热电厂主蒸汽母管阀门焊缝裂纹原因分析
2023-10-13孙振西
孙振西
(山东省安泰化工压力容器检验中心有限公司,山东济南 250000)
电厂锅炉产生的蒸汽压力高、温度高,而且蒸汽量巨大,因此存在较大的安全隐患。电站系统平时的运行管理水平和自动控制技术要求都较高,在停车检维修时的机械化程度也比较高,电站锅炉是火力发电厂中最为主要的热力设备。电站锅炉范围内的管道主要包括主给水管道、主蒸汽管道、再热蒸汽管道等,以及第一个阀门以内(不含阀门)的支路管道[1]。电站锅炉一般将产生的蒸汽通过主蒸汽管道直接输送至汽轮机进行发电或送至各用户,而对于母管制运行的电厂锅炉系统,其特点是一根主蒸汽母管为多台电厂锅炉所共用,即将电厂中几台锅炉所产生的蒸汽通过主蒸汽管道先输送至一根主蒸汽母管进行汇合后,再由该蒸汽母管输送至各个汽轮机或送至各用汽点[2-3]。由于多台电站锅炉共用一条母管,为保证锅炉系统在运行过程中的安全可靠,一般会将每台锅炉并入母管前的主蒸汽管道利用分段阀门与母管进行分段隔离,分段阀门是两个串联的切断阀,这样后期检维修阀门时较为方便,同时也能防止由于阀门内漏造成单台电站锅炉的检验。电站锅炉正常运转时,切断阀处于开启状态,产生的高温高压蒸汽通过母管送至用户。当某台锅炉发生危险事故或需要分段进行检维修时,可将两个切断阀关闭,使事故发生段或检维修段处于停止状态,这样既保证了需要检修段的正常进行又可以使相邻的其他锅炉仍然正常运转。母管制电站锅炉安装时管道结构也比较简单,一般母管两端通向汽机,中间接收来自锅炉产生的蒸汽,经济效益高。然而对于母管制运行的电站锅炉,母管的定期检验检测或者存在问题需要检维修是比较困难的,需要多台电站锅炉同时全部停机才可以进行相应的作业,因此,存在运行调度不够灵活的缺点,如果母管上的任一阀门发生事故,与该母管相连的设备都要停止运行,同时母管连接的所有电站锅炉和汽轮机的运行压力温度等参数要求相同。
电厂主蒸汽管道母管是连接锅炉系统和汽轮发电机系统的主要设备枢纽,是发电厂的金属安全监督工作中最为关注的重要环节。母管的运行工况同主蒸汽管道几乎一致,因此同主蒸汽管道的选材也一致,一般为12Cr1MoV 或P91等。这种铬钼合金钢虽然具有耐高温氧化、耐球化等优点,然而管道的安装工艺要求也很高,尤其对于焊缝的焊接工艺要求极高,焊后也有较强的冷热裂纹倾向,如果没有得到及时的发现和处理,使裂纹形成并得以扩展,对于人们生命财产安全将会构成很大的危害。近年来,电站锅炉范围内的管道事故频繁发生,而且造成事故后果也非常严重,因此在2018年,国家市场监管总局发布了《市场监管总局办公厅关于开展电站锅炉范围内管道隐患专项排查整治的通知》市监特函〔2018〕515号文,要求对电站锅炉范围内管道隐患进行专项排查整治。本文结合一则某工厂高压蒸汽母管阀门焊缝在停车定期检验时发现裂纹的案例,通过翻阅相关竣工资料及对阀门焊缝进行的现场理化检验,对出现裂纹的原因及处理方法进行了探讨,并提出了预防措施。
受某化工厂委托,对其动力车间主蒸汽母管至3#汽轮机管道进行定期检验,该管线设计压力8.89 MPa,设计温度510 ℃,母管材质为12Cr1MoVG,管道规格为φ273×25 mm,于2010 年6 月投用,截至检验时已运行约8.8 万h,管道中阀门阀体材质为ZG20CrMoV。
1 检验情况
在重点检查该管道中与阀门相连接的对接焊缝的表面缺陷时,发现阀门南侧焊缝西侧存在裂纹,裂纹位置为靠近阀门侧母材与焊缝交界的熔合线上,裂纹端部存在夹杂,如图1所示。
