船舶上层建筑“壳舾涂”一体建造的改进与应用
2023-10-17王亚庆
王亚庆,汤 俊,胡 晨
(中船澄西船舶修造有限公司,江苏 江阴 214433)
0 引言
现代造船模式对造船生产模式提出了明确的要求,其中“壳舾涂”一体化制造是造船生产模式的重要组成部分,即以中间产品为对象,实施中间产品“壳舾涂”按序生产的模式,在中间产品的生产过程中实施,最终输出“壳舾涂”完整达标的合格中间产品,为下道工序生产奠定完整性基础[1]。
82 000 t散货船是船厂在建的主流船型,已迭代至第三代,具有更节能、更环保、载货量更大的优点。该型船上建烟囱原建造方案分为上建和烟囱两个总段分别进行分段建造和总组,烟囱总段在船台上吊装,上建总段待船舶下水后整吊。该方案使上建与烟囱前后合龙缝区域大量舱室结构、舾装等工程整吊前无法完成,总段“壳舾涂”一体化建造目标无法达成,给码头调试周期控制带来了很大挑战。目前,国内外优秀船厂多采用上建模块化建造,利用大型龙门吊实施上建整体吊装,相关吊装方案和生产经验比较成熟。但是,船厂受基础设施和场地资源限制,无法借鉴相关成功经验。
因此,船厂在现有的生产条件下,为了能够达到上建烟囱“壳舾涂”一体化完整性吊装的目标,组织进行工艺改进,实施上建和烟囱合并整体建造,待船舶下水后,采用大浮吊进行整体吊装。本文对建造的场地选择、整吊强度计算、加强设置、壳舾涂一体化建造、现场施工中的过程控制进行研究。
1 总段搭载场地选择和确认
该型82 000 t船上建烟囱总段由10个分段组成,合并建造后总段外形尺寸:长×宽×高约为23.80 m×32.26 m×28.41 m,理论计算质量约为688.3 t。由大浮吊进行上建总段吊装,总段吊离总组场地时,大浮吊的扒杆仰角为45.4°,扑幅(浮吊首部到总段重心的距离)为48.0 m,前钩吊高(吊钩底部距浮吊甲板面)为57.3 m,后钩吊高为54.5 m。大浮吊扒杆仰角45.4°,对应吊重8 610 kN,按规定起升实际载荷只有载荷表所允许的载荷的80%以下时,允许变幅操作,且只能为收幅。该型82 000 t船满足大浮吊收幅的要求。后经现场实际勘察测量,遴选出3处总组场地。
1号场地位置:此场地可以确保大浮吊起吊扒杆仰角及扑幅,同时满足总组门机对分段搭载吊装,因此最终确认1号总组场地。上建总段场地中心线(南北向)设置在距江边45 m,既可满足分段的顺利搭载,又满足大浮吊吊装要求。
