一种FFS 重包装膜及其制备方法
2023-09-26王仁龙整理
王仁龙 整理
一、概述
FFS 重包装膜是以全新PE(LDPE、LLDPE、mLLDPE、HDPE)为原料,采用单层挤出或多层共挤出吹膜工艺生产的,是一种实现连续性一次自动“成型、充填-封口(Form-Fill-Seal),简称FFS 吹塑袋薄膜或FFS 重包装膜。FFS 重包装膜易于回收处理、且包装效率高,能够满足大规模生产包装线的高速装填、大型储运和自动码垛,具有广阔的应用前景。
为了满足新型重包装膜多项质量指标,现有技术通常采用茂金属线性低密度聚乙烯m-LLDPE、线性低密度聚乙烯LLDPE、高密度聚乙烯HDPE 等多种原料共混进行薄膜的吹塑,其中强度较高的LLDPE、m-LLDPE 和刚性较大的HDPE 对生产设备及工艺条件要求较高,难以广泛工业化,常用的解决方法是加入低密度聚乙烯LDPE 改善整体原料的加工能力,然而LDPE的加入大大降低了重包装膜强度,特别是拉伸屈服应力降低较多。此外重包装膜的减薄是未来发展的必然趋势,而加入的原料组分越多膜的均匀性和质量越差,因此对内、外层的原料性能要求更高。
因此现有技术和产品中,FFS 重包装膜存在力学强度、热封性能、摩擦系数不稳定和破包率较高的缺点诸多缺陷。针对现有技术的不足,本文介绍了一种综合性能优良的可减薄的FFS 重包装膜及其制备方法,该FFS 重包装膜力学强度高、热封性能优异、摩擦系数稳定,能应用于大型合成树脂产品的自动包装线。
二、技术方案
本技术中的FFS 重包装膜,由外向内,依次由外层、中层和内层组成,外层、中层和内层的厚度比为(1~2):(1~2):1。
外层包括以下重量份的组分:茂金属线性低密度聚乙烯20~40 份、无规共聚聚丙烯60~80 份;
中层包括以下重量份的组分:线性低密度聚乙烯40~60 份、茂金属线性低密度聚乙烯20~40份、无规共聚聚丙烯20~40 份;
内层包括以下重量份的组分:茂金属线性低密度聚乙烯20~40 份、无规共聚聚丙烯60~80 份。
所述茂金属线性低密度聚乙烯的熔体质量流动速率(190℃、2.16kg)为 1.0g/10min~2.0g/10min,密度为0.910~0.935g/cm3。该熔体质量流动速率和密度茂金属线性低密度聚乙烯,具有分子量分布窄,所得重包装膜具有力学性能好,韧性好,热封性能好的优点。
