6kV级矿用磨机定子线圈制造工艺研究*
2023-10-07宋桂霞王健张敬龙宋大成
宋桂霞,王健,张敬龙,宋大成
(1湘潭电机股份有限公司,湖南湘潭 411101;2湖南电气职业技术学院,湖南湘潭 411101)
0 引言
经济社会的持续发展,往往伴随着对自然资源的不断消耗。就目前我国存储的矿产资源中,易处理、高品质的原矿越来越少。因此,在总的矿产资源开采量中“贫、细、杂”等难处理的矿产占比越来越大[1]。为了符合后工序分选矿物的要求,通常使用球磨机设备,把嵌布粒度细的矿石进行粉碎研磨,达到细粒级甚至超细粒级,进而实现有用矿物和脉石矿物的有效解离。传统卧式球磨机在进行矿石研磨时,工作效率低、电能消耗高、磨矿成本大,无法实现高效研磨,选矿要求的颗粒尺寸。相比较而言,新型立式磨机,因具有效率高、低能耗等优点,已在矿物加工、煤炭、化工、医药、食品等行业中得到了广泛应用[2、3]。
用于矿物研磨的立式磨机,多为分瓣式定子结构,其定子铁心是由若干扇形定子铁心单元进行拼接组装而成,其定子绕组采用跑道形线圈结构,具有铜耗低,效率高的优点。但类线圈由于匝数较多,匝间压差大,通常在低压磨机应[4、5]。
本文依托某冶金公司磨机增效改型项目,要求以现有场地安装条件,保持电机主体结构不变,有效提升功率,电压升至6kV。高电压带必将给线圈绝缘技术带来更严苛的考验,这必将会给跑道形线圈的绝缘结构设计和制造工艺带来许多难题,因此,需对绝缘结构进行研究优化,并在制造过程中持续改进,最终设计生产出利于生产、质量可靠的绝缘结构。
1 跑道形线圈介绍
跑道形线圈是由单股或多股电磁线绕制而成的多匝定子线圈,其结构如图1所示。跑道形线圈相对圈式线圈来讲,线圈的端部长度可以做到很短,能够明显减小线圈中非有效边部分的所占比例。采用此类结构的电机,具有定子铜耗低,电机效率高的优点。

图1 跑道形线圈
但由于此类线圈的多匝多层结构,往往会造成层间和匝间的压差高。与普通高压电机所采用的圈式线圈相比较,跑道形线圈匝间压差是同电压等级圈式线圈的几倍到十几倍,因此,此类线圈发生匝间击穿故障的风险也会更大。同时,引出线部位的绝缘处也是多发故障点,由于在电机运行过程中,线圈内部匝间电压分布并不均匀,首末匝位置匝间电压远远高于普通匝,因此,在线圈的生产制造中,对引出线根部绝缘处理要额外引起注意。
2 定子线圈的绝缘结构及工艺过程
2.1 匝间绝缘
针对跑道形线圈的特点,为了提升匝间绝缘的可靠性,磨机定子线圈所采用型号为SBEMBS-40/155的电磁线,其匝间绝缘为双玻璃丝双面聚酰亚胺薄膜结构,相较于常规高压电机采用的双玻璃丝单面聚酰亚胺薄膜结构,其匝间绝缘得到进一步的加强。
2.2 对地绝缘
2.2.1 引出线绝缘
通过以往经验,线圈击穿故障多发于引出线的根部,为了有效的保证线圈质量提高绝缘水平,在引出线出铁芯一定的位置,开始修包引出线的绝缘,采用半叠包少胶粉云母带4次,在与引出线相邻的两匝电磁线用的复合绝缘薄膜材料,将引出线与线圈主体分开,再半叠包少胶粉云母带。
2.2.2 对地主绝缘
跑道形线圈匝数多、直线边截面大、跨距窄,对地主绝缘的包扎无法采用包带机包扎,只能采用效率较低的手工包扎方式。定子线圈的对地主绝缘采用半叠包少胶粉云母带4~5次,包扎次数的选择以保证内腔及外宽尺寸为准。
2.3 工艺过程
该定子线圈将电磁线在专用绕线模具(绕线模如图2所示)上进行绕制成型,由于跑道形线圈结构特殊性,线圈的制造过程不需要进行涨型处理,绕线成型后利用夹具将线圈在绕线模具上压紧并加热,完成匝间胶化工序,拆除模具后包扎对地绝缘,然后将线圈嵌入铁,并将分瓣定子进行VPI处理,烘焙固化并冷却后进行试验,验证其电气绝缘性能。