2号场地位置:此场地满足大浮吊吊装要求,但受总组门机扑幅及吊重限制,扒杆扑幅在50 m时只能吊重730 kN。由于上建分段结构加管电重量超过800 kN,大于总组门机在该扑幅吊重能力,因此2号场地不满足总组要求。
3号场地位置:此场地根据大浮吊工况要求保持跟1号场地一致,各项硬件设施均满足使用要求,作为第2理想总组场地。
2 总段结构强度计算
参考相关规范和有限元强度分析工艺规范对总段结构强度进行评估[2]。安全系数取3.0,剪切应力取许用应力的0.6倍的安全系数。垂直工况下的变形和应力计算结果见表1。
2.1 边界条件、载荷及工况
本次计算的载荷为结构自身重量。该总段总质量约为688 t,重心:X=17 787 mm,Y=-354 mm,Z=29 767 mm。提供的质量和重心和有限元调整后的质量和重心对比见表2。边界约束及受力效果见图1。

图1 边界约束及受力效果图(单位:kN)
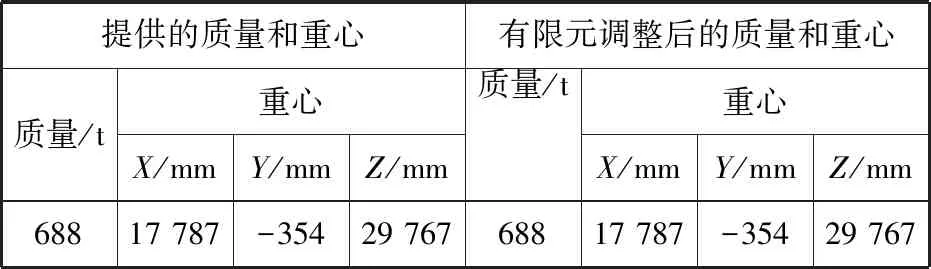
表2 整个结构变形和应力结果
2.2 计算结果评估
结构最大变形为9.17 mm,其中A级钢最大形变为9.17 mm,AH36级钢最大形变为2.33 mm;最大应力为67.82 MPa,其中A级钢最大应力为60.79 MPa,AH36级钢最大应力为67.82 MPa,位于驾驶甲板右舷靠尾部加强槽钢上。相关数据均满足强度与刚度要求。具体各工况变形见图2~图5。

图3 A级钢最大应力效果图(单位:MPa)
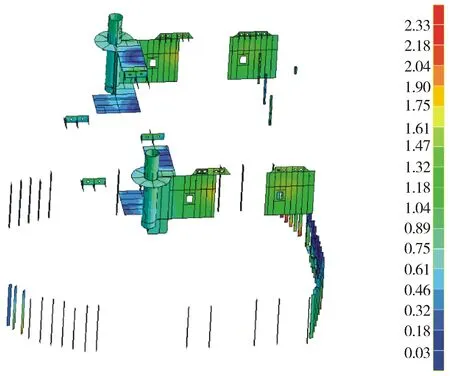
图4 AH36级钢应变效果图(单位:mm)
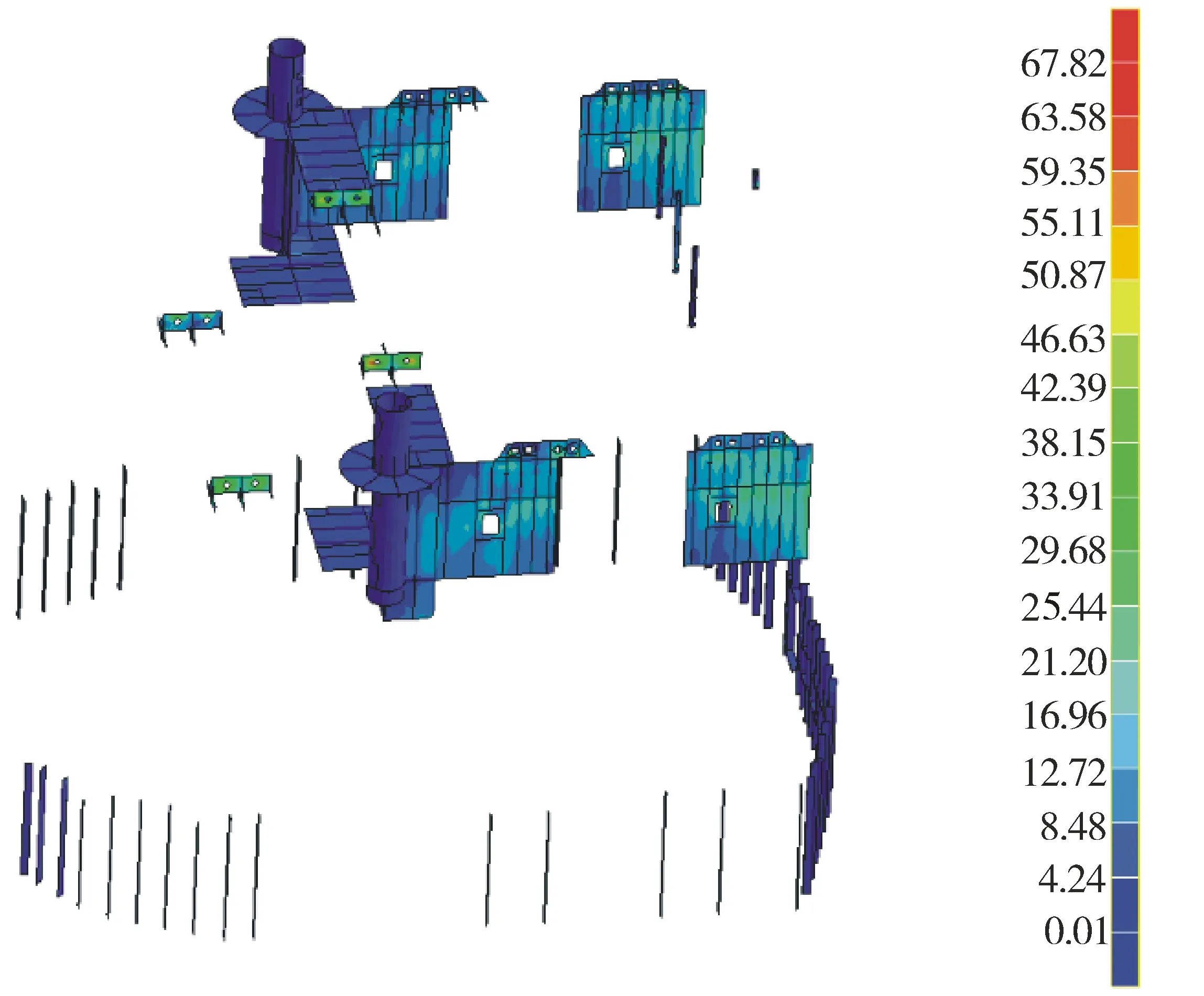
图5 AH36级钢最大应力效果图(单位:MPa)
根据计算结果,吊耳区域纵壁板及甲板板比较薄,需增加板厚和加强结构,使吊点的力能很好地传递到下层甲板,吊耳及加强结构应按板厚分中原则对齐,并确保焊接质量。
2.3 总段加强设置
由于总段最下层分段带左右舷2块小平台,为保证小平台跟随总段主体一起吊装,在每个平台上设计2个D-10吊耳,且在上方分段的翼桥舷墙上表面设计2个T-10吊耳。上下吊耳之间用钢丝绳连接,钢丝绳用花篮螺丝与夹头收紧。驾驶甲板两侧吊排用20#槽钢与围壁连接加强,见图6圆圈处。