所述的无规共聚聚丙烯熔体质量流动速率(230℃、2.16kg)为0.5g/10min~4.5g/10min,乙烯摩尔百分含量为 3.5%~7%,重均分子量为30~50,分子量分布宽度指数在4.0~5.5。此无规共聚聚丙烯易加工,良好的刚韧平衡性能,吹泡稳定性高,是一种挤出吹塑薄膜专用树脂,可与聚乙烯共挤,提高薄膜的冲击和剪切性能及摩擦系数。作为重包装薄膜内、外层的主要材料,还特别具有良好的热封性能和印刷性能。
所述的无规共聚聚丙烯熔体质量流动速率(230℃、2.16kg)为0.8g/10min~2.2g/10min,乙烯摩尔百分含量为4%~6%,重均分子量为35~45,分子量分布宽度指数在4.2~5.3。
所述线性低密度聚乙烯的熔体质量流动速率(190℃、2.16kg)为0.3g/10min~3.0g/10min,密度为 0.910~0.930 g/cm3。线性低密度聚乙烯作为薄膜中层的主要材料,该熔体质量流动速率和密度的线性低密度聚乙烯加工性能好,所得重包装膜机械性能优良。
所述线性低密度聚乙烯的熔体质量流动速率(190℃、2.16kg)为1.1g/10min~2.2g/10min,密度为 0.918~0.921g/cm3。
外层还包括0.2~1.0 份的抗静电剂;抗静电剂为环氧乙烷胺类加成物抗静电剂、季胺盐类抗静电剂、烷基磷酸盐类抗静电剂或聚乙二醇的衍生物。
所述的中层还包括0.5~4 份的色母粒;色母粒为二氧化钛与聚乙烯的混合物。
所述的内层还包括0.2~1.0 份的开口剂;开口剂为合成二氧化硅类开口剂、硅藻土类开口剂或者滑石类开口剂。
该FFS 重包装膜的制备方法包括以下步骤:
1)制备各层薄膜原料:按重量份分别称量混合内层组分、中层组分、外层组分,然后分别送入单螺杆挤出机混炼,螺杆温度160~200℃,机头温度180-210℃,螺杆转速40~100 转/分钟,挤出加工压力30~50Mpa,分别获得内层薄膜原料、中层薄膜原料、外层薄膜原料;
2)挤出成型:将流态状的内层薄膜原料、中层薄膜原料和外层薄膜原料同时输送至三层共挤出机中融合,融合温度180~220℃,并汇流至吹膜模头,模头温度为200-230℃,经模头挤出后形成膜泡;
3)冷却定型:膜泡经10~20℃冷却风冷却定型,收卷即得重包装膜。
步骤1)所述的混合的具体操作为:投入高速混合机混合,混合温度 10~50℃,混合转速300~1000rpm,混合时间5~40min。采用高速混合机混合,能有助于提高各层组分的均匀性,提高重包装膜的力学性能。
