造船厂定盘阶段涂装最大化推荐标准
2022-10-31李甲兵
李甲兵
(扬州中远海运重工有限公司,江苏扬州 225211)
0 引言
定盘作为船舶总段搭载前的重要工序,是船舶模块化建造的“中转站”。船舶定盘涂装示意图见如图1,定盘涂装的完整性程度对船舶的船坞周期与码头周期产生直接影响,对船舶建造过程非常重要。定盘涂装主要基于精益化思想,全过程、全方位地对涂装作业进行优化。作为精益涂装的重要组成部分,定盘涂装不仅要满足船体制造和舾装作业的要求,还要保证涂装作业环境、缩短工期、提高工时利用率、降低成本。本文以纽卡斯尔型散货船为例,对符合现代化造船的定盘阶段涂装最大化推荐标准进行介绍,并分析实施过程中的难点和应对措施,以实现定盘阶段的总段涂装最大化。

图1 船舶定盘涂装示意图
1 总段与定盘
1.1 总段类别
船舶总段主要划分为主船体与上层建筑,主船体划分为货舱区域、艏部和艉部,上层建筑划分为烟囱与居住区。以纽卡斯尔型散货船为例,根据总段划分原则,将定盘总段划分为底边舱总段、顶边舱总段、艏尖舱总段、艏空舱总段、烟囱总段、居住区总段、舱壁总段、机舱总段等8大类,见图2。
