打印机支架注塑模具设计
2023-10-23王云锋
吕 力, 王云锋
(1.江苏电子信息职业学院, 江苏 淮安 223003; 2.雁栖湖基础制造技术研究院(北京)有限公司, 北京 101408)
0 引言
随着社会技术的发展人们对产品生产的轻量化、底成本、高集成度等方面提出了更高的要求。 由于ABS 塑料具有较高的机械强度和耐冲击性, 尤其是刚性好、弯曲强度高等特点,广泛用于电器产品。
1 打印机支架主要壳体部分整体结构
塑件外形最大尺寸约为:231mm×104mm×95mm。打印机支架塑件采用ABS 工程塑料,收缩率为0.5%。 为了满足结构强度的要求,在塑件上设置了加强筋,如图1 所示。
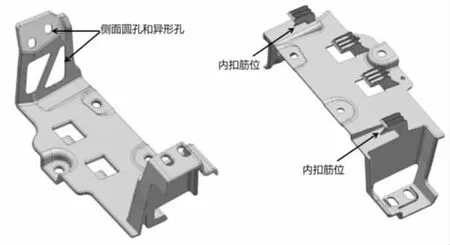
图1 塑件结构
2 模具结构设计
2.1 模具分型面设计
为了简化模具结构, 以筋位的方向确定模具产品出模方向。 模具设计前,通过UG 软件对塑件进行分模验证分析,其面斜率分析结果如图2(a)所示,壁厚分析结果如图2(b)所示。 根据分析结果,对塑件进行结构优化,减少塑件注塑过程中的翘曲变形以及产品外观缺陷[1]。

图2 塑件分析
2.2 模具成型零件设计
模具成型零件一般由上模仁、下模仁、滑块和其他成型零件组成, 塑件背面内扣的筋位, 需要做斜顶才能出模,如图3(a)所示。 塑件表面有异形孔和螺钉安装孔,为了防止塑件粘前模,将结构分到后模去。塑件侧面的异形孔需要滑块,因侧面孔的出模方向不是水平,而是成向下52°方向是出模方向, 所以使用双T 型槽斜滑块结构,实现52°方向脱模,如图3(b)所示。

图3 塑件成型结构示意
2.3 模具抽芯结构设计
滑块安装在下模, 与上下模仁配合形成塑件成型的型腔。一次注塑周期完成后,后模侧在注塑机的动模板带动下,模具后模向后运动,滑块座在斜导柱拨动的作用下向后移动,滑块在滑块座的拖动的作用下,沿着T 型槽方向向下移动,完成抽芯动作[2],如图4 所示。
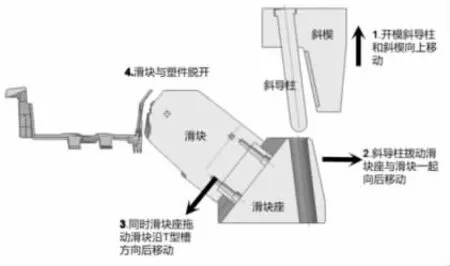
图4 滑块工作原理
抽芯机构退位行程的计算, 为了使成品倒勾退出H的距离, 滑块需向下运动H1 距离,H1 大小β 与角度有关;为了使滑块入子向下运动H1 距离,滑块本体需向后运动一定的S1 距离,S1 大小与α 角有关。 再根据S1 去确定滑块的退位行程S',为了保证退位行程安全加上2~5mm,S'=S1+(2~5)mm,如图5 所示。

图5 滑块行程示意图
为了保证塑件顺利脱模,滑块退位行程H 取10mm,β 的角度为塑件的出模角度为52°,通过三角函数公式计算出H1 高度,如图6(a)所示。为了减小S1 退位的行程T型槽α 角度取52°。 通过三角函数公式计算得到S1 的退位行程为8mm,如图6(b)所示。 为了保证安全增加5mm安全距离,最后S'=S1+5 总退位行程为13mm。

图6 滑块行程计算示意图
2.4 浇注系统设计
本塑件需要大批量生产, 本套模具采用了热流道转冷流道的浇注系统。 热流道与传统冷流道进浇方式比较起来,热流道可以提高产品的质量、方便调整注塑成型条件及节省塑料和人工达到节能环保目的。 因塑件外观不允许进胶痕迹,同时为了满足自动化生产,塑件的进胶方式采用了牛角浇口进胶[3]。 如图7 所示。