该FFS 重包装膜没有选用常规的不同种类聚乙烯原料共混进行薄膜的吹塑,而是选用一种无规共聚聚丙烯作为FFS 重包装膜的主体材料之一,该树脂具有非常优良的加工性和良好的平衡的刚性及韧性,可热封,密封强度高。在重包装膜的内层及外层中与茂金属线性低密度聚乙烯混配共挤,综合了聚丙烯和茂金属线性低密度聚乙烯各组分的优良性能,由于没有使用低密度聚乙烯或其它强度较低的材料改善整体原料的加工能力,因此生产出的重包装膜不仅具有优良的力学强度,而且具有优良的摩擦性能、印刷性能和热封性能。同时由于原料种类少,膜的均匀性和质量可以得到保证。中层以线性低密度聚乙烯为主体,同时混配一定比例的无规共聚聚丙烯及茂金属线性低密度聚乙烯,加工性较好,可使重包装膜具有优良的力学强度、韧性及抗跌落性能。
重包装膜的总厚度为120~180μ m。优选的,外层、中层和内层的厚度比1~1.5:1.5~2:1,按照该配比所制作的重包装膜总厚度能做到120~140μ m,总更薄、且力学性能较好。包覆时,将内层朝向待包覆物。
外层和内层都包括以下重量份数的原料:20~40 份的茂金属线性低密度聚乙烯、60~80 份的无规共聚聚丙烯;其中,外层还包括 0.2~1.0份的抗静电剂,内层包括0.2~1.0 份的开口剂。通过多次加工测试可知,采用的无规共聚聚丙烯加工性能好,可以与一定量的茂金属线性低密度聚乙烯膜料共挤,且相容性较好,重包装膜综合了聚丙烯和茂金属线性低密度聚乙烯各组分的优良性能,使生产出的重包装膜具有优良的力学强度、摩擦性能、印刷性能和热封性能。
所述的茂金属线性低密度聚乙烯(简写mLLDPE)是在茂金属催化体系作用下乙烯和α-烯烃(如1-丁烯、1-己烯或1-辛烯中的一种)的共聚物。优选的,茂金属线性低密度聚乙烯牌号为F3306S(中国石化齐鲁分公司产)、QHM23F(中国石化齐鲁分公司产)、1018CA(ExxonMobil公司产)、1518CA(ExxonMobil 公司产)。进一步优选的,茂金属线性低密度聚乙烯为乙烯和1-已烯的共聚物,乙烯和1-已烯共聚的mLLDPE综合性能好,性价比最高,来源广泛。
所述的无规共聚聚丙烯(简写PP-R)是可用于吹塑薄膜的无规共聚聚丙烯树脂,由于含有较多的乙烯含量,不仅具有较好的平衡的刚性及韧性,还有较低的熔化温度,因此可用于薄膜密封层的材料。优选的,所述的无规共聚聚丙烯牌号为 borclear RB707CF 和 Borsoft SA233CF(Borealis 公司产)、Clyrell RC 1314(Basell 公司产)。
