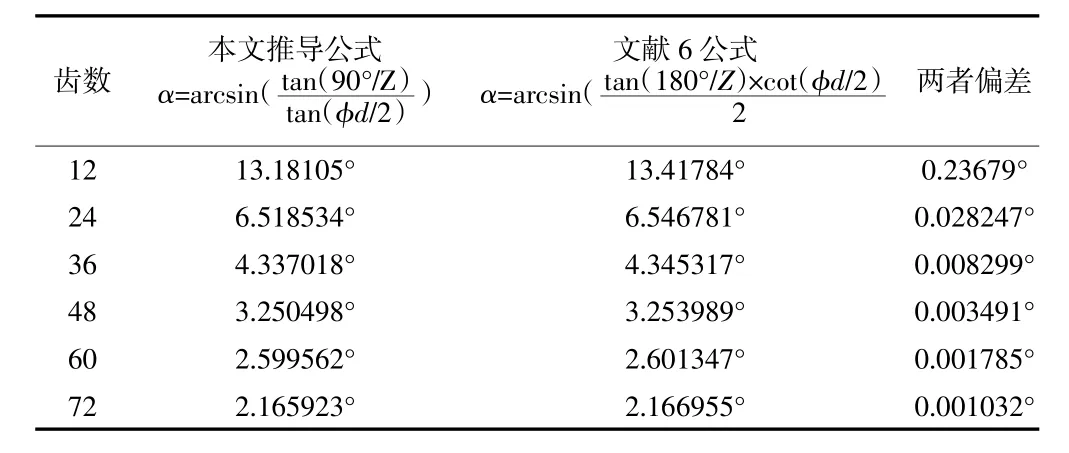
表2 与文献6 槽底倾角计算值对比
3 端面齿的加工
端面齿的批量加工多数采用成形磨齿机进行加工,但是成形磨齿机是专用设备,价格昂贵一般企业都没有配备。我司处于产品设计开发阶段,产品数量不多,还没有配备专业的成形磨齿机。
经过考察公司离心压缩机叶轮加工部门,配备有一台德国的哈默C22U 五轴联动机床,加工精度较高,决定采用哈默C22U 五轴联动机床进行端面齿样品试加工。刀具选用60°成形铣刀,刀头圆角与端面齿槽底圆角一致为R0.25。加工过程,为避免多轴联动互相影响降低定位精度,首先将A 轴按公式计算出的槽底倾角倾斜并锁死固定不变,刀具加工过程从外向内单向切削,一个齿加工完成后,C 轴旋转一个齿的角度锁死,进行第二个齿的加工,整圈加工完再去除毛刺。
端面齿加工好了,在其中一个端面齿齿面均匀地涂一层红丹,然后将两端面齿装配用拉杆锁紧,再拆开检查两个端面齿齿面的接触情况(图6),可以看出每个端面齿齿面上都有均匀的红丹,端面齿接触良好,说明该加工方案是可行的。
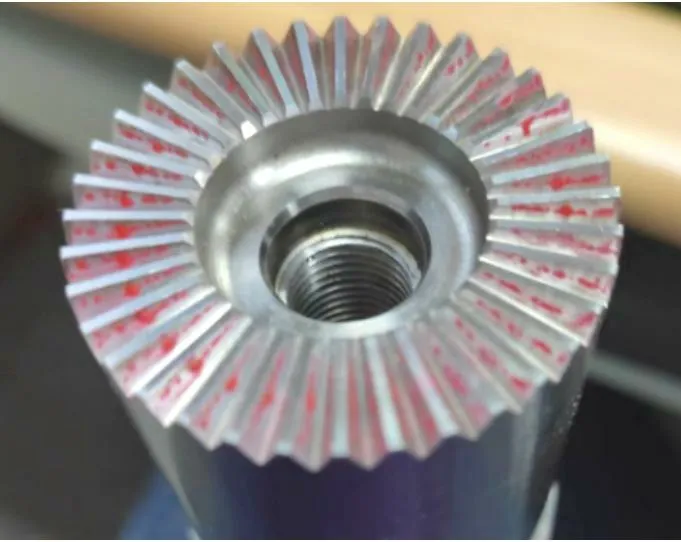
图6 端面齿齿面接触情况
最后按照上述加工方案在叶轮背面加工端面齿,加工完成后,首先叶轮和高速齿轮轴进行单独动平衡合格后,将叶轮与高速齿轮轴联接一起做整体动平衡,整体动平衡合格后,将叶轮与高速齿轮轴拆开后重新装配,再进行动平衡测试,多次测量结果变化量均小于0.1 gmm,动平衡精度都在G1.6 级的精度范围内,满足设计要求的G2.5 级的动平衡精度要求。
4 结语
通过对端面齿的几何分析,推导得出端面齿齿形参数的精确计算公式,并通过SolidWorks 进行三维建模,验证了该公式的正确性。分析了相关标准和设计手册中齿形参数计算公式,计算出的数值与公式计算出的数值差异变化情况,结果表明在标准适用范围内,该差异较小,可以满足使用需求,所以相关标准制定使用多年未发现问题。但是使用推导得到的精确公式计算得到的参数,理论上无论齿数多少都能实现完好的配合,可以拓展端面齿的使用范围,在一些轴颈较小的使用场合,可以选取较少齿数的端面齿,使端面齿得到更广泛的应用。