基于STM32的PDC钻头钎焊温度控制系统设计
2023-10-12沈放陈学海杨光友
沈放,陈学海,杨光友
(1.湖北工业大学农机工程设计研究院,湖北武汉 430068;2.湖北省农机装备智能化工程技术研究中心,湖北武汉 430068)
0 前言
自20世纪80年代使用PDC钻头以来,PDC钻头的研究便开始获得迅速的发展。PDC钻头在石油勘探、机械制造等领域得到广泛应用,钎焊温度控制是PDC钻头制造工艺中的关键技术[1-2]。发达国家对于焊接喷漆等工艺的研究取得了较大的进展,这些工艺大部分实现了全自动化水平。如LEE等[3]针对回流弯管焊接难点,开发了一种利用数字控制方法自动控制火焰强度的技术,制作样机并进行相关实验,结果表明该自动控制技术通用性强、焊接质量高,能够实现连续生产。
虽然国内外的钎焊技术有一定差距,但是近些年自动化钎焊技术在国内发展迅速,部分高校和研究单位也开始了投入自动钎焊的研究。2017年,中国计量大学的毛翎[4]基于PIC单片机设计了一种燃气控制系统,可以满足目前的生产要求,但是控制效果还需要提高。2019年,大连理工大学的王磊[5]借鉴手工钎焊工艺流程,基于STM32设计了一种PDC刀片高频感应自动钎焊装置,实验表明该装置满足钎焊工艺要求,但是还不能精准地控制钎焊温度与恒温时间。目前国内诸多的PDC钻头生产厂家制造钻头过程中,复合片和钻头体间的连接大都采用手工火焰钎焊技术,难以保证焊接质量的稳定性[6]。
本文作者研究一种基于STM32和RT-Thread的PDC钻头钎焊温度控制系统。基于PDC钻头钎焊工艺对温度控制策略进行分析,研究控制系统所用的硬件和软件设计,通过样机实验进行验证。
1 钎焊温度控制原理
火焰钎焊是以碳化焰(氧气和乙炔的比值小于1)为热源加热钎料熔化的钎焊技术。PDC钻头焊接过程中常采用高频感应钎焊法和火焰钎焊法相结合,高频感应将钻头预处理到620 ℃,然后由人工使用火焰钎焊[7-9]。火焰钎焊过程中对温度的控制是焊接中保证焊接质量的关键因素,焊缝温度以及升温速率都会对PDC钻头产生较大的影响[10-11]。钎焊温度控制是通过氧气和乙炔的流量大小及其比值实现的,因此在火焰钎焊过程中,需要频繁调节氧气和乙炔的燃气阀门,确保输出合适比例的乙炔和氧气,乙炔和氧气在焊枪中混合燃烧形成碳化焰进而加热母材和钎料。因焊缝温度变化的过程受到火焰的影响,而焊接火焰由乙炔和氧气流量比值决定,为此将乙炔流量和焊缝温度的控制回路串联形成串级控制;将氧气和乙炔的流量控制回路并联,并设定比例系数形成比值控制。钎焊温控系统控制原理如图1所示。
系统外环为温度控制,将焊缝的设定温度与红外温度检测仪测得的焊缝实际温度相比较,得出温度差值后送入温度控制环节进行运算,温度控制环节采用积分分离式PID算法,将该环节的输出值作为流量环的给定值。内环为流量控制,将设定的流量目标值与流量传感器反馈回来的实际流量相比较,计算出流量误差后送入流量控制环节进行增量式PID运算,最后输出相应的模拟量。模拟量越大,比例阀的开度越大,钎焊过程中单位时间产生的温度就越高。此过程中氧气调控环节会基于乙炔流量的实际值和比例系数不断进行追踪,以此保证乙炔与氧气的比值。
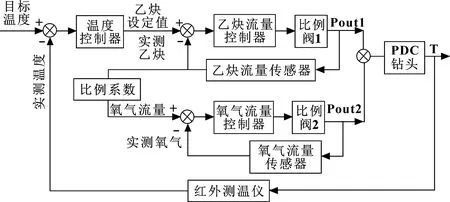
图1 温控系统控制原理
2 硬件系统设计
系统以STM32F103ZET6微处理器为核心,选用高性能红外测温传感器进行PDC钻头焊缝温度测量,温度传感器配合电流转电压模块向单片机输出模拟信号,微处理器自带A/D和D/A转换器,可以实现模拟量的采集和输出。串口上位机进行系统参数设置,显示升温曲线。火焰钎焊温度控制系统结构框图如图2所示。