中层包括以下重量份数的原料:40~60 份的线性低密度聚乙烯、20~40 份的无规共聚聚丙烯、20~40 份的无规共聚聚丙烯及0.5~4 份的色母粒。采用的线性低密度聚乙烯作为本技术中层的主要材料,混配一定比例的无规共聚聚丙烯及茂金属线性低密度聚乙烯,可以进一步提高本技术重包装膜的柔韧性和强度。
所述的线性低密度聚乙烯(简写LLDPE)为丁烯、己烯和辛烯中的一种或者两种以上的单体共聚的线性低密度聚乙烯。
三、有益效果
1、本技术FFS 重包装膜力学强度高、热封性能优异、摩擦系数稳定,可用于大型合成树脂产品的自动包装线。由于采用了一种可吹塑薄膜的无规共聚聚丙烯作为主体材料之一,制备工艺具有优良的加工性能,制得的重包装膜具有良好的摩擦性能、印刷性能和热封性能。本技术中没有使用低密度聚乙烯,重包装膜具有良好的力学强度,特别是拉伸屈服应力高,可根据需要减薄。
2、本技术FFS 重包装膜使用的原料种类少,制得的FFS 重包装膜的均匀性和质量好。重包装膜中添加的成分种类越多,在加工中混合均匀的难度越大,将会导致重包装膜的力学性能、摩擦系数不稳定。该FFS 重包装膜在外层中添加了2~3 种成分、中层添加了3~4 种成分、内层添加了2~3 种成分,成分种类少,降低了大规模生产中的加工难度,所得重包装膜性能稳定。
3、本技术FFS 重包装膜总厚度较薄,总厚度能达到120~180μ m,并且可完全满足“包装用多层共挤重载膜、袋”行业标准(BBT0058-2011)中B 型产品型号的技术要求。
四、具体实施方式
实施例1~5 是本技术的一种FFS 重包装膜及其制备方法的具体实施方式。其中实施例2 为最佳实施例。对比例1~4 是申请人设计的对比实施例。实施例和对比例中使用的树脂及助剂见表1~3。
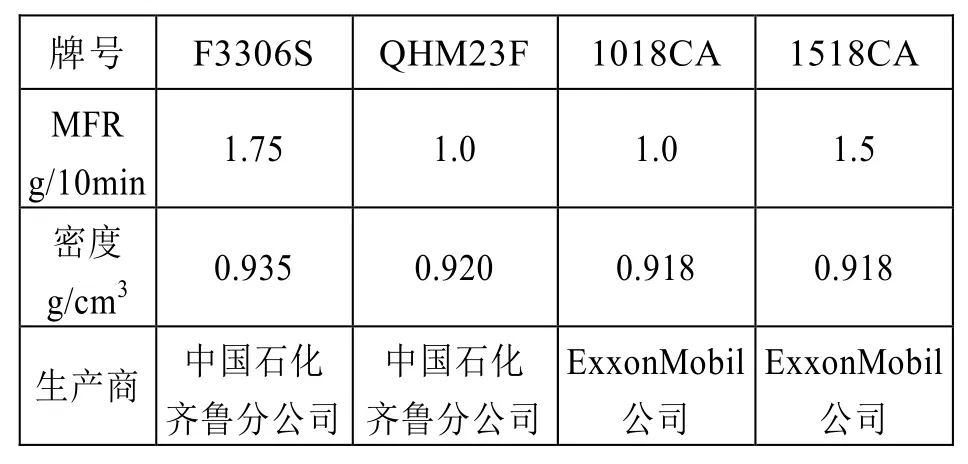
表1 mLLDPE 树脂

表2 LLDPE 树脂

表3 PP-R 树脂
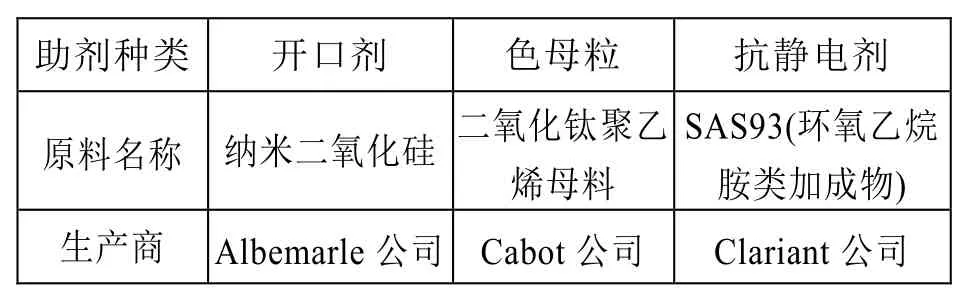
表4 加工助剂
表1 中mLLDPE 树脂全部为乙烯和1-已烯的共聚物。
实施例1
本实施例提供的FFS 重包装膜包括由外到内依次设置的外层、中层、内层三部分。
外层由以下重量份数的组分组成:mLLDPE树脂F3306S 30 份;PP-R 树脂SA233 CF 70 份;抗静电剂0.2 份。
中层由以下重量份数的组分组成:LLDPE 树脂0209 60 份;mLLDPE 树脂QHM23F 25 份;PP-R 树脂RB707CF 15 份;色母粒2 份。