图6 上建A甲板两侧平台加强布置
3 实际应用与施工
82 000 t散货船上建烟囱原建造方案采用分体建造方式,上建与烟囱之间没有关联,分段搭载逐层吊装、装焊、火工。目前,该船上建烟囱采用整体建造方式。由于上建和烟囱成为一个整体,单船作业计划就要通局考虑,合理科学编排。具体思路如下:调整分段制作、吊装等作业计划,并通知相应管、电、舾、涂等其他专业同步做好相关修改工作;重新梳理提前进舱设备,与生产准备部门协调调整进舱设备纳期,确保该项工程的顺利开展。
3.1 上建烟囱分段搭载的过程控制
分段总组搭载采用单层合龙后进行上一层分段吊装模式,即A甲板→B甲板→C甲板→驾驶甲板→罗经甲板。分段吊装一般采用一次定位,打磨、清洁施焊区域后采用密集点焊进行定位焊,焊前对无结构连接的板架对接焊缝区域进行加强,确保焊缝间隙和对接质量;钢围壁与甲板的角接缝拼接处应平顺无突变,间隙≤l mm,直线度偏差≤1 mm,局部≤2 mm,不允许强行拉弯。分段焊后视变形情况进行矫正,对接边缘变形≤3 mm;出现对接状态不良时,应检查原因,修正好后进行定位,严禁强行进行变形状态下对接。
总组阶段各种舾装件(基座、支架、门窗等)安装前,应检查安装位置的变形是否超差。焊接量较大的舾装件焊前应进行加强,不可在自由状态下焊接。舾装件安装应在板材与型材装焊后进行,安装处板材要平整,不可安装在波浪变形的板上,安装间隙≤1 mm。
3.2 上建烟囱变形矫正的过程控制
(1)上层建筑矫正工作必须在一个整层分段或总段内零部件的装配和焊接工作结束后进行。
(2)矫正顺序:原则上先上层后下层,先甲板后围壁,先室内后室外,先扶材后板材,先轻后重,先疏后密。
(3)火工矫正原则上利用线状加热。进行水冷却时,水柱与加热点保持100 mm间距;效果未达到要求情况下,可采取“点状”矫正法以达到平整度要求。烘的点子直径不得大于30 mm。
(4)对于局部应力太集中的部位采取开刀释放应力或挖补板材处理后再水火矫正;板缝严重不平整的部位,需将板缝开刀放劲,重新装配平整后施焊,焊后干烘消除应力。
(5)矫正时可利用平榔头锤击,提高矫正效果,但榔头锤击时应注意严格控制温度在500~600 ℃,以微红为宜。火工矫正时,应注意温度和火嘴移动速度,避免烧枯等现象;目测油漆不起泡、钢板不发黑,以灰色为好。