图2 火焰钎焊温度控制系统结构框图
2.1 微控制器
使用意法半导体公司的STM32F103ZET6微处理器作为控制系统的核心,意法半导体为具有Cortex-M内核的STM32系列微处理器提供了程序开发的标准库,使开发人员避开了繁琐的寄存器操作,降低了软件的开发难度和项目开发周期。该处理器采用ARMCortex-M3的32位RISC处理器,最高工作频率72 MHz,高达512 kB的Flash,支持定时器、USART、A/D、D/A等外设。
2.2 采集模块
钎焊过程中,PDC钻头焊缝的温度需要控制在680~720 ℃。为达到良好的测温效果,采用非接触式测温方式,选用型号为IT8系列的高精度红外测温仪,测量范围在400~1 000 ℃。气体流量的测量选用型号为PFM5系列的数字显示式流量传感器,测量范围为0~100 L/min,显示精度±3%F.S。
2.3 执行单元
选用SMC公司的PVQ30系列流量比例阀为执行单元,其流量控制范围在0~60 L/min,重复精度在3%以下。该流量比例阀的流量开度与输入电流成比例,通过调节电流,可以对比例阀的流量开度进行无级控制。
3 控制系统软件设计
3.1 任务规划
PDC复合片的焊温控制是通过控制氧气和乙炔的流量开度实现的。结合火焰钎焊工艺过程,钎焊温控系统可划分为温度采集处理、氧气和乙炔流量采集处理、乙炔流量控制、氧气流量控制、焊接温度控制和界面显示等6个任务。结合RT-Thread嵌入式实时操作系统进行模块化编程。将以上任务创建为线程,其线程优先级如表1所示。
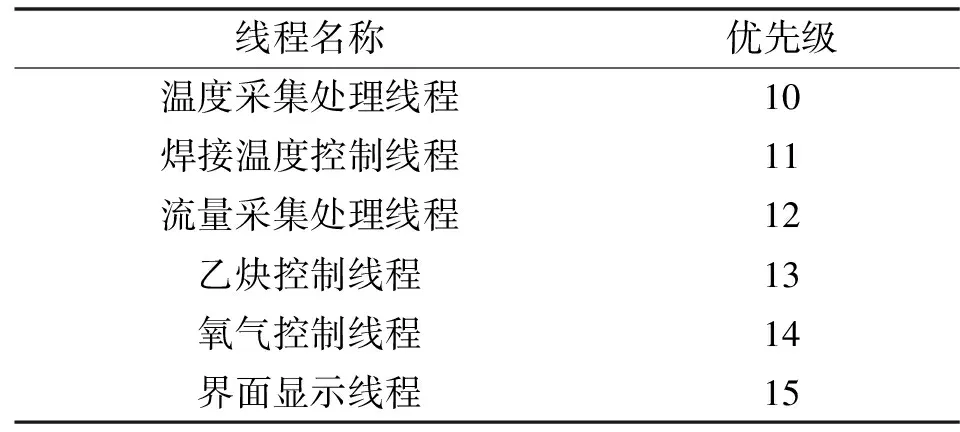
表1 钎焊温控系统线程优先级
系统软件启动后,先进行硬件资源和RT-Thread内核的初始化,然后创建线程以及信号量等内核对象。初始化完毕后,所有线程将在RT-Thread任务调度器下按照优先级进行调度,调度响应时间可达1 ms,整个钎焊温控系统的软件结构如图3所示。

图3 温控系统流程
3.2 温控系统线程说明
在实时操作系统RT-Thread中,线程是它调度的基本单位。在温控系统控制过程中,温度环节的调节周期为500 ms,当温度采集处理线程完成任务后,焊接温度控制线程依据当前温度进行PID运算,将运算结果作为流量环节的目标值。流量环节的调节周期为100 ms,当流量采集处理线程完成任务后,乙炔控制线程和氧气控制线程将依据流量数据进行运算,调整流量输出。为了达到较好的流量比值控制效果,使用二值信号量进行乙炔线程和氧气线程的同步。钎焊温控系统线程任务以及状态转换如图4所示。