内层由以下重量份数的组分组成:mLLDPE树脂F3306S 30 份;PP-R 树脂SA233CF 70 份;开口剂0.5 份。
本实施例提供的重包装膜的总厚度为140μ m,外层、中层和内层的厚度比为1:2:1。
实施例2
本实施例提供的FFS 重包装膜包括由外到内依次设置的外层、中层、内层三部分。
外层由以下重量份数的组分组成:mLLDPE树脂1018CA 20 份;PP-R 树脂RB707 CF 80 份;抗静电剂0.2 份。
中层由以下重量份数的组分组成:LLDPE 树脂QLLF20 40 份;mLLDPE 树脂1018CA 40 份;PP-R 树脂RB707 CF 25 份。
内层由以下重量份数的组分组成:mLLDPE树脂1018CA 20 份;PP-R 树脂RB707 CF 80 份;开口剂1 份。
本实施例提供的重包装膜的总厚度为160μ m,外层、中层和内层的厚度比为2:2:1。
实施例3
本实施例提供的FFS 重包装膜包括由外到内依次设置的外层、中层、内层三部分。
外层由以下重量份数的组分组成:mLLDPE树脂1018CA 35 份;PP-R 树脂RB707 CF 60 份。
中层由以下重量份数的组分组成:mLLDPE树脂1018CA 50 份;LLDPE 树脂LL0220KJ 20份;PP-R 树脂RB707 CF 35 份。
内层由以下重量份数的组分组成:mLLDPE树脂1018CA 35 份;PP-R 树脂RB707 CF 60 份;开口剂0.2 份。
本实施例提供的重包装膜的总厚度为120μ m,外层、中层和内层的厚度比为1.5:1.5:1。
实施例4
本实施例提供的FFS 重包装膜包括由外到内依次设置的外层、中层、内层三部分。
外层由以下重量份数的组分组成:mLLDPE树脂F3306S 40 份;PP-R 树脂SA233CF 78 份;抗静电剂0.3 份。
中层由以下重量份数的组分组成:LLDPE 树脂0209 55 份;mLLDPE 树脂1018CA 20 份;PP-R树脂RB707 CF 40 份;色母粒3.0 份。
内层由以下重量份数的组分组成:mLLDPE树脂1018CA 38 份;PP-R 树脂SA233CF 72 份;开口剂0.8 份。
本实施例提供的重包装膜的总厚度为150μ m,外层、中层和内层的厚度比为1:1:1。
实施例5
本实施例提供的FFS 重包装膜包括由外到内依次设置的外层、中层、内层三部分。