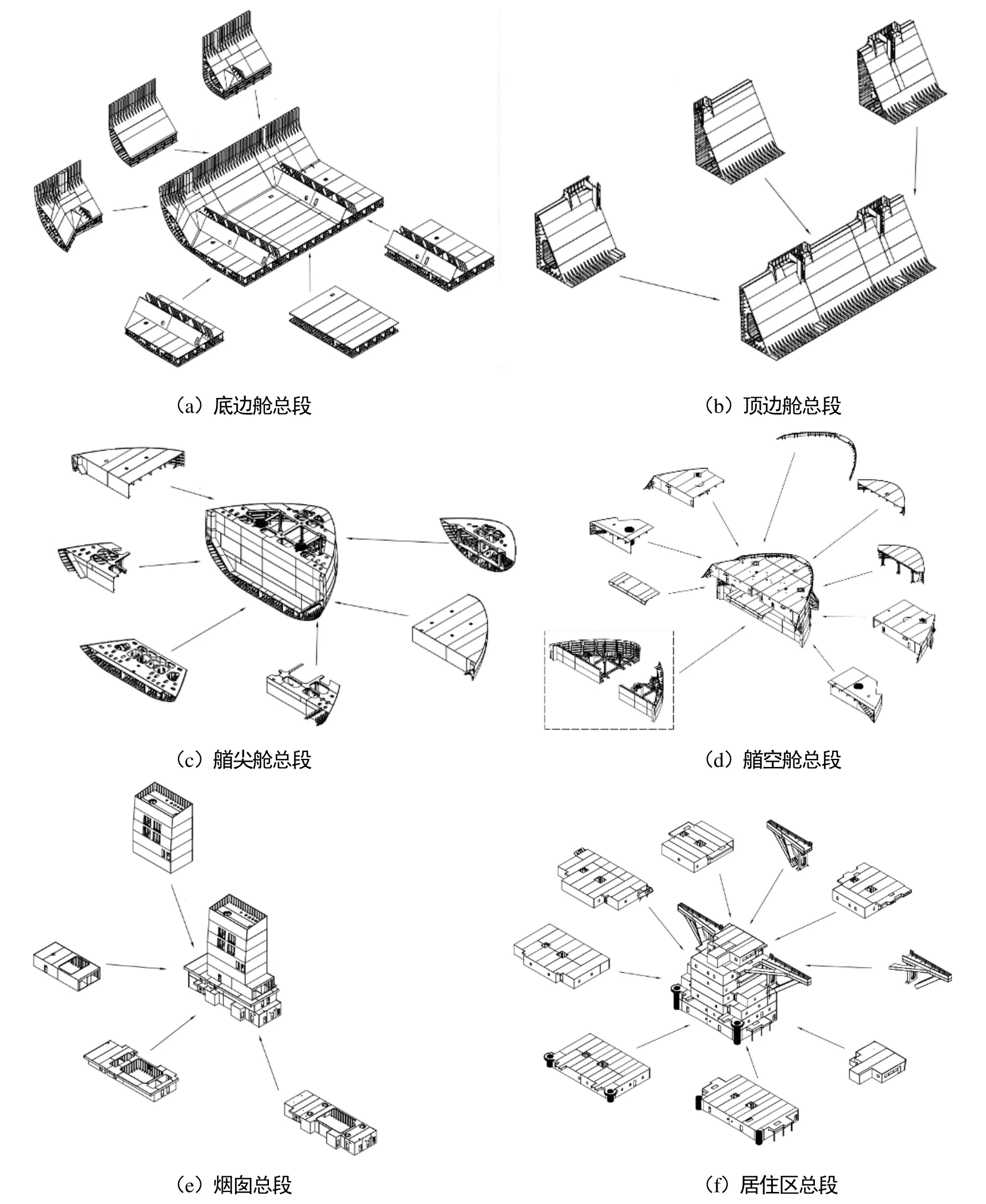
图2 纽卡斯尔型散货船定盘总段划分
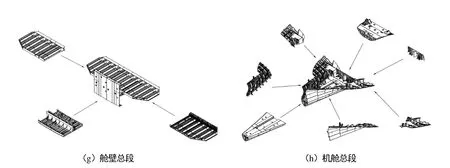
续图2 纽卡斯尔型散货船定盘总段划分
1.2 定盘布置
船厂可根据总段种类与坞区定盘的大小来进行定盘布置。纽卡斯尔型散货船定盘布置图见图3,其中烟囱与居住区总段、机舱总段、舱壁总段为固定区域,顶边舱与底边舱总段可循环使用,定盘区一般可配置4~5台25m 高的高空作业车作为辅助设备。有条件的船厂可在居住区与烟囱区域单独配置2台28 m、2台32 m高的高空作业车作为装、焊、校、涂作业的定置设备,以实现上层建筑外围壁的去脚手化。
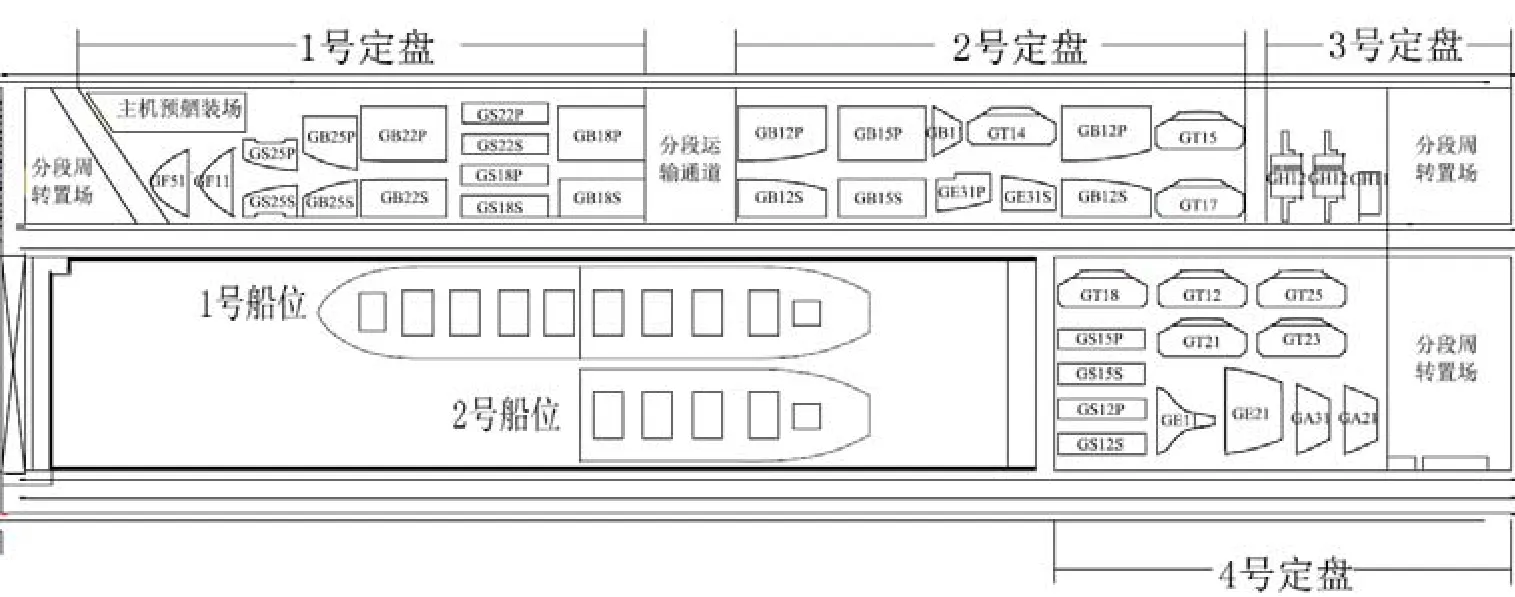
图3 纽卡斯尔型散货船定盘布置图
2 定盘阶段涂装最大化
2.1 底边舱总段