(6)上层建筑转角处板壁、扶材变形处矫正尽量采取适当的外力辅助;也可在船东同意下,在板壁构件面加规范的加强筋板作为永久加强结构,该加强结构可采用间断焊。然后再对帮材施焊部位进行干烘以达到控制变形的目的。
(7)甲板凹凸不平应加外力将凹陷部位顶住后在反面干烘点状(微红)。甲板矫正时一定要注意分段层高变化。
3.3 上建整吊吊耳区域相关改进
为确保吊装结构强度,原整吊前吊耳区域的钢质窗待整吊水下后再实施开孔安装工作。C甲板两侧共计有6扇钢质窗需整吊后安装,涉及6个房间的完整性,外板油漆也面临二次破损,需重复搭架并打磨涂装,分布广,影响大,不利于上建完整性的实施。为此,对该区域强度进行再计算,制定修改方案,采取必要加强措施来实现整吊前安装,避免码头阶段二次返工。
4 实施成果评价
本文研究的82 000 t散货船作为第一艘实施上建烟囱合并建造的试点,上建烟囱总段从第一个分段吊装,到完工整吊,各项指标均满足设计要求。
与原上建和烟囱分体建造方案相比,整体建造方案减少了上建与烟囱在码头结构合龙、涂装、管舾电和内装等施工周期约20 d,消除了前后总段对接合龙时精度控制难题并且节省了脚手架搭设约300 m2,避免了相关施工带来的安全风险。上建烟囱内部各系统及内装完整性进一步提高,为全面实现该船型进一步压缩周期打下坚实的基础。
为实现上建烟囱总段作为完整的中间产品设计并建造,根据82 000 t散货船上建特点,编制了“壳舾涂”一体化作业标准。该标准按结构工程、居装工程、烟囱工程等安排了共72项作业计划。明确了作业周期及交付整吊前要完成的作业项目。系列82 000 t散货船按此新方案已经完成了8艘船的上建烟囱整体建造。最新完成的82 000 t散货船上建烟囱,按82 000 t散货船上建烟囱“壳舾涂”一体化作业标准统计,完成率达到97%。
5 结语
近年来,中国造船技术水平和管理模式均有了显著提升,中间产品“壳舾涂”一体化建造是现代造船模式发展的必然要求,也是一项综合复杂的船舶建造管理模式。上层建筑整体模块化建造,作为造船中间产品的重要组成部分,对造船效率提升有着深远的意义。
实践证明,船舶上层建筑的建造在结合船厂自身建造生产资源的同时,借鉴其他单位优秀船舶设计思路和建造工法,持续总结和改善实践过程中的不足,最终形成一套符合船厂实情的上建整体设计并建造模式,也形成了船厂不同船型应用同一建造标准,极大促进了船舶建造效率提升,为船企高质量发展提供了坚实的造船技术保障。