外层由以下重量份数的组分组成:mLLDPE树脂1518CA 38 份;PP-R 树脂SA233CF 62 份;抗静电剂1.0 份。
中层由以下重量份数的组分组成:LLDPE 树脂0209 56 份;mLLDPE 树脂1518CA 23 份;PP-R树脂Clyrell RC 1314 20 份;色母粒4 份。
内层由以下重量份数的组分组成:mLLDPE树脂1518CA 40 份;PP-R 树脂SA233CF 62 份。
本实施例提供的重包装膜的总厚度为180μ m,外层、中层和内层的厚度比为1.25:1.5:1。
实施例1~5 的制备方法如下:
1)制备各层薄膜
1.1)内层薄膜原料的制备:按重量份称量内层组分,投入高速混合机混合,混合温度 10~50℃,混合转速300~1000rpm,混合时间5~40min;然后送入第一单螺杆挤出机(直径45~65mm,长径比30:1)混炼,第一单螺杆挤出机的螺杆温度为160~200℃,第一单螺杆挤出机的机头温度为180~210℃,螺杆的转速40~100 转/分钟,挤出加工压力30~50Mpa,获得内层薄膜原料。
1.2)中层薄膜原料的制备:按重量份称量中层组分,投入高速混合机混合,混合温度 10~50℃,混合转速300~1000rpm,混合时间5~40min;然后送入第二单螺杆挤出机(直径55~75mm,长径比30:1)混炼,第二单螺杆挤出机的螺杆温度为160~200℃,第二单螺杆挤出机的机头温度为180~210℃,螺杆转速40~100 转/分钟,挤出加工压力30~50Mpa,获得中层薄膜原料。
1.3)外层薄膜原料的制备:按重量份称量外层组分,投入高速混合机混合,混合温度 10~50℃,混合转速300~1000rpm,混合时间5~40min;然后将混合物送入第三单螺杆挤出机(直径55~75mm,长径比30:1)混炼,第三单螺杆挤出机的螺杆温度为160~200℃,第三单螺杆挤出机的机头温度为180~210℃,螺杆转速40~100 转/分钟,挤出加工压力30~50Mpa,获得外层薄膜原料。
2)挤出成型
将流态状的内层薄膜原料、中层薄膜原料和外层薄膜原料同时输送至三层共挤出机中融合、融合温度180~220℃,并汇流至吹膜模头,模头温度为200~230℃,经模头挤出后形成膜泡。
3)冷却定型
膜泡经10~20℃冷却风冷却定型,收卷即得重包装膜。
对比例1
本对比例为三层共挤重包装膜,包括依次贴接共挤的内层、中层和外层,原材料主要包括由茂金属线性低密度聚乙烯、线性低密度聚乙烯、低密度聚乙烯。