底边舱总段主要由 2~3组底边舱分段与双层底组成,其中双层底的各个分段方正平直,建造周期短,易于实现流水化分段制造,往往先于其他分段交涂,也先于其他分段进入定盘场地进行总组。此外,底边舱总段平直的特点也决定了此类总段最易实现自动化或半自动化总组焊接。船厂可采用药芯焊丝电弧焊(Fluxed Cored Arc Welding,FCAW)+埋弧焊(Submerged Arc Welding,SAW)的组合焊进行内底板焊接,亦可采用焊剂柔性衬垫单面焊(Flux Asbestos Backing,FAB)进行自动化焊接。由于外板焊接暂时缺少相应的自动焊焊接方式,一般仍推荐使用FCAW方式进行焊接,采用抽真空的方式进行密性试验。根据国际船级社(International Association of Classification Societies,IACS)相关规定,采用自动焊焊接的对接焊焊缝可免除密性试验。因此,对于总组焊缝,应尽可能推进自动化焊接,这样既可免除密性试验,又可缩短总段交涂周期。
底边舱总段往往在涂装车间内完成喷涂,进入定盘阶段后,均会进行一次翻身作业并在舱内搭建脚手架(见图4)。为最大化减少脚手架二次搭建、拆除对涂层的破坏,推荐在分段阶段对底边舱总段进行跟踪补涂工序(见图5)。一方面可减少底边舱内的脚手架的二次搭拆量,进而减少二次搭拆对涂膜造成的损伤;另一方面可进一步缩短舱室涂装周期。

图4 底边舱脚手架搭建
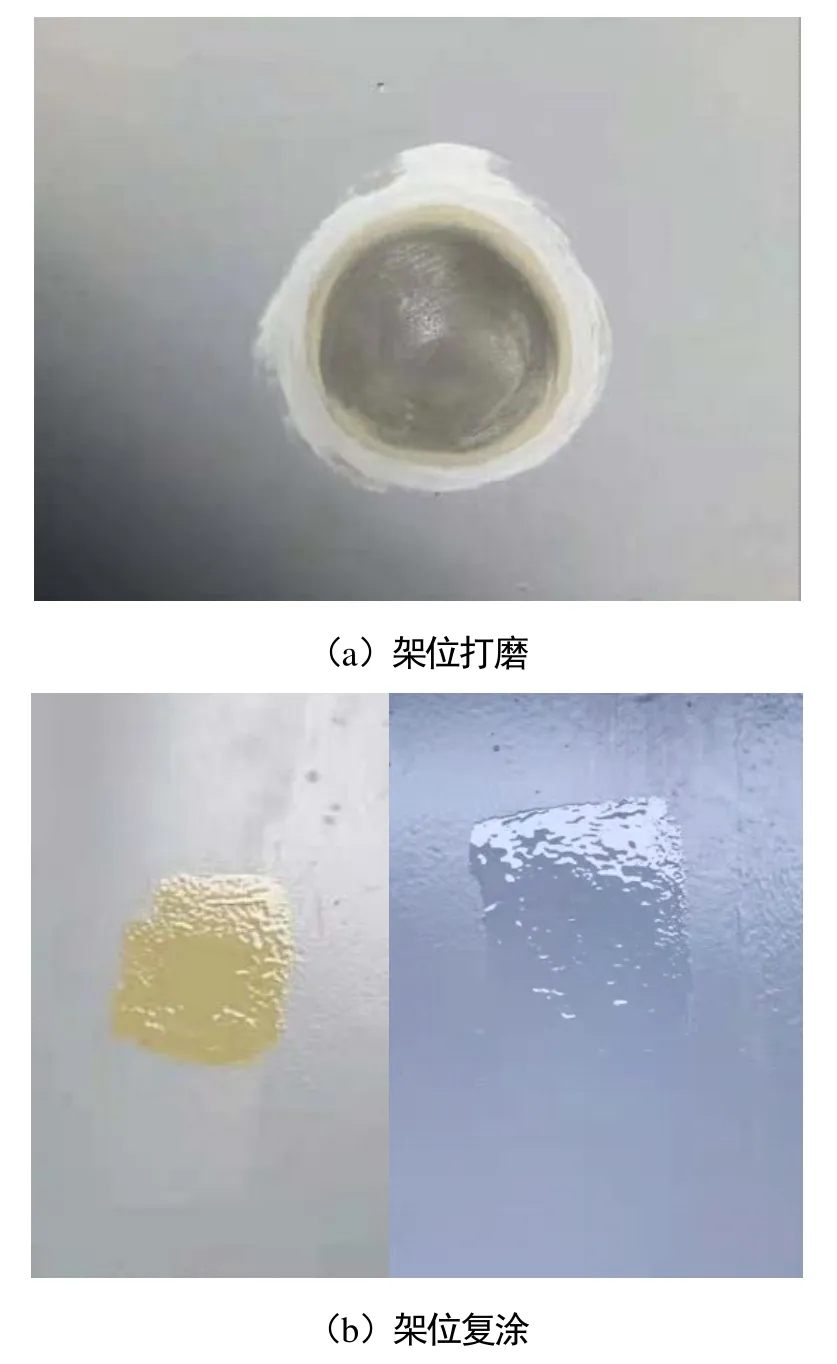
图5 底边舱跟踪补涂
底边舱总段的斜坡板常在搭载阶段因装配焊接等作业遭受较大的破损污染,为减少返工作业,在定盘阶段仅对焊缝车间底漆进行跟踪补涂。底边舱总段焊缝焊接方式、密性要求与方式、定盘涂装程度见表1,底边舱总段定盘阶段涂装最大化效果见图6。
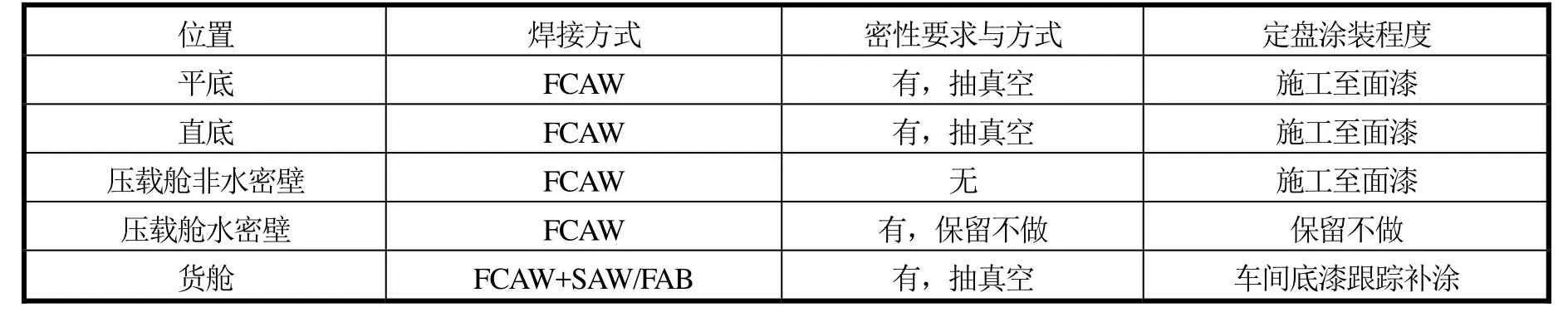
表1 底边舱总段焊缝焊接方式、密性要求与方式、定盘涂装程度

图6 底边舱总段定盘阶段涂装最大化效果
2.2 顶边舱总段