依据市监特函〔2018〕515号《市场监管总局办公厅关于开展电站锅炉范围内管道隐患专项排查整治的通知》之规定,该管道属于主蒸汽母管道,依据TSG G7002—2015 进行全面检验,按TSG G7002—2015中2.4.10(4)规定,重点检查与弯头(弯管)、三通、阀门和异径管相连接的对接焊缝的表面及埋藏缺陷;检测方法主要包括壁厚测定、磁粉检测、超声检测、硬度检测、光谱检测级金相检测;检测仪器包括超声波测厚仪、LKXN 磁粉检测机、HS-600 超声波检测仪、MH600里氏硬度计、S1TITNA 光谱分析仪、PTI-2000金相分析仪。
2 发现问题及现场调查
2.1 发现问题
通过磁粉检测共发现一处焊缝裂纹,焊缝裂纹位置如图2所示,裂纹长度西侧1/2圈,对该焊缝进行了射线检测,结果显示裂纹深度大约为3/4壁厚,且焊缝内存在夹渣,需厂方修理消除。

图2 焊缝裂纹所在管道中的位置
打磨焊缝及焊缝两侧热影响区、母材局部位置,进行硬度检测,测量焊缝硬度最大值为238 HB,而GB 50683—2011《现场设备、工业管道焊接工程施工质量验收规范》标准中要求焊缝硬度小于225 HB。对管道母材及焊缝进行金相分析,如图3所示,管道母材金相组织为铁素体加珠光体,球化等级为2.5级,焊缝金相组织为回火索氏体,均为正常组织。

图3 管道及焊缝金相组织
2.2 现场调查
裂纹检出后,首先检查该管道施工的交工资料,主要包括如下。
2.2.1 材料的合格证及材质核验资料
查阅管道和阀门的出厂质量证明文件,查看其合金元素的成分是否符合标准要求。经对比发现焊缝、管道侧母材、阀门侧母材的合金成分,均符合原设计要求。经现场光谱分析,阀门及管道母材合金成分亦符合相关标准要求,如表1所示。
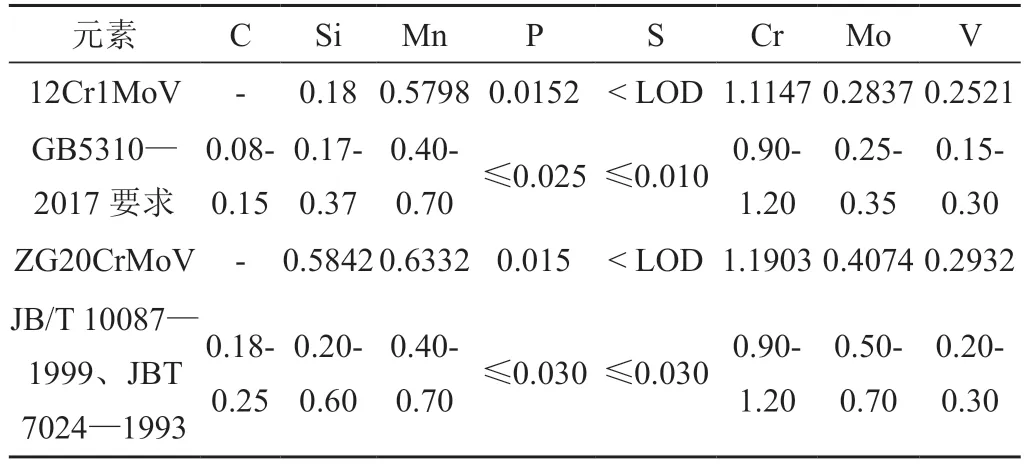
表1 化学成分检测结果(质量分数)
2.2.2 检查施工过程文件
对焊接工艺评定报告、焊接记录、无损检测报告、焊后热处理报告、硬度检测报告等产生裂纹的焊口焊接过程记进行了翻阅,施工过程均符合规范要求,未发现违反相关技术规范或者标准要求之处。
2.2.3 扩大检测比例
在发现此处裂纹后,对该管道未检的其余焊缝进行了100%的MT 检测,检测结果均为合格。
3 原因分析
根据裂缝的形貌特点并结合施工文件,对出现裂纹的原因进行分析,主要有以下几点。
1)检出的裂纹位于靠近阀体侧母材与焊缝交界的熔合线上,具有冷裂纹特征,经查阅资料所用阀门阀体材质为ZG20CrMoV,该材料具有导热系数小、热膨胀系数大的特点,在焊接的热循环作用下,会造成较大的残余应力,而且对焊接后的热处理冷却速度要求也较为苛刻,容易在铸件中造成不均匀的组织和性能;在对ZG20CrMoV 和12Cr1MoV 两种材质进行焊接时,在近缝区容易形成淬硬组织,而且对焊接接头给以较高的温度进行回火热处理时,焊接接头的强度和塑性,以及它的组织稳定性较难控制,因此焊缝较容易形成冷裂纹。
2)通过图1可以看到,阀门侧壁厚与钢管侧壁厚相差较大,焊缝表面与阀门母材之间形成了约90o的夹角从而造成结构不连续,产生了应力集中,使该焊接接头的熔合线处成了最薄弱的环节。
3)焊缝裂纹出现在该焊缝的西侧1/2圈(如图2所示),且通过图1可看到裂纹正西偏下处裂痕较宽,因此推断此处受到斜向上的力较大,是裂纹的起裂处。管道介质为自西向东流向,而且阀门前弯头个数较多,蒸汽介质流到此处时方向改变较为频繁,会对阀门前裂纹焊缝产生斜向上较大的力矩,因此长期运行过程中会产生疲劳微裂纹,在此次管道停车过程中或因降温速度控制不当,微裂纹得以扩展。由于前期厂方打算将焊口刨开重新焊接,后期更改修理方案进行换管时,已将初始断口形貌破坏,因此未割管进行焊缝断口形貌分析。
4)焊缝内有夹杂,使基体金属的均匀连续性遭到破坏,基体金属承载面积减少,容易产生应力集中,形成疲裂纹劳源,运行过程中阀门进口管以管壁周向进行扩展断裂。
4 处理方法