图2 绕线模
2.3.1 绕线
利用专用绕线模进行绕线成型。绕线模模芯及两侧压板均需垫放聚四氟乙烯做脱模使用。绕制过程中不断用锤子隔着尼龙打板敲打,使电磁线紧紧贴住绕线模模芯,又不会损伤匝间绝缘。在绕线过程中每隔3~4匝涂刷绝缘胶一次,每次涂刷要求胶渗透至线圈内匝。引出线起线位置半叠包3次的绝缘薄膜,且在固定引出线处的引出线上包扎无碱带,以保护和增强引出线绝缘,引出线包扎薄膜长度包出端部至少150mm。
该产品线规为2mm×5mm,绕线方式为单根电磁线绕制,并在线圈的非出线端进行换位,共96匝。线圈的匝数多,对后工序的压型和线圈绝缘前尺寸控制提出了更高的要求。在绕线过程中,线圈的换位处,绕线模上引出线的卡口位置都极容易损伤匝间绝缘。因此,在这些容易损伤匝间绝缘的位置,还需进行绝缘加强,绕线模引出线卡口处的引出线上半叠包三次绝缘薄膜。在换位处用复合材料绝缘薄膜进行卷包,保证换位处每个“S”都卷包一次。
2.3.2 紧压板
线圈绕制后,无需拆下进行包保护带和涨型处理,绕线结束后进行紧固高度压板,然后在线圈两侧铺放聚四氟乙烯,再上侧压板,并用C字夹夹紧。侧压板上的C字夹,先从中间开始拧紧螺栓,然后开始往两端不断延伸,保证每个线圈紧固用力均匀,线圈无挤压变形。
2.3.3 匝间胶化
模具压板安装到位后,将线圈带绕线模一起从绕线机上卸下,放入烘箱进行加热,烘箱温度设置在170±10℃,烘焙时间为2h,在此过程中,绝缘胶受热固化,将松散的电磁线粘结成整体。
2.3.4 拆解模具
待绕线模冷却至室温后进行拆模。模具冷却时,为了提高生产进度,允许用鼓风机吹冷,经过实际验证,定为室温在25℃以下时,吹5.5h,室温在25℃以上时,吹7.5h。拆模过程中需轻拿轻放,防止模具碰伤绝缘。需检查拆下的线圈外观,如有绝缘损伤可用绝缘薄膜进行修包。
2.3.5 包引出线绝缘
在引出线出铁心5mm以上的位置,开始修包引出线的绝缘,采用半叠包少胶粉云母带4次,修包至去引出线绝缘处。将靠近引出线的两匝电磁线用复合绝缘薄膜材料,将引出线与线圈本体隔开,然后再半叠包云母带,包扎复合绝缘薄膜材料的长度至少要伸入铁心100mm以上,如图3所示。这样可以有效的保证线圈首末匝绝缘的靠性。

图3 加强引出线绝缘
2.3.6 对地绝缘包扎
首先,外侧引出线沿端部出线,并将外侧引出线的出线位置在包完绝缘后用无碱带固定,保证每个线圈的出线位置一致性。其次,引出线与本线的主绝缘搭接长度固定,内侧引出线保证搭接30mm,外侧引出线搭接50mm,第一层主绝缘从过直线5mm开始包扎,要保证半叠包的层数及搭接。最后,主绝缘按相应绝缘规范半叠包4~5次云母带。
2.3.7 防晕处理
定子线圈采用一级防晕结构,即用低阻带进行绕包,对线圈直线部分进行短接处理,包扎长度短为460~465mm,即线圈出铁芯两端各5mm长,要求低阻带包扎搭接收尾无尖角现象,如图4所示。

图4 防晕处理后
2.3.9 嵌线
线圈嵌线时,在线圈挂至铁心内圆后,在两线圈间增加斜楔,如图5所示。
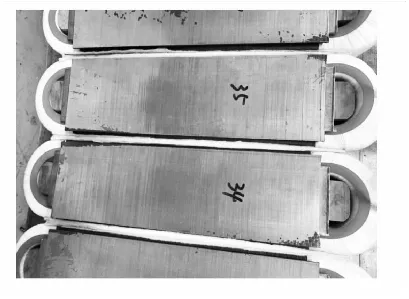
图5 完成嵌线的绕组
2.3.10 浸漆
浸漆时,定子绕组浸渍无溶剂绝缘浸渍树脂,真空压力浸渍一次,普浸一次。待定子烘焙固化后,定子单元端部整体喷涂表面绝缘漆一次。
3 试验
3.1 匝间冲击试验
根据GB/T 22715—2016《旋转交流电机定子成型线圈耐冲击电压水平》[6]中的试验方法,采用直接冲击电压试验,即直接施加由电容器放电产生的衰减振荡于线圈首尾引出线间。电机额定电压为6kV,线圈嵌线前冲击电压峰值选择19kV,嵌线线后冲击电压峰值选择14 kV,冲击次数应不少于5次,经试验,所有线圈匝间试验波形基本一致即为通过。
3.2 对地耐压试验
根据GB/T 22715—2016中的相关试验内容,利用工频50 Hz的电压对线圈进行对地耐压试验,将试验电压施加在线圈试样引线和测试电极(或铁心)之间,规定时间内没有发生闪络或击穿现象,即为通过。具体试验情况见表1。

表1 线圈的对地耐压试验
4 结语
本文根据跑道形线圈的结构特点,对故障多发点进行了必要的绝缘加强处理,经试验检测,引出线及其根部绝缘加强后,不仅可以减少制造过程中的损伤,还可以有效提升整体绝缘性能,所有线圈全部试验通过合格,试验证明6kV分瓣式定子跑道线圈的制造及绝缘的可靠性,目前该绝缘结构及制造工艺已在磨机增效改型项目中得到实际应用。