顶边舱总段的甲板与货舱斜板焊缝可采用气电立焊(Electro Gas Welding,EGW)焊接(见图7),不仅可避免抽真空工序,还能避免货舱反顶高空作业车的涂装作业。此外,推荐在车间涂装阶段利用作业平台或高空作业车推进顶边舱分段外板去脚手化,从而进一步减少分段翻身后架位补涂的作业量。顶边舱外板去脚手化对比效果见图8。

图7 顶边舱货舱斜板焊缝EGW焊接
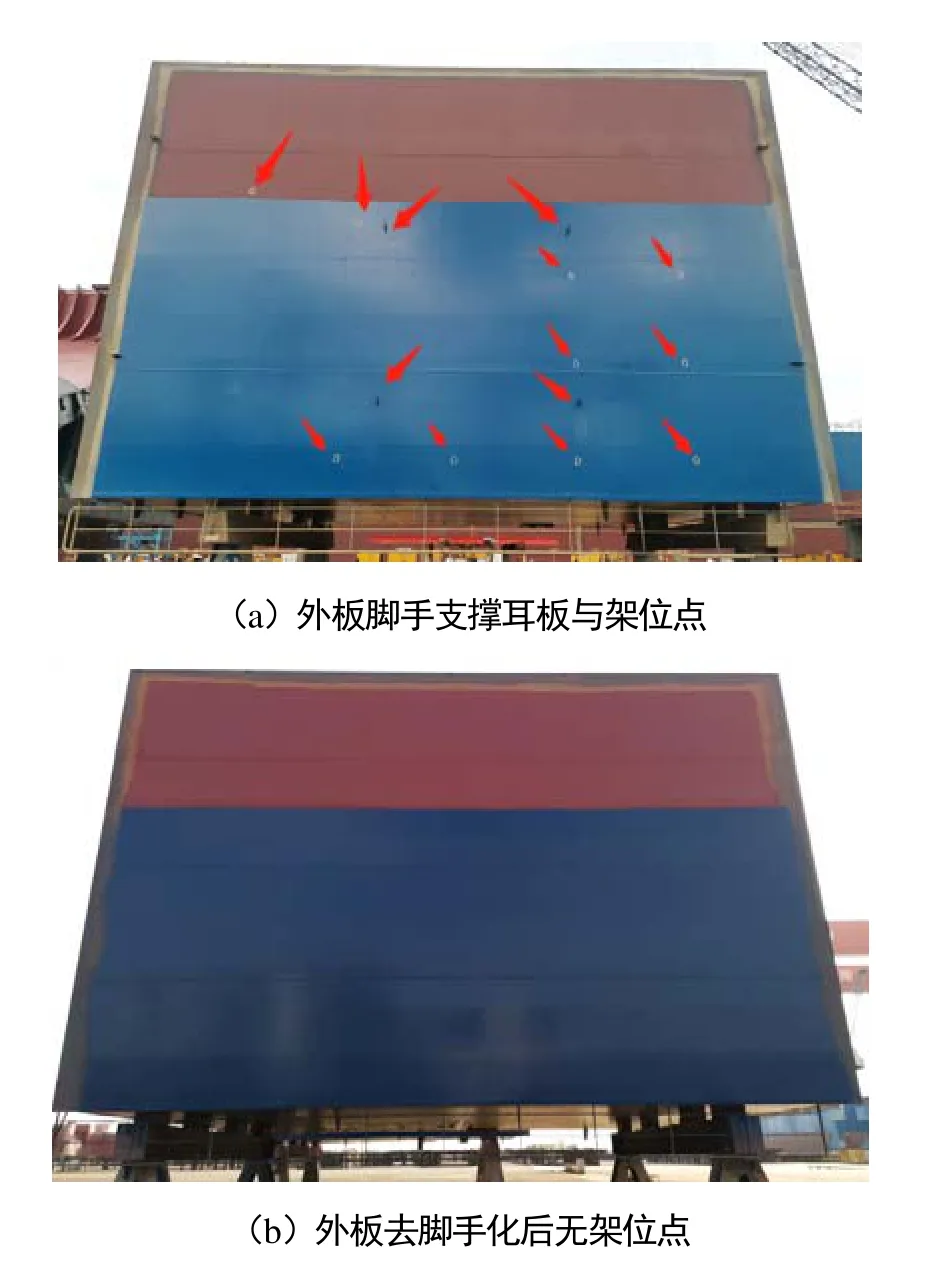
图8 顶边舱外板去脚手化对比效果
顶边舱总段焊缝焊接方式、密性要求与方式、定盘涂装程度见表2,顶边舱总段定盘阶段涂装最大化效果见图9。
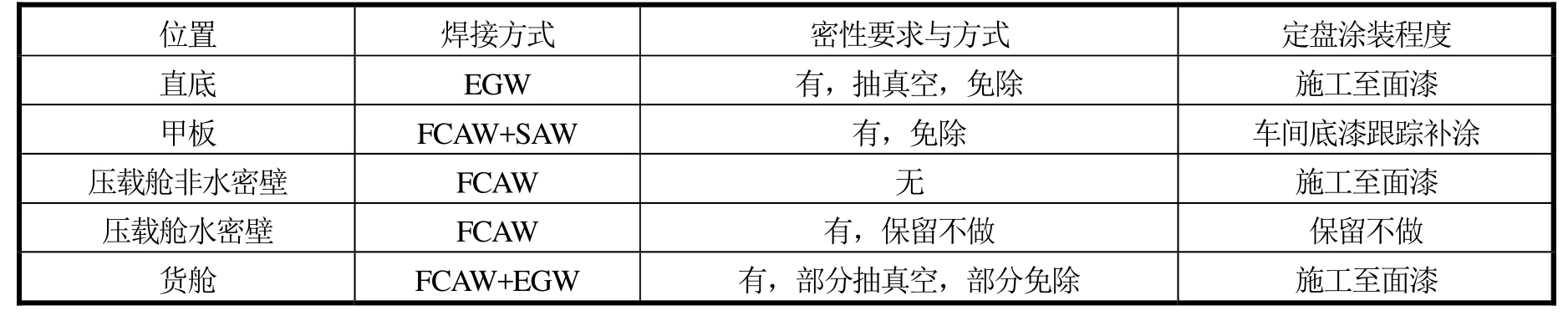
表2 顶边舱总段焊缝焊接方式、密性要求与方式、定盘涂装程度

图9 顶边舱总段定盘阶段涂装最大化效果
2.3 艏尖舱总段
作为艏部独立区域,艏尖舱涉及水尺安装、盘木支撑拆除、货舱压水等多项作业,艏尖舱在定盘阶段的完整性越高越好。艏尖舱总段定盘阶段涂装最大化效果见图10。

图10 艏尖舱总段定盘阶段涂装最大化效果
2.4 艏空舱总段