为了保证系统能够快速投运,起初定的方案为将存在裂纹处用氧气乙炔火焰气刨,然后用砂轮机打磨消除。然而在该方案实施过程中发现砂轮机打磨后的缝隙非常小,对于无损检测确认缺陷是否完全消除难度较大。为保证焊缝质量,厂方决定对出现裂纹的焊缝及其南侧短节切除更换。处理方案如下。
1)南侧短节如果继续使用,在第二次焊接时,母材会因二次受热相应的抗拉强度、硬度等力学性能有所下降,因此建议厂方使用新的相同材质和规格的管道,并且安装前我单位对使用的管道进行了壁厚测定和光谱分析,均符合相应的规定。
2)阀门和直管的连接端存在不等厚的弊端,因此对于合金钢材质的管道焊接时要优先焊接这种不等厚焊口,避免使这种焊口成为安装焊口,而导致在组对或焊接时形成应力集中,造成该部位缺陷的产生。施工时,每个焊口组对前均将焊口、管内表面清理干净,每个焊口组对预制时均保证不受外力影响。焊接焊口时,根据程序文件及规范要求严格执行焊前预热和控制层间温度,以防止产生冷裂纹倾向。
3)在氩弧焊打底手工焊盖面焊接工序完成后,进行外观质量检查合格后立即进行焊后热处理。依据GB/T 30583—2014《承压设备焊后热处理规程》和GB/T 20801—2006《压力管道规范 工业管道》之规定,选用履带式陶瓷电加热器对焊缝、热影响区及相邻母材进行缠绕热处理,热处理的加热宽度,从焊缝中心算起,每侧不小于管子壁厚的3倍,且不小于60 mm,保温宽度,从焊缝中心算起,每侧不小于管子壁厚的5倍,以减少温度梯度,升、降温速度按220℃/h 控制,先将温度自由升至300℃后,以220℃/h 的升温速率升至720℃,保温2 h 后进行降温,降温过程中,温度在300℃以下可不再进行控制。温度降至100℃时,可将保温棉、陶瓷电加热器、热电偶拆除。合金钢管道热处理后进行硬度测试,其硬度值不超过母材硬度的布氏硬度加100,且HB 不大于270,
12Cr1MoVG 材质的管道属于低合金钢,焊接容易产生延迟裂纹,依据GB/T 20801—2020《压力管道规范 工业管道》的规定,有延迟裂纹倾向的材料焊接接头应在焊接完成24 h 后进行无损检测。
5 结束语
锅炉范围内管道在运行过程中一直处于高温高压工况,是管控的重点和难点,根据阀门焊缝裂纹形成的可能原因,为防止以后类似问题的出现及管道的安全运行,提出以下建议。
1)合理有计划地安排焊接焊缝的顺序,使类似于阀门的不等厚焊件焊缝在地面优先预制完成,以防止管道的安装焊口选在不等厚焊件的位置。
2)管道进行焊接时避免错口受力造成焊缝裂纹,因此采取有效措施以保证焊口组对时不受外力影响,并且严格控制焊接质量,避免应力集中和结构不连续。
3)为了减少和避免裂纹的产生,低合金钢材料一般要求进行有效的焊前预热和焊后热处理。管道施焊前,应根据焊接工艺评定报告(或已通过技术评审的预焊接工艺规程)编制焊接工艺规程,用于指导焊工施焊和焊后热处理工作,选用符合设计文件和相关标准规定的焊接材料,并对焊材烘干。坡口制备完成后对焊件严格执行预热,焊接时控制好每层焊道间的温度,焊后立即进行热处理。
4)定期检维修时,对于电厂主蒸汽管道及母管,使用单位应严格执行开停车的工艺要求,严禁通过通仪表风等方法快速降温;对锅炉范围内管道采用高温测厚仪定时定点测厚,以确定该管道的年腐蚀速率。另外进行不固定点测厚,及时摸排管道中每处管件的腐蚀情况,以便做好管道的整体腐蚀和局部腐蚀相关资料的收集和整理汇总工作。
5)合理制定管道的吹扫计划,及时清除管道内的杂质,做好管道上的附属装置如管道支吊架、蠕胀测点等的定期维护保养工作。
6)根据定期检验结果及管道运行时间,合理确定定检周期。定检时应制定详细的检验方案,而且需要进行蠕胀、硬度和金相等项目的检测,关注硬度值的变化及金相组织球化状态,做好记录,并定期进行前后两次的数据对比工作,对于球化等级比较严重且硬度值降低比较明显的管道,必要时可进行割段力学性能分析,确保锅炉范围内管道安全长周期运行。