图4 温控系统多线程调度
3.3 控制算法
温度控制系统是变参数、有时滞和随机干扰的动态系统。根据图1所示的温控系统控制原理,焊缝温度对象和乙炔流量对象通过串联的方式形成双闭环控制回路的控制系统,其中焊缝温度的闭环控制作为主回路,乙炔和氧气流量的控制形成副回路。
3.3.1 内环流量控制
流量控制采用增量式PID算法,增量式PID不需要做累加,所以不产生积分失控。控制量的确定仅与最近几次偏差采样值有关,计算误差对控制量计算的影响较小,必要时还可通过逻辑限制或禁止此次输出,适用于阀门的控制。其控制核心公式如式(1)所示:
Δu(t)=kp·e(k-1)+ki·e(k)+kd·[e(k)-
2e(k-1)+e(k-2)]
(1)
增量式PID运算结果为控制量增量,只输出比例阀开度的变化部分,误动作影响小,不会严重影响系统的工作,通过加权处理容易得到比较好的控制效果。公式(1)中Δu(t)为输出流量的增量,所以对于流量比例阀实际的输出为公式(2):
u(t)=kp·e(k-1)+ki·e(k)+kd·[e(k)-
2e(k-1)+e(k-2)]+u(k-1)
(2)
3.3.2 外环温度控制
焊缝温度控制采用位置式PID算法,为了减少超调量,改善系统的动态特性,钎焊温度控制器中引入了积分分离思想,即在系统偏差大时,取消积分的作用;当偏差减小到某一值时,再使积分起作用。积分分离表达式如下:
e(n)<εδindex=1
(3)
e(n)>εδindex=0
(4)
u(t)=kp·εerror(k)+δindex·ki·εerror,sum+
kd·[εerror(k)-εerror(k-1)]
(5)
式中:e(n)为目标温度与实际温度的偏差绝对值;ε为误差阈值;δindex为积分系数比例值;u(t)表示PID控制器的输出,将温度环的输出作为流量环的目标值。根据PDC钎焊温度控制系统PID参数的实际调试情况,当误差阈值ε=30 ℃时系统控制效果最佳。
4 试验与结果分析
4.1 现场试验
为了验证钎焊温度控制系统的可行性,搭建温控系统试验平台,试验条件如表2所示,钎焊试验工作过程如图5所示。
具体试验步骤如下:
(1)试验前先将PDC钻头放进高频加热炉中加热到620 ℃,然后将它放置在固定的工作台上。
(2)开启焊枪进行钎焊,焊接全程由研制的温控系统进行温度控制。
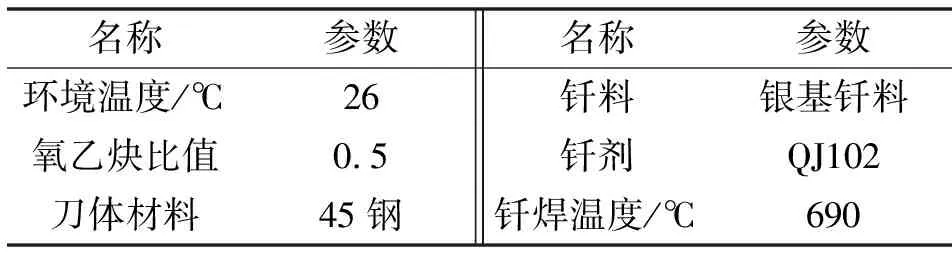
表2 钎焊试验条件

图5 工作过程
4.2 试验分析
试验以690 ℃为基准,设定积分分离阈值为30 ℃,为了便于试验效果的分析,通过串口上位机将焊缝温度的变化实时显示出来,得到温度变化曲线以及流量实时开度曲线分别如图6和图7所示。

图6 温度调控曲线 图7 流量调控曲线
由图6可知,系统温度由620 ℃上升到690 ℃时响应时间为2.6 s左右,系统超调量约为2.34 ℃,超调率在0.339%以内,控制精度可达99.66%。由此可知,此钎焊温控系统具有良好的控制精度,满足PDC钻头火焰钎焊的工艺要求。
5 结语
(1)设计了一套基于双闭环PID结构的温控系统,实现了钎焊的温度自动控制。
(2)结合RT-Thread实时操作系统,实现了温度、乙炔和氧气流量实时采集及精准控制。
(3)后续将进一步深入研究自动钎焊技术,引入智能控制技术,实现钎焊过程的全程自动化控制。