艏空舱总段定盘阶段涂装最大化效果见图11。艏空舱总段定盘阶段涂装最大化很大程度上取决于锚胎分段制作的及时性。艏空舱总段的艏部舷墙位置涂装物量最大,舷墙一般采用小组立或散件吊装的方式进行总组,通常在涂装车间仅施工一度底漆,在定盘阶段完成装焊后,涂装至面漆。艏空舱总段时常因为分段进入定盘较晚导致涂装施工周期紧张,进而无法实现涂装最大化。因此,需要特别关注分段进入定盘的有序性与及时性。

图11 艏空舱总段定盘阶段涂装最大化效果
2.5 居住区总段与烟囱总段
居住区总段与烟囱总段实现定盘涂装最大化存在一定难度。虽然这两类总段不需要进行密性试验,但大量的火工校正作业占据了较多时间。如图12所示,居住区总段与烟囱总段的涂装方式主要分为2种:1)先车间涂装,再定盘总组;2)先定盘总组,后涂装。
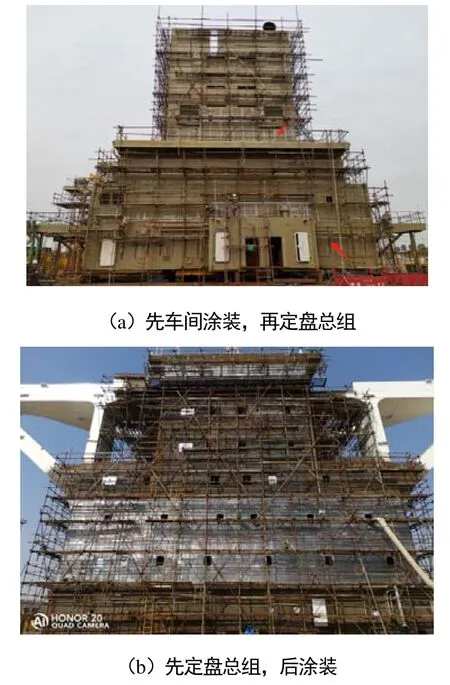
图12 居住区总段与烟囱总段涂装方式