外层由以下重量百分比的组分组成:mLLDPE 树脂1018CA 40 份;SP1520(日本三井公司)20 份;LD163(燕山石化)40 份;含氟聚合物加工助剂(3M 公司)1000PPM。
中层由以下重量百分比的组分组成:mLLDPE 树脂1018CA 60 份;DFDA6098(中国石化齐鲁分公司)20 份;LD163 20 份;钛白(Cabot公司)1200PPM。
内层包括以下重量百分比的组分:mLLDPE树脂1018CA 40 份;SP1520 30 份;LD163 30 份;含氟聚合物加工助剂1000PPM。
对比例2
本对比例提供一种重包装膜,由依次共挤而成的第一层、第二层和第三层组成。
本对比例提供的重包装膜的总厚度为170μ m,其中,第一层的厚度为40μ m,第二层的厚度为90μ m,第三层为40μ m,即第一层、第二层和第三层的厚度比为1:2.25:1。本对比例提供的重包装膜的性能如表5 所示。
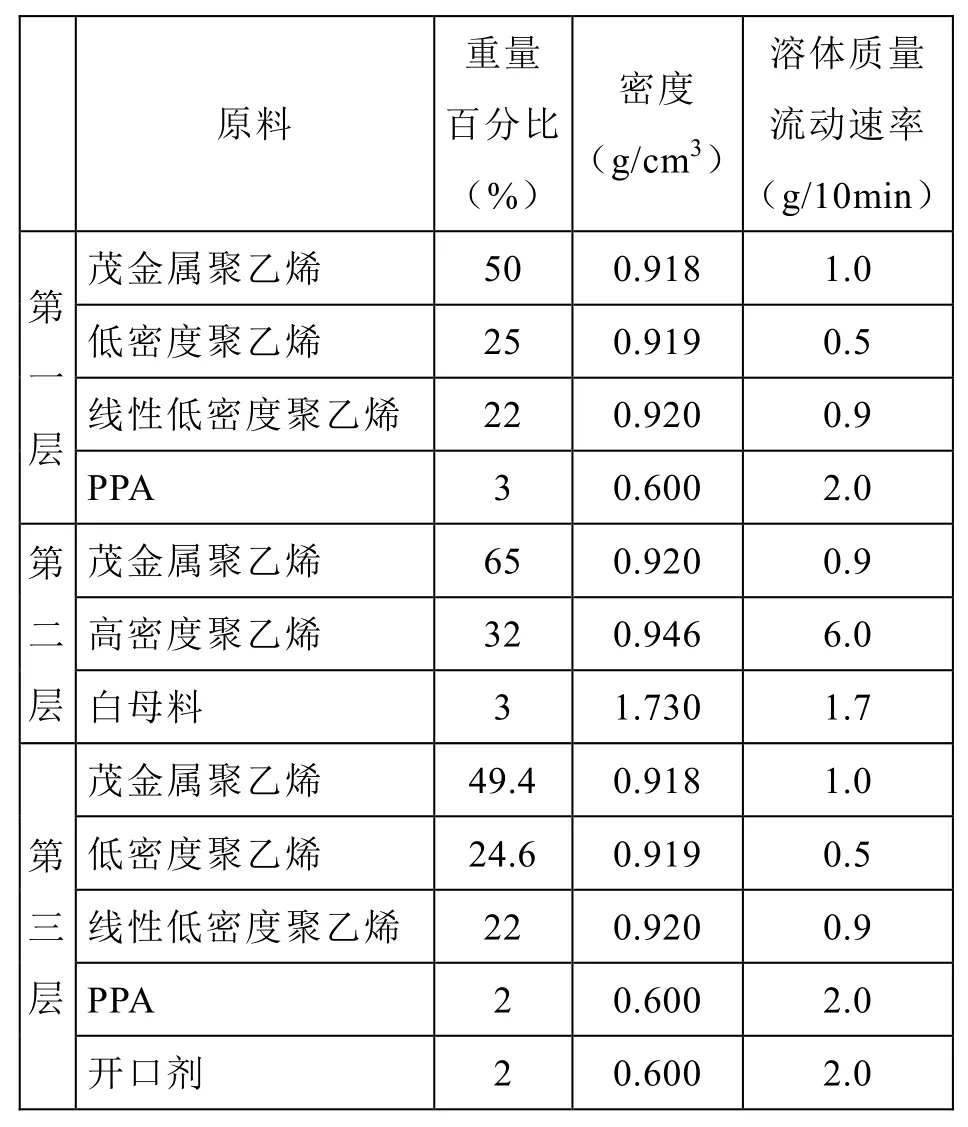
表5 对比例2 组成配比
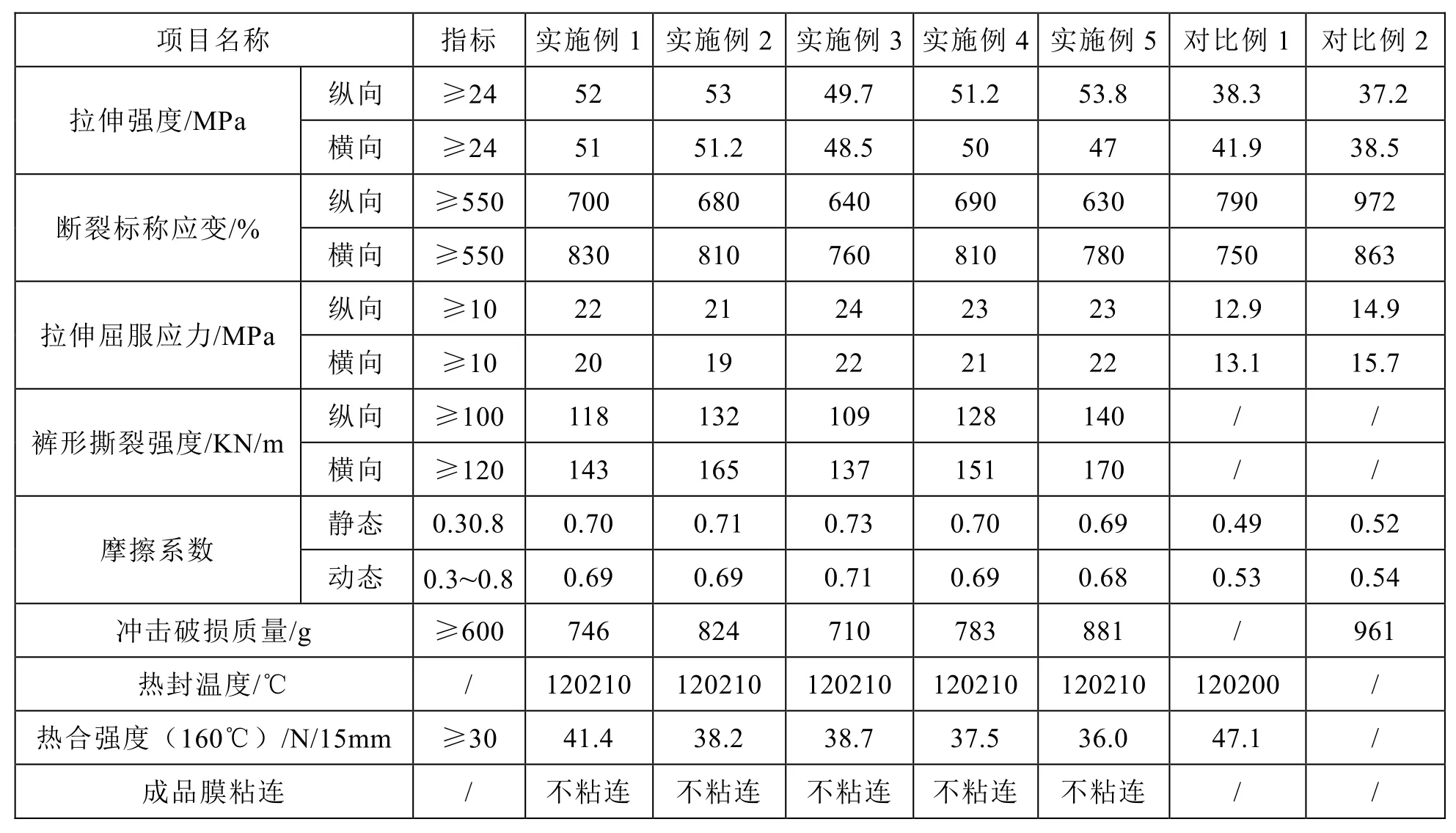
表6 实施例检和对比例的测试结果
对比例3
仅将实施例5 的无规共聚聚丙烯SA233CF材料改为中国石化齐鲁分公司产的均聚聚丙烯T30S,其它与实施例5 相同。
本对比例的配方吹制重包装膜时不稳定,无法获得厚度均匀的薄膜。
对比例4
仅将实施例5 的无规共聚聚丙烯SA233CF材料改为中国石化齐鲁分公司产的共聚聚丙烯EPS30R,其它与实施例5 相同。本对比例也不能提供稳定的重包装膜产品。
为了排除变量,对比例1~4 的制备方法同实施例。
性能测试
将实施例和对比例所得重包装膜,依据BBT0058-2011 标准中B 型产品的性能指标进行检测,检测数据录入下表。其中,摩擦系数选取薄膜的外层进行测试;热合强度选取薄膜的内层进行测试。
通过实施例与对比例测试结果对比可知,对比例1 与2 中都含有低密度聚乙烯的原料,导致重包装膜的拉伸屈服应力都低。对比例3 与对比例4 分别采用均聚聚丙烯和嵌段共聚聚丙烯,但均不能吹制膜料产品。
而本技术所述的FFS 重包装膜主要采用一种可吹塑薄膜的无规共聚聚丙烯作为主体材料之一,不仅加工性能优良,而且具有较宽的热封窗口,力学性能良好,特别是拉伸屈服应力高,性能指标全部满足“包装用多层共挤重载膜、袋”行业标准(BBT0058-2011)中B 型产品型号的技术要求。