图7 浇注系统示意图
2.5 顶出系统设计
模具顶出系统是将塑件及浇注系统凝料,从模具中安全无损坏地顶出模具。 塑件脱模时不允许出现变形和断裂缺陷。顶出的位置不但应作用在包紧力大的地方,还应作用在塑件刚性和强度大的地方。本模具的推出采用圆形推杆顶出。设置推杆时避开冷却水管,在塑件底面均匀布置,如图8(a)所示。 因塑件底面有内扣的筋位设计了斜顶杆, 斜顶完成塑件内扣出模同时,也辅助了塑件的顶出,如图8(b)所示。
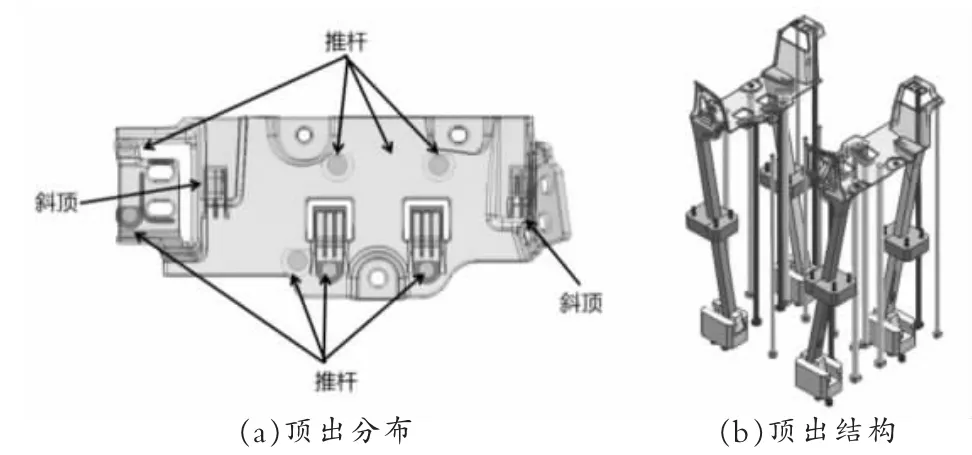
图8 顶出示意图
3 冷却系统设计
模具采用冷却循环水冷却, 为了提高散热效率上模采用直径为8mm 双层冷却水路,如图9(a)所示。下模、斜滑块采用8mm 环形冷却水路, 因塑件高度较高增加了冷水井冷却,冷水井中间用隔水挡片隔升,冷却水从一端进入,受中间隔水挡片阻挡,先流向冷水井高处再由高向下流动到水道另一端,再进入下个冷却水道,反复循环冷却[4],如图9(b)所示。
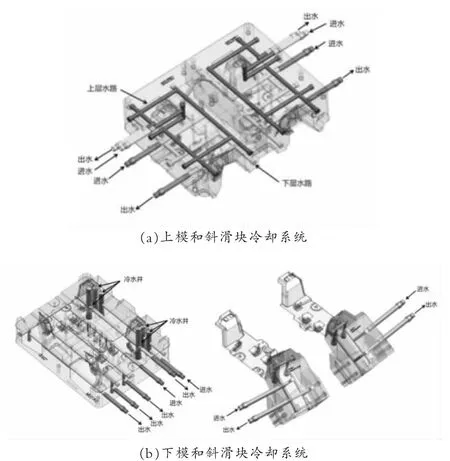
图9 冷却系统示意
4 模具整体结构图和工作原理
模具在注塑后前后模分开时, 滑块在导柱的拨动作用下运动,滑块沿着滑块座本体上的T 型槽滑动,而上下模限制了滑块入子必须沿着一定方向运动 (侧面孔脱模方向),从而脱出塑件的倒勾。模具开模后,由顶出系统将塑件推出,完成整个模具一次注塑周期,如图10 所示。
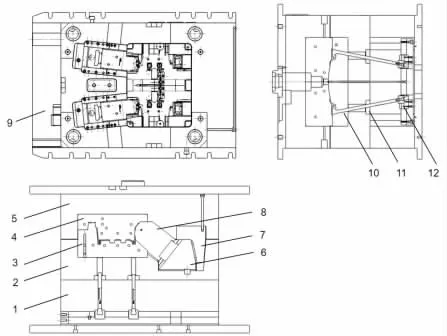
图10 模具总装示意
5 结论
根据打印机支架塑件结构特点, 设计了一种T 型槽斜滑块两板式注塑模具。滑块在滑块座的拖动的作用下,沿着T 型槽方向向下移动完成抽芯动作, 使塑件侧面异性孔顺利脱模。采用T 型槽斜滑块结构简化了模具结构,控制了模具尺寸。