先车间涂装,再定盘总组的涂装方式缺少火工校正工序,故在定盘总组后会有大量的火工校准作业,这会造成涂膜损伤。先定盘总组,后涂装的涂装方式不存在涂膜烧损,故在油漆用量方面较为节省,但在分段翻身后也存在较多的顶部空间作业量。在分段阶段对居住区顶部进行打磨处理,可降低翻身后的登高仰视涂装工作量,降低作业难度与作业风险。此外,整个总段可按照层数进行分区域交涂。
居住区总段与烟囱总段的涂装控制重点在于各工序之间的配合协调,并充分考虑各类不可抗因素的影响。在交涂前完成全部火器作业以降低油漆统喷后的返工量。居住区总段与烟囱总段各工序预定周期及定盘涂装程度见表3,定盘阶段涂装最大化效果见图13。
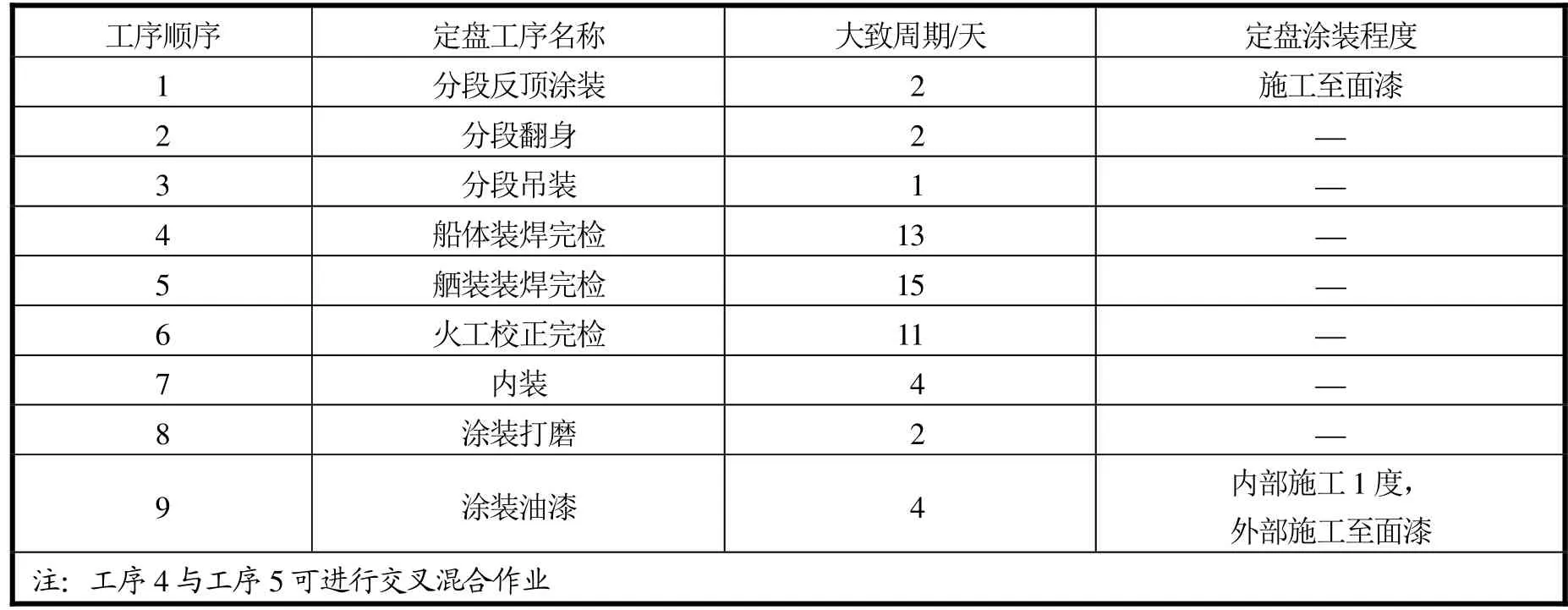
表3 居住区总段与烟囱总段各工序预定周期及定盘涂装程度

图13 居住区总段与烟囱总段定盘阶段涂装最大化效果
2.6 舱壁总段
舱壁总段盘木支撑的设计与布置较为特殊,既要保证分段的水平度,还要确保焊接位置便于喷涂。舱壁总段在定盘阶段可搭设盘木-脚手架组合平台(见图14),亦可制作类似的专用工具。可利用高空作业车对舱壁下的墩木架位进行跟踪补涂,使用组合平台完成总组焊缝的跟踪补涂。舱壁总段定盘阶段涂装最大化效果见图15。

图14 盘木-脚手架组合平台

图15 舱壁总段定盘阶段涂装最大化效果
2.7 机舱总段
机舱总段涉及到船体舱室密性、强度试验、机装、管装、电装等多个专业,搭载周期较长。机舱总段定盘涂装最大化以完成外板焊缝与架位点的涂装为主要目标,在避免搭载后返工作业的同时,减少坞内的高空作业。对于满足强度试验要求的最底层舱室,船厂可根据生产周期自行决定是否进行舱室的涂装作业。
3 结论
本文以纽卡斯尔型散货船为例,对符合现阶段现代化造船的定盘阶段涂装最大化推荐标准进行介绍,并分析实施过程中的难点和应对措施,以实现定盘阶段的总段涂装最大化。定盘阶段涉及多个工序和专业,一旦周期得不到有效控制,涂装最大化就会成为一句空话,这就需要各个专业之间进行配合协调。定盘阶段总段交涂前可在焊接方式、焊接周期、密性方式、去脚手化等方面进行改善,交涂后涂装的最大化程度则以搭载后油漆是否会发生大面积破损或污染为主要参考因素。定盘涂装最大化没有定式,船厂可根据订单周期与硬件条件在适当范围内进行调整